Изобретение относится к области металлургии, конкретнее к непрерывному литью цветных металлов и сплавов.
Целью изобретения является повышение качества заготовок и стабильности процесса литья.
Для достижения указанной цели в устройстве для горизонтального непрерывного литья заготовок из цветных сплавов, содержащем металлический кожух охлаждения и установленный в него графитовый кристаллизатор, имеющий в головной (неохлаждаемой) части перегородку со щелевым каналом для подачи металла, расположенным в нижней ее части, нижняя поверхность перегородки, ограничивающая щелевой канал сверху выполнена криволинейной, предпочтительно, по дуге окружности, диаметр которой составляет 1.01-1,25 диаметра полости кристаллизатора, а центр смещен вверх по отношению к центру полости на расстояние ставляет:
величина котооою со- с
I (dOKp. - dn) + 0,03...0,25)dn,
где йокр. - диаметр дуги окружности, ограничивающей щелевой канал сверху, м,
dn - диаметр рабочей полости, м.
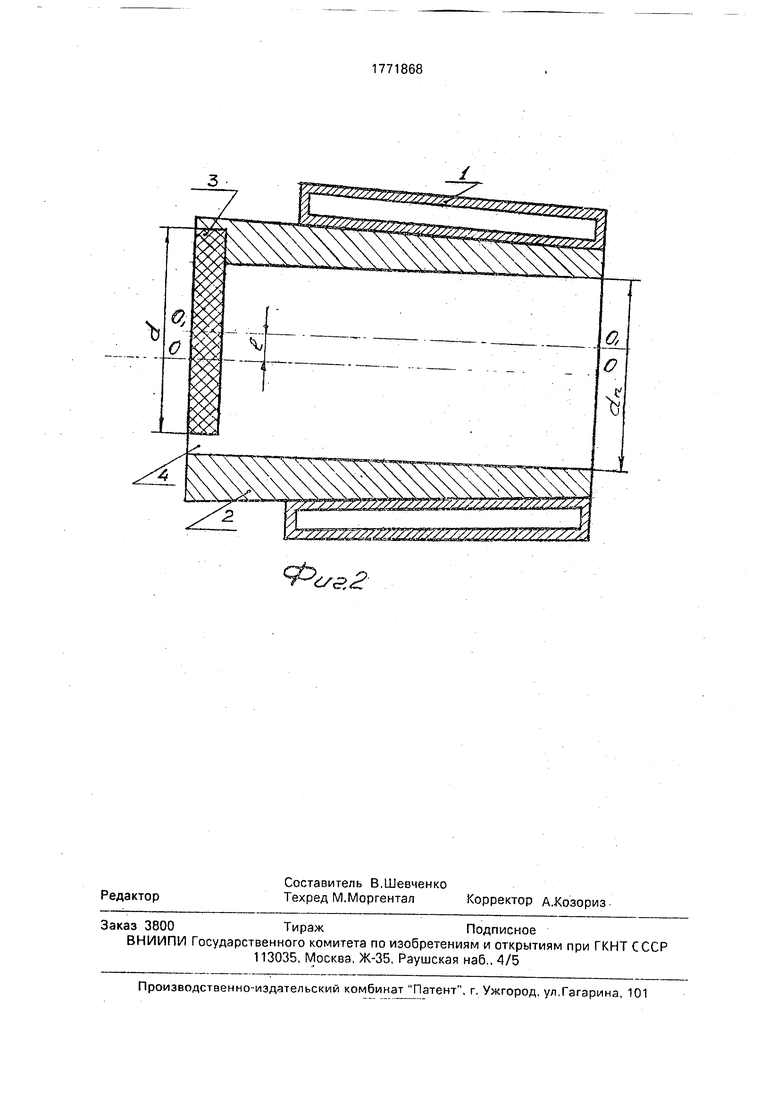
Сущность изобретения поясняется чертежом, на котором изображен поперечный (фиг. 1) и продольный (фиг. 2) разрезы устройства.
Заявляемое устройство содержит металлический кожух охлаждения 1, установленный в него графитовый кристаллизатор 2, перегородку 3 со щелевым каналом 4, который сверху ограничен перегородкой 3, а снизу - рабочей полостью кристаг лизато- ра 2, имеющей диаметр dn.
Перегородка имеет форму окружности диаметром d0Kp. При этом ось перегородки смещена вверх на расстояние I (расстояние
XI
N
со о оо
между осями 0-0 и Oi -Oi), которое находится из соотношения:
I (doKP. - dn) + К dn.
Величина первого слагаемого, заключенного в скобки, представляет собой то расстояние, на которое нужно сместить вверх центр заслонки по отношению к центру полости, чтобы обеспечить совмещение нижних образующих заслонки и полости. То есть, при I йркр - dn имеет место минимальное смещение, при котором отверстие еще остается закрытым заслонкой.
При I йокр. - dn между заслонкой и втулкой имеется отверстие. Как видно, высота отверстия определяется величиной второго слагаемого.
