1
Изобретение относится к области сварки пластмасс, в частности к оборудованию для контактной сварки оплавлением термопластичных труб, и может найти применение при монтаже технологических трубопроводов.
Известно устройство для стыковой сварки труб из термопластов, содержащее станину, на которой смонтированы направляющие, по которым можно перемещать навстречу один другому зажимные хомуты для фиксации свариваемых труб. Между торцами труб размещают нагревательную плиту, осуществляющую их нагрев.- Подача хомутов производится рукояткой, шарнирно соединенной со станиной, а между рукояткой и хомутом поставлен гидравлический преобразователь, снабженный манометром, фиксирующим сжатие труб, создаваемое рукояткой l,
Известно устройство для контактной сварки труб из термопластов, содержащее станину с направляющими.
на которых смонтированы зажимные хомуты, один из которых установлен подвижно и снабжен рычажным приводом, выполненным в виде установленных на станине рычага и стакана, в котором расположен подвижный толкатель, подпружиненный двумя концентричными пружинами 2.
Недостатком известных устройств
JQ является низкое качество сварного соединения за счет невозможности плавного регулирования усилия оплавления и осадки.
Целью предлагаемого изобретения
J5 является повышение качества сварного соединения.
Эта цель достигается тем, что в устройстве для контактной сварки труб из термопластов, содержащем
20 станину с направляющими, на которых смонтированы зажимные хомуты, один из которых установлен подвижно и снабжен рычажным приводом, выполненным в виде установленных на станине рычага со стаканом, в котором расположен подвижный толкатель, подпружиненный двумя концентричными пружинами, а подвижный хомут снабжен дополнительным приводом, вь(,полненным в виде двух жестко связанных с подвижным хомутом рабочих поршней, размещенных на направляющих, и силового гидроцилиндра с поршнем, закрепленного на станине, при этом поршень силового гидроцилиндра связан с толкателем, а каждая из концент- . римных пружин толкателя снабжена регулировочной резьбовой втулкой, раз-мещенной в стакане.
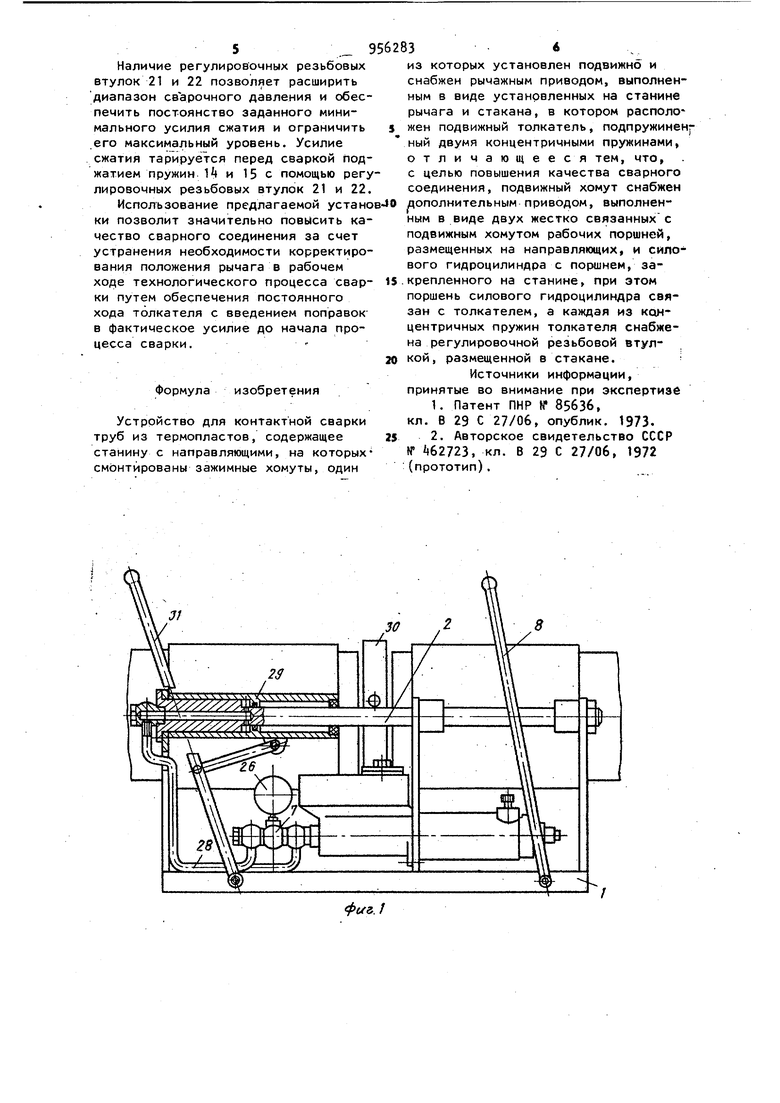
При таком выполнении установки, устраняется необходимость корректировки положения рычага в рабочем ходе технологического процесса сварки путем обеспечения постоянного хо толкателя с введением поправок в фа тическое усилие до начала процесса сварки. Перемещение подвижного хому та от двух рабочих.поршней, жестко связанных с подвижным хомутом и расположенных на направляющих, закрепленных на с.танине, позволяет рас положить силовые механизмы симметрично .относительно центра свариваемого сеЧения, что обеспечивает наиболее выгодное восприятие реакции от сварочного усилия. На фиг, 1 изображена предлагаема установка, общий вид; на фиг, 2 - то же,в плане; на фиг. 3 разрез А-А фиг. 2. Установка содержит станину 1с закрепленными на ней направляющими 2, на которых смонтированы подвижный 3 и неподвижный Ц разъемные зажимные хомуты для закрепления кон цов свариваемых труб 5 и 6. Каждый хомут состоит из верхнего и нижнего полухомута, скрепленных, например, посредством болтового соединения. Подвижный хомут 3 имеет дополнитель ный привод 7 кинематически связанный с .рычажным приводом, шарнирно закрепленным на станине 1. Рычажный привод выполнен в виде рычага 8, вз имодействующего со стаканом 9 разм щенным в закрепленном на станине 1 корпусе 10, снабженным фиксатор.