Изобретение относится к термообработке изделий, требующих защитных мер для предотвращения окисления и повышения качества поверхности изделий, в частности к способам закалки.
Известен способ термообработки изделий, реализуемый в электропечи ОКБ-843. которая содержит герметично сваренный металлический кожух. Футерованный огнеупорными теплоизоляционными материала- ми. подовую плиту с механизмом пульсации, соединяющий камеру нагрева с закалочным баком куда погружают изделий, механизмом загрузки и выгрузки, транспортером и системой подачи контролируемой атмосферы (см. Н.П.Петров, И.Т.Трошкин, Б.П.Веселов. Термическая обработка стали в контролируемых атмосферах. М.: Машиностроение, 1969, с.139-140, рис.75).
Недостатком способа является снижение качества закалки за счет неодновременного воздействия закалочной среды на всю поверхность изделия.
Наиболее близким по технической сущности и достигаемому результату является способ описанный в устройстве по авт.св. № 259114, кл. F 27 D 3/12 от 1967 г. для термообработки изделий в вакууме, состоящим из конвейера с присоединенной закалочной ванной. Изделие перед охлаждением загружают в закалочную ванну.
Достоинством способа является загрузка деталей вне печи в контейнер и обеспечение защиты деталей от окисления.
Недостатками способа является снижение качества закалки за счет неодновременного воздействия закалочной среды на всю поверхность изделия.
Целью изобретения является повышение качества закалки путем одновременного воздействия закалочной среды на всю поверхность изделия.
Указанная цель достигается тем. что в способе закалки, включающем загрузку изделий в контейнер, заполнение его защитной средой, нагрев и охлаждение в закалочной среде, перед охлаждением из
(Л
С
XI
V4
О СО 00
со
контейнера удаляют защитную среду, а контейнер погружают в закалочную среду, раскрывают его под слоем закалочной среды и удаляют,
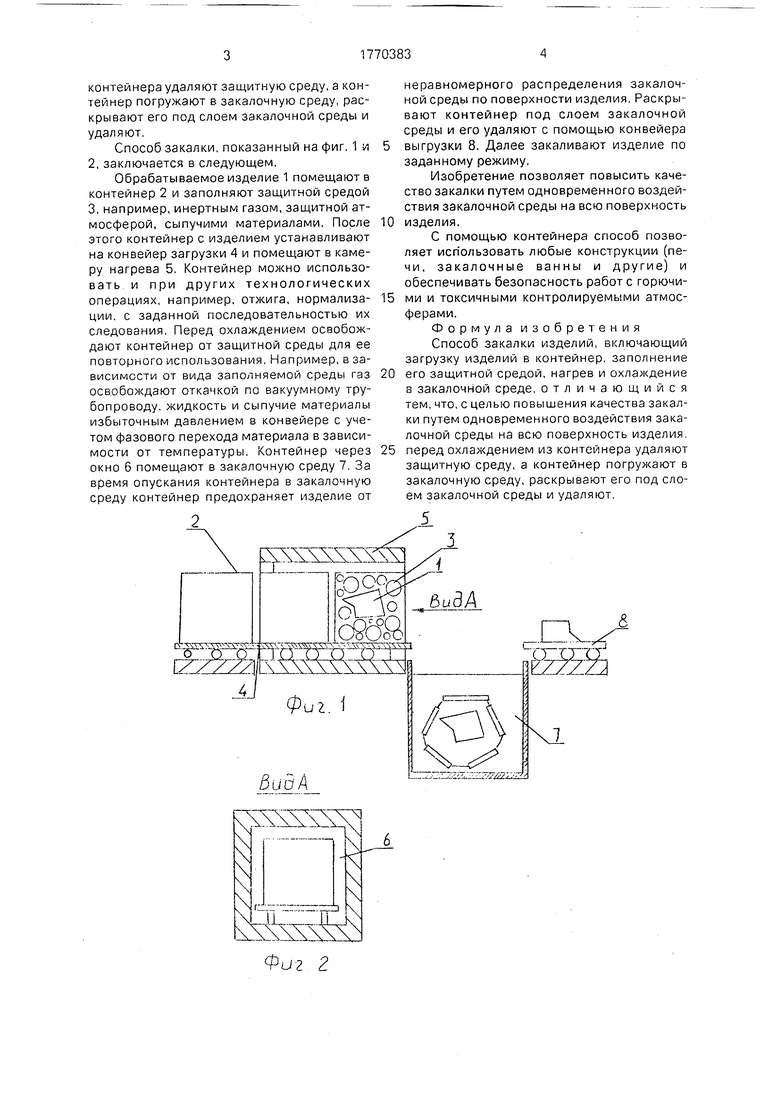
Способ закалки, показанный на фиг. 1 и
2,заключается в следующем.
Обрабатываемое изделие 1 помещают в контейнер 2 и заполняют защитной средой
3,например, инертным газом, защитной атмосферой, сыпучими материалами. После этого контейнер с изделием устанавливают
на конвейер загрузки 4 и помещают в камеру нагрева 5. Контейнер можно использовать и при других технологических операциях, например, отжига, нормализа- ции. с заданной последовательностью их следования. Перед охлаждением освобождают контейнер от защитной среды для ее повторного использования. Например, в зависимости от вида заполняемой среды газ освобождают откачкой по вакуумному трубопроводу, жидкость и сыпучие материалы избыточным давлением в конвейере с учетом фазового перехода материала в зависимости от температуры. Контейнер через окно 6 помещают в закалочную среду 7. За время опускания контейнера в закалочную среду контейнер предохраняет изделие от
неравномерного распределения закалочной среды по поверхности изделия. Раскрывают контейнер под слоем закалочной среды и его удаляют с помощью конвейера выгрузки 8. Далее закаливают изделие по заданному режиму.
