Изобретение относится к области изготовления изделий из полимерных материалов и может быть использовано в машиностроении при изготовлении тонкостенных строении при изготовлении тонкостенных прозрачных изделий.
Известен, способ получения изделия в форме, включающий формирование изделия в матрице, на которой выполняют поднутряющие выступы, на которой выполняют поднутряющие выступы, а извлечение производят сжатым воздухом.
Однако этот способ применим для прессования изделий из фено- и аминопластов и других полимерных материалов, к которым не предъявляются жесткие требования к прозрачности.
В качестве прототипа выбран способ, состоящий в изготовлении тонкостенного полого изделия из полимерного материала в форме, на матрице которой выполняют углубление за пределами контура изделия, которое в процессе прессования заполняется материалом, образуя прилив, который отгибается в момент выталкивания изделия и затем обламывается. Недостатком этого способа является излом, остающийся после обламывания прилива, не позволяющий получить качественное изделие.
Целью изобретения является повышение качества полых тонких изделий из прозрачного материала.
Поставленная цель достигается тем, что в способе получения тонкостенного изделия из полимерного материала, при котором изделие формуют в матрице с использованием пуансонов, имеющего задержку на боковой поверхности для извлечения изделия после формования, используют пуансон с задержкой в виде углублений с плавно изменяющейся к боковой поверхности пуансона убывающей глубиной, не превышающей допуска на изделие и суммарной площади боковой поверхности пуансона.
Изделие удерживается на подвижном пуансоне при извлечении его из матрицы путем изготовления на боковых стенках пуансона специальных плавных углублений в пределах допуска на стенку изделия, увеличивающих трение между стенками изделия и пуансоном и позволяющих избавиться от дополнительных приливов за пределами контура изделия, ухудшающих качество изделия. Для того, чтобы трение между стенками изделия и пуансоном было больше трения между стенками изделия и матрицей, площадь плавных углублений на боковых стенках пуансона должна быть не менее 0,2 площади боковой поверхности пуансона, что определено экспериментом. В пуансоне изделие может быть снято любым известным способом: механическими толкателями, сжатым воздухом и т.д. Незначительная глубина плавных углублений на боковых стенках пуансона, по сравнению с толщиной стенки изделия, позволяет снять изделие с пуансона, отогнув стенку изделия в пределах незначительных упругих деформаций, не влияющих на качество изделия. Приливы, полученные на изделии в местах плавных углублений на боковых стенках пуансона, находятся за пределами оптической видимости, т.е. невидимы.