Выбор граничных параметров обусловлен следующим
Если диаметр окружности doKp будет меньше чем 1,01 диаметра полости кристаллизатора, то ввиду малой величины угла встречи окружностей, ограничивающих щелевой канал сверху и снизу, протяженность канала будет большой и практически будет выходить за пределы нижней половины поперечного сечения полости. В этом случае положительный эффект будет снижаться, так как часть горячего металла будет поступать в пределах верхней половины полости.
Если dOKp. будет больше 1,25 диаметра полости кристаллизатора, то, ввиду увеличения угла встречи окружностей, ограничивающих щелевой канал снизу и сверху, протяженность канала будет уменьшаться и по своей конфигурации приближаться к протсп ипу, что о итоге приведет к снижению положительного эффекта.
Если величина коэффициента К будет меньше 0,03, то ширина щелевого канала будет малой, что может вызвать его пере- мерзание.
Если величина коэффициента К будет более 0,25, то в этом случае, вследствие увеличения толщины струи металла доля теплоты перегрева, снимаемой у поверхности кристаллизатора,будет уменьшаться, что приводит к снижению положительного эффекта.
Заявляемое устройство работает следующим образом. Жидкий металл из металло- лриемника поступает в графитовый кристаллизатор 2 через щелевой канал 4 и в кристаллизаторе происходит затвердевание металла. При этом фронт затвердевания по верху отстает от фронта затвердевания по низу кристаллизатора. Однако, благодаря оптимальной форме и размерам щелевого канала для подвода металла теплота
перегрева металла в значительной мере снимается в нижней части кристаллизатора, и тем самым, в максимальной мере снижается отставание фронта затвердевания по
верху кристаллизатора по сравнению с низом. Благодаря этому увеличивается стабильность литья и повышается качество заготовок.
В качестве примера конкретного исполнения может быть использовано устройство для горизонтального непрерывного литья заготовок диаметром 80 мм (dn 80 мм). Диаметр перегородки составляет 1,1 dn 88 мм, Коэффициент К 010. При этом величина I составляет:
I (doKP. - dn) + Kdn (88-80) + + 0,10x80 8 + 8 16мм,
В качестве примера на граничн ые параметры:
df cpMHH 1,01 dn 1,01 х 80 80,8 мм; йокр.мак. 1,25 х 80 100 мм; Кмин 0,03;
Кмак. 0,25.
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных сплавов,- содержащее металлический кожух охлзждения и установленный в него графитовый кристаллизатор, в головной (неохлаждаемой) части которого установлена перегородка со щелевым каналом для подачи металла, выполненным в ее нижней части и ограниченным нижней поверхностью перегородки и рабочей полостью кристаллизатора, отличающееся тем, что, с целью повышения качества заготовок и стабильности процесса литья, нижняя поверхность перегородки выполнена криволинейной, в частности, по дуге окружности, диаметр которой составляет 1,01-1,25 диаметра полости кристаллизатора, а центр смещен вверх по отношению к центру полости на расстояние I, величина
которого составляет:
I (йокр. - dn) + (0,03...0,25) х dn,
где doKp. - диаметр дуги окружности, огра- ничивающей щелевой канал сверху, м; dn - диаметр рабочей полости, м. Формула изобретения Устройство для горизонтального непрерывного литья заготовок круглого попереч- ного сечения из цветных сплавов, содержащее металлический кожух охлаждения и установленный в него графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка со щелевым каналом для подачи металла, выполненным в ее нижней части и ограниченным нижней поверхностью перегородки и рабочей полостью кристаллизатора, отличающееся тем, что, с целью повышения качества заготовок и стабильности процесса литья, нижняя поверхность перегородки выполнена криволинейной, в частности, по дуге окружности, диаметр которой составляет 1.01 -1,25 диаметра полости кристаллизатора, а центр смещен вверх по отношению к центру полости на расстояние I, величина которого составляет
I - (с1окр - dn) + (0,03-0.25)dn,
где doicp- диаметр дуги окружности, ограничивающей щелевой канал сверху, м; dn - диаметр рабочей полости, м.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2006337C1 |
| Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из металлов и сплавов | 1991 |
|
SU1787664A1 |
| Многоручьевой кристаллизатор для непрерывного литья | 1978 |
|
SU700276A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Дорн для непрерывного литья тонкостенных труб | 1983 |
|
SU1113208A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2082541C1 |
| Система охлаждения графитового кристаллизатора для непрерывного литья полосовой заготовки из цветных сплавов | 1989 |
|
SU1708504A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |

Сущность: устройство содержит металлический кожух охлаждения, в который вмонтирован графитовый кристаллизатор, в головной неохлаждаемой части которого установлена графитовая перегородка со щелевым каналом, выполненным в нижней ее части. Канал сверху ограничен дугой окружности, диаметр которой составляет 1,01...1,25 диаметра полости кристаллизатора. Центр окружности смещен вверх по отношению к оси кристаллизатора на расстояние I, величина которого составляет I: (йокр - dn) + (0.03...0.25) dn. где dCKp - диаметр дуги окружности, ограничивающей щелевой канал сверху, м; dn - диаметр полости кристаллизатора, м. 2 ил.
Фие.1
| Авторское свидетельство СССР № 1469680, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