Изобретение позволяет повысить качество закалки путем одновременного воздействия закалочной среды на всю поверхность изделия.
С помощью контейнера способ позволяет использовать любые конструкции (печи, закалочные ванны и другие) и обеспечивать безопасность работ с горючими и токсичными контролируемыми атмосферами.
Формула изобретения
Способ закалки изделий, включающий загрузку изделий в контейнер, заполнение его защитной средой, нагрев и охлаждение в закалочной среде, отличающийся тем, что, с целью повышения качества закалки путем одновременного воздействия закалочной среды на всю поверхность изделия перед охлаждением из контейнера удаляют защитную среду, а контейнер погружают в закалочную среду, раскрывают его под слоем закалочной среды и удаляют.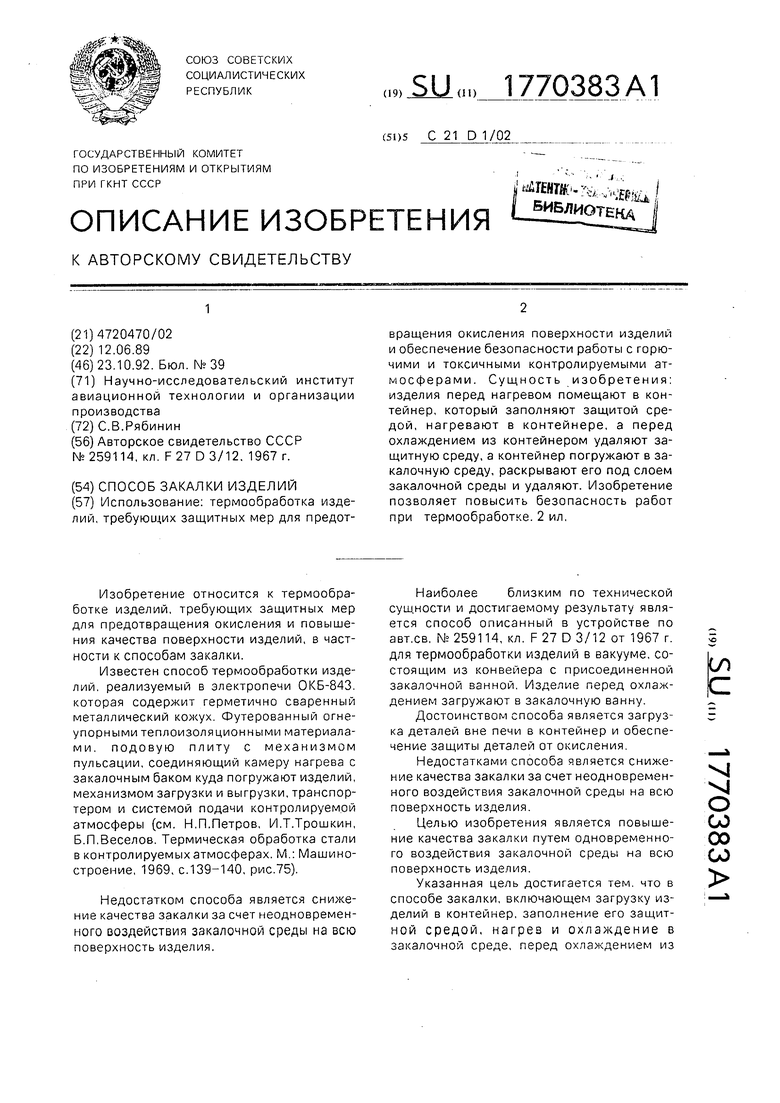
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |
| Способ и устройство термической обработки шаров | 2016 |
|
RU2634541C1 |
| ТОЛКАТЕЛЬНАЯ ПЕЧЬ С КОНТРОЛИРУЕМОЙ АТМОСФЕРОЙ ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ | 1993 |
|
RU2085820C1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Способ термодиффузионного цинкования изделий из высокопрочных алюминиевых сплавов | 2017 |
|
RU2644092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2367871C1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2062794C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛЮЩИХ ТЕЛ | 2016 |
|
RU2632504C1 |
| Способ нанесения покрытия на стальной лист или стальную полосу и способ изготовления закаленных под прессом деталей из них | 2018 |
|
RU2729674C1 |
Использование: термообработка изделий, требующих защитных мер для предотвращения окисления поверхности изделий и обеспечение безопасности работы с горючими и токсичными контролируемыми атмосферами. Сущность изобретения: изделия перед нагревом помещают в контейнер, который заполняют защитой средой, нагревают в контейнере, а перед охлаждением из контейнером удаляют защитную среду, а контейнер погружают в закалочную среду, раскрывают его под слоем закалочной среды и удаляют. Изобретение позволяет повысить безопасность работ при термообработке. 2 ил,
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ ИЗДЕЛИЙ В ВАКУУМЕ | 0 |
|
SU259114A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