ом положения подвижного хомута, выполненным, например, в виде подпружиненного стержн; 11, взаимодействующего с пазами 12 и 13 на наружной п верхности стакана 9В стакане 9 размещены две концентричные пружины 1 и 15. воздействующие, соответственно, на толкатель 16 и втулку 17 имеющую возможность осевого перемещения между буртами 18 и 19 толкателя 16 и взаимодействующую с буртом 20 стакана 9Пружины 1 и 15 имеют регулировочные резьбовые втулки соответственно 21 и 22. Толкатель 16 взаимодействует с подпружиненным пружиной 23 поршнем 2k силового гидроцилиндра 25с манометром 2б, Цилиндр 25 имеет резервуар 27 для рабочей жидкости и соединен посредством гидросистемы 28 с размещенными на направляющих 2 рабочими поршнями 29, жестко связанными ;с.подвижным хомутом 3. Установка укомплектована термоплитой 30 и снабжена ручным приводом предварительного перемещения подвижного хомута 3 выполненным в виде одноплечего рычага 31. Установка работает следующим образом. Свариваемые концы труб 5 и 6 закрепляют в зажимных хомутах 3 и и между торцами устанавливают на направляющих 2 термоплиту 30, осуществляющую при контакте с торцами нагрев, после чего ее снимают. Для подведения торцов труб 5 nf 6 к термоплите 30 или сведения их между собой перемещают хомут 3 ручным приводом 31. Сдавливание торцов труб с заданной величиной и длительностью при оплавлении и осадке обеспечивает рычаг8 рычажного привода, связанного со стаканом 9 который через подпружиненный толкатель 16 и поршень силового гидррцилиндра 25 воздействует посредством гидросистемы 28, заполненный рабочей жидкостью, на рабочие поршни 29 подвижного хомута . Положение подпружиненного стержня 11 в пазу 12 соответствует усилию оплавления, при этом обеспечивается зазор между буртом 19 и втулкой 17 и пружина Н воздействует через толкатель 6 на поршень 2Дсилового гидроцилиндра 25,а в пазу 13 усилию осадки,при этом обеспечивается зазормежду буртом 20 и втулкой 17, и пружина 15 и пружина также воздействует на поршень2 + силойого гидроцилиндра 25 через втулку 17 и толкатель 16, Усилие сжатия, создаваемое рычагом 8, можно считывать на манометре 2б.
Наличие регулировочных резьбовых втулок 21 и 22 позволяет расширить диапазон сварочного давления и обеспечить постоянство заданного минимального усилия сжатия и ограничить его максимальный уровень. Усилие сжатия тарируется перед сваркой поджатием пружин Н и 15 с помощью регулировочных резьбовых втулок 21 и 22. Использование предлагаемой устано ки позволит значительно повысить качество сварного соединения за счет устранения необходимости корректирования положения рычага в рабочем ходе технологического процесса сварки путем обеспечения постоянного хода толкателя с введением поправок в фактическое усилие до начала процесса сварки. Формула изобретения Устройство для контактной сварки труб из термопластов, содержащее станину с направляющими, на которых смонтированы зажимные хомуты, один
из которых установлен подвижно и снабжен рычажным приводом, выполненным в виде установленных на станине рычага и стакана, в котором располо жен подвижный толкатель, подпружиненный двумя концентричными пружинами, отличающееся тем, что, с целью повышения качества сварного соединения, подвижный хомут снабжен цополнительным приводом, выполненным в виде двух жестко связанных с подвижным хомутом рабочих поршней, размещенных на направляющих, и силового гидроцилиндра с поршнем, закрепленного на станине, при этом поршень силового гидроцилиндра связан с толкателем, а каждая из концентричных пружин толкателя снабжена регулировочной резьбовой втулкой, размещенной в стакане. Источники информации, принятые во внимание при экспертизе 1.Патент ПНР f 85636, кл. В 29 С 27/06, опублик. 19732.Авторское свидетельство СССР fP i 62723, кл. В 29 С 27/06, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Устройство для сварки труб | 1972 |
|
SU462723A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки пластмассовых труб | 1987 |
|
SU1502392A1 |
| Устройство для сварки труб из термопластов | 1980 |
|
SU886397A1 |
| Устройство для сварки труб из термопластов | 1980 |
|
SU941192A1 |


/ .
. /
/
