10
15
20
11362525
Изобретение относится к области обработки металлов давлением, в частности к способам холодного деформи- ( рования трубчатых заготовок.
Цель изобретения - расширение технологических возможност ей гидравлической штамповки.
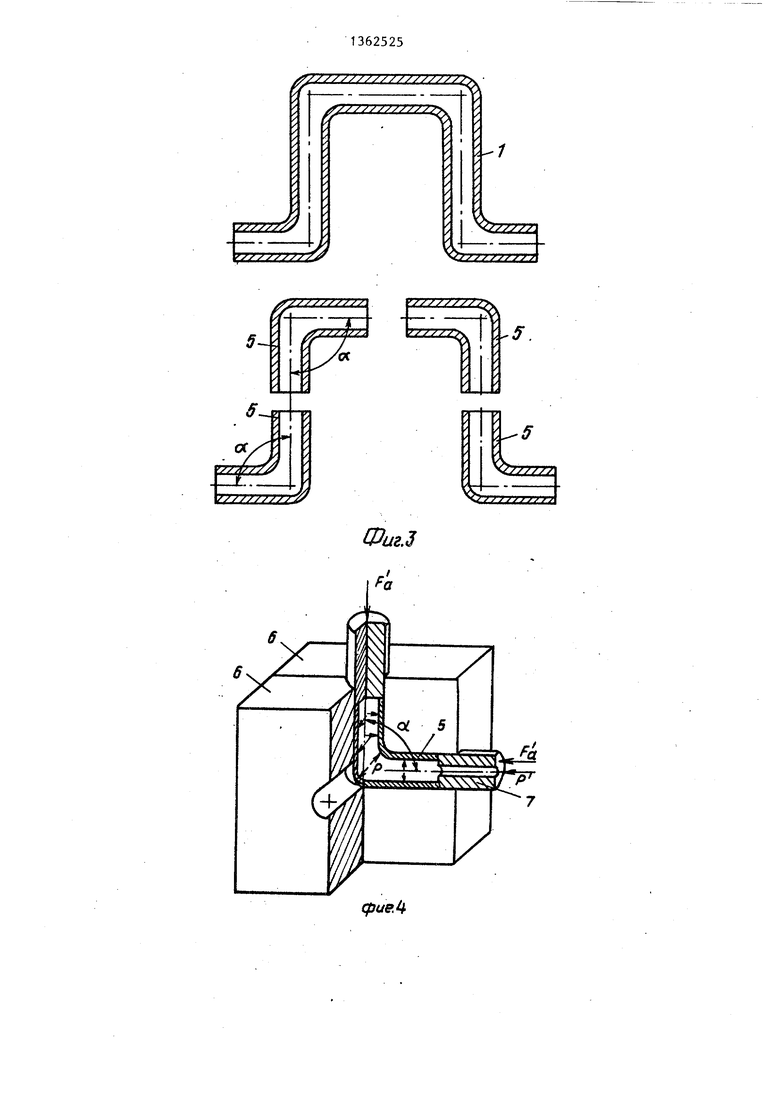
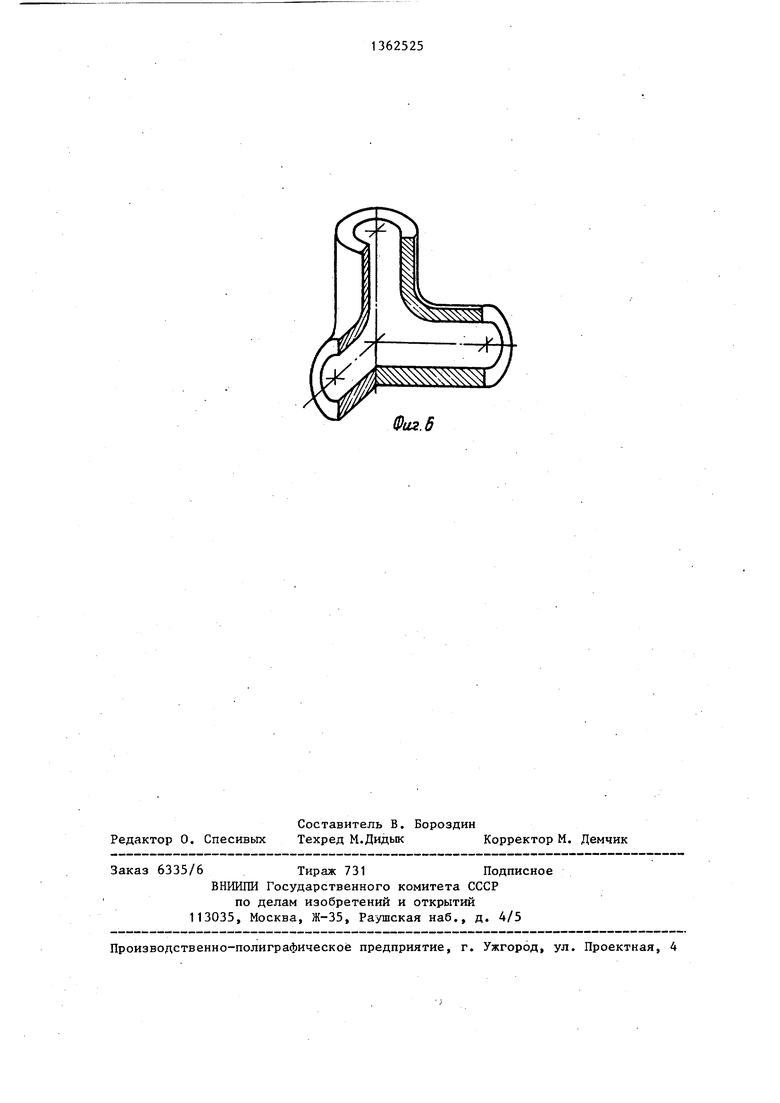
На фиг. 1, 2 показана схема пер- вой операции гидравлической штамповки; на фиг. 3 - изделие, полученное во время первой операции гидравлической штамповки, а также трубчатые элементы, полученные путем разрешения этого изделия; на фиг. 4 - схема второй операции гидравлической штам- . повки; на фиг. 5 - окончательная формовка фитинга; на фиг. 6 - пространственный фитинг с отрезанной вершиной отвода.
Трубчатую заготовку 1 (фиг. 1) Помещают в разъемную матрицу 2. В матрицу 1 помещают также и вкладьш 3, после чего внутри заготовки создают гидростатическое давление Р, сжимают заготовку 1 в осевом направлении со- осными пуансонами 4 усилием , а к сдвигаемому участку заготовки прикла- дьшают поперечное одностороннее усилие F .
В результате выполнения первой операции гидравлической штамповки получают полую -Л. -образную деталь 1 (фиг. 2), которую разделяют н.а четыре трубчатых угольника 5 (фиг. 3). э При выполнении второй операции гидравлической штамповки один из угольников 5 (фиг. 4) помещают в соответствующую полость разъемной матрицы 6, после чего внутри полого угольника 5 создают гидростатическое давление Р и сжимают торцы угольника 5 вдоль осей цилиндрических частей этого угольника двумя пуансонами 7 усилием FO, , оси которых совпадают с 5 гических возможностей гидравлической
Таким образом изобретение позволяет получать полые пространственные фитинги путем выполнения операции гидравлической штамповки, заготовкой для которой является полый угольник.
Давление Р и Р , усилия Е , F и FO, , осадку й1 выбирают в зависимости от механических характеристик материала заготовки, размеров заготовки и изделия. Например, при штамповке из заготовки из стали 20 длиной 200 мм, диаметром 16 мм и толщиной стенки 1 мм пространственного тройника с углами между осями отводов 90 и длиной каждого отвода 10 мм на первой операции гидравлической штамповки Р 160...180 МПа, Fa 160...170 кН Fg 4...8 кН, осевая осадка заготовки каждым пуансоном составляет 46... 48 мм.
После разделения полого -Л. -образного изделия безотходной резкой роликами получают четыре угольника с 25 диаметром цилиндрических частей
16 мм и длиной каждой из них 20 мм. Во время второй операции гидравлической штамповки давления Р 180... 200 МПа, усилие F 140... 160 кН, 30 осадка каждой цилиндрической части угольника Д1 10-11 мм. При этом образуется полый пространственный тройник с длиной каждого отвода 10... 12 мм.
Формула изобретения ..
Способ изготовления полых пространственных фитингов из трубной заготовки путем одновременного создания внутри нее гидростатического давле35
40
направлении и сдвига центрального участка ее односторонним поперечным усилием, отличающийся тем, что, с целью расширения технолоосями цилиндрических частей угольника 5 и составляют между собой угол t, равный углу между осями угольника. В результате цилиндрической части угольника 5 укорачиваются на величину d 1 каждая, при этом образуется, один или несколько отростков путем прямого выдавливания (фиг. 5). Полученный пространствейный фитинг с от- резан:ной вершиной отвода показан на фиг. 6.
50
55
штамповки, после сдвига центрального участка заготовку разрезают на четыре Полых угольника, после чего каждый из полученных угольников деформируют путем создания внутреннего гидростатического давления, осаживания торцовых частей усилиями, действующими вдоль каждой оси угольника с одновременным прямым вьщавливанием угловой части угольника с образованием дополнительного отростка.
гических возможностей гидравлической
Таким образом изобретение позволяет получать полые пространственные фитинги путем выполнения операции гидравлической штамповки, заготовкой для которой является полый угольник.
Давление Р и Р , усилия Е , F и FO, , осадку й1 выбирают в зависимости от механических характеристик материала заготовки, размеров заготовки и изделия. Например, при штамповке из заготовки из стали 20 длиной 200 мм, диаметром 16 мм и толщиной стенки 1 мм пространственного тройника с углами между осями отводов 90 и длиной каждого отвода 10 мм на первой операции гидравлической штамповки Р 160...180 МПа, Fa 160...170 кН, Fg 4...8 кН, осевая осадка заготовки каждым пуансоном составляет 46... 48 мм.
После разделения полого -Л. -образного изделия безотходной резкой роликами получают четыре угольника с диаметром цилиндрических частей
16 мм и длиной каждой из них 20 мм. Во время второй операции гидравлической штамповки давления Р 180... 200 МПа, усилие F 140... 160 кН, осадка каждой цилиндрической части угольника Д1 10-11 мм. При этом образуется полый пространственный тройник с длиной каждого отвода 10... 12 мм.
Формула изобретения ..
Способ изготовления полых пространственных фитингов из трубной заготовки путем одновременного создания внутри нее гидростатического давле
гических возможностей гидравлической
направлении и сдвига центрального участка ее односторонним поперечным усилием, отличающийся тем, что, с целью расширения техноло
штамповки, после сдвига центрального участка заготовку разрезают на четыре Полых угольника, после чего каждый из полученных угольников деформируют путем создания внутреннего гидростатического давления, осаживания торцовых частей усилиями, действующими вдоль каждой оси угольника с одновреенным прямым вьщавливанием угловой части угольника с образованием дополнительного отростка.
t ttt t t I tг1t iJ
. t i t I i t
TГ
г1t iJ
.2
1 /i
f/
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ гидравлической штамповки | 1987 |
|
SU1417954A1 |
| Способ штамповки полых деталей с отводами | 1990 |
|
SU1810159A1 |
| Способ изготовления полых деталей со ступенчатой осью | 1986 |
|
SU1349820A1 |
| Способ гидравлической штамповки с осадкой полых деталей из трубчатых заготовок и устройство для его осуществления | 1987 |
|
SU1503945A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| Устройство для штамповки полых деталей с отводами | 1985 |
|
SU1329861A1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |

Изобретение относится к области обработки металлов давлением, в частности к способам холодного деформирования трубчатых заготовок. Цель изобретения - расширение технологических возможностей гидравлической штамповки. Гидравлическая штамповка проводится в два этапа: на первом из заготовки получают изделие со ступенчатой осью, которое разделяют на четыре полых угольника 5, на втором к каждому угольнику 5 прикладывают внутреннее гидростатическое давление и осаживают торцовые части усилием Fa с одновременным выдавливанием угловой части отростка. При этом получаются , полые пространственные фитинги. 6 ил. с фие.5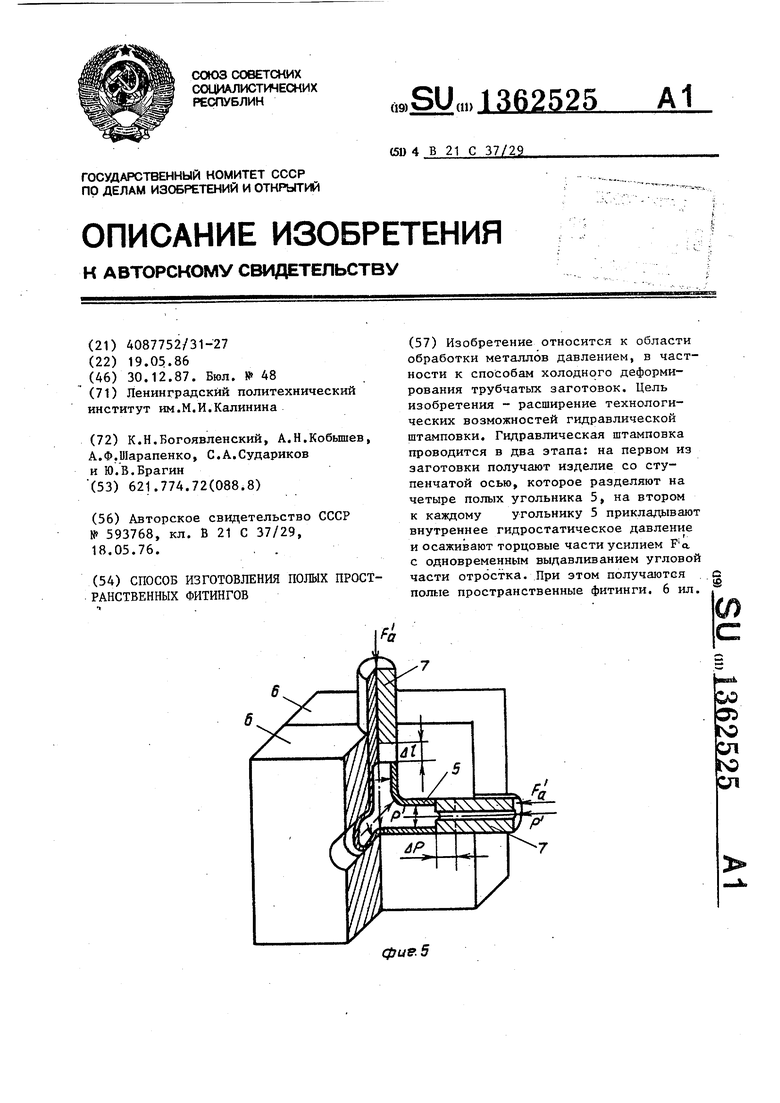
Фиг.2
Г0
/ zzzazza
СХ,
S
fe
Ь
®/2.J
cfjue.
Фаг. 6
Редактор 0. Спесивых
Составитель В. Бороздин
Техред М.Дидык Корректор М. Демчик
Заказ 6335/6Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ изготовления полых коленчатых и эксцентировых валов | 1976 |
|
SU593768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