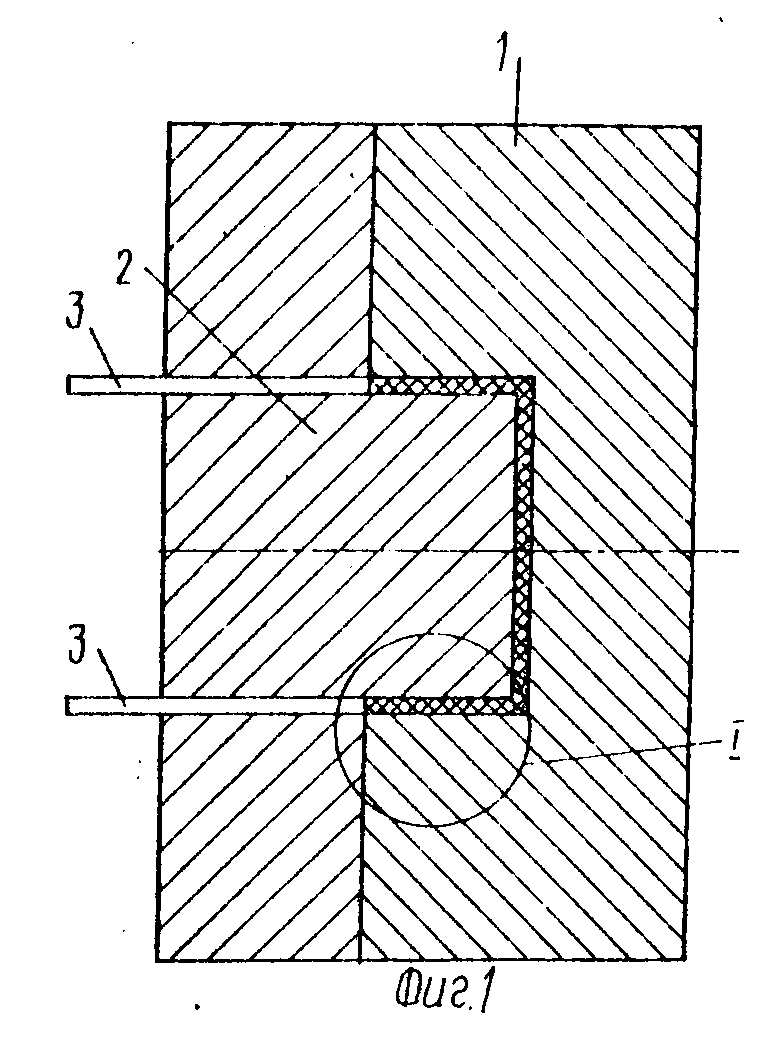
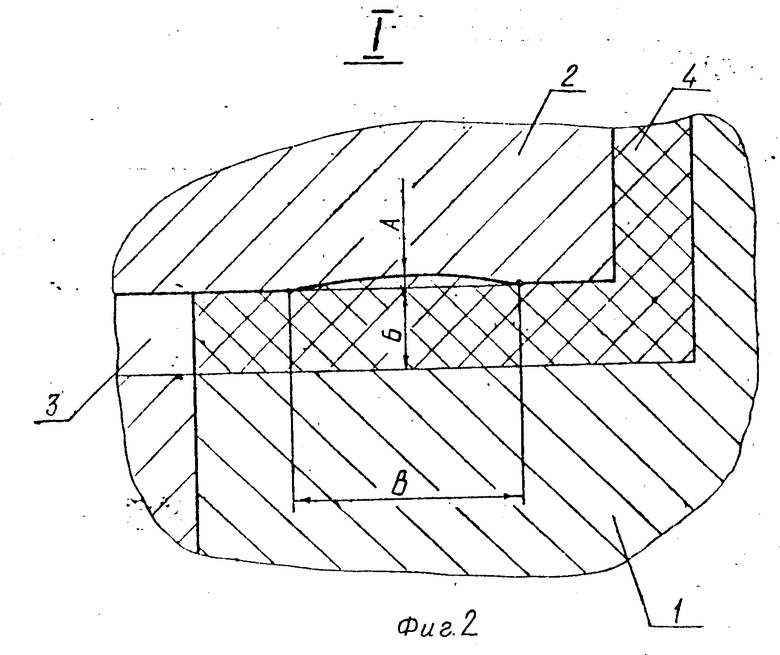
На фиг. 1 изображена форма для изготовления тонкостенного полого изделия; на фиг. 2 - узел I на фиг. 1.
Форма для изготовления тонкостенного полого изделия из полимерного материала состоит из матрицы 1, подвижного пуансона 2 и местных толкателей 3 (фиг. 1). На боковых поверхностях пуансона выполнены плавные углубления "А" на длине "В".
Величина углубления "А" в пределах допуска на толщину стенки "Б" изделия 4 не ухудшает качества изделия (фиг. 2).
После получения изделия в форме подвижный пуансон 2 извлекается из матрицы 1. Благодаря плавным углублениям на боковых поверхностях изделия 4 образуются приливы, создающие дополнительное трение между пуансоном и изделием, которое превышает трение между боковой поверхностью изделия 4 и боковой поверхностью матрицы 1. Это позволяет извлечь изделие 4 из матрицы 1 вместе с пуансоном 2. После извлечения пуансона 2 с изделием 4 из матрицы 1 срабатывают толкатели 3, имеющие механический, пневматический или любой другой привод, и снимают изделие 4 с пуансона 2. Благодаря плавности углублений пуансона 2 и приливов изделия 4 и их незначительной величины "А", механических повреждений изделия при съеме не происходит, что очень важно для прозрачных изделий.
Использование предлагаемого способа извлечения тонкостенных прозрачных изделий из формы обеспечивает по сравнению с существующими способами:
а) возможность получения качественных изделий на высокопроизводительном оборудовании;
б) исключить механическую доработку изделия, отрицательно влияющую на его качество (прозрачность).
Использование: в машиностроении при изготовлении качественных тонкостенных прозрачных полых изделий из полимерных материалов. Сущность изобретения: в способе получения тонкостенного изделия из полимерного материала, включающем заливку полимерного материала в форму, формирование изделия с приливами и отверждение, с извлечением изделия совместно с пуансоном, приливы формуют пуансоном, на боковой поверхности которого выполняют углубления площадью не менее 0,2 площади боковой поверхности пуансона и глубиной, не превышающей допуск на изделие. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, при котором изделие формуют в матрице с использованием пуансона, имеющего задержку на боковой поверхности для извлечения изделия после формования, и отверждают, отличающийся тем, что, с целью повышения качества полых тонких изделий из прозрачного полимерного материала, используют пуансон с задержкой в виде углублений с плавно изменяющейся к боковой поверхности пуансона убывающей глубиной, не превышающей допуска на изделие, и суммарной площадью не менее 0,2 площади боковой поверхности пуансона.
| Лейкин Н.Н | |||
| Конструирование пресс-форм для изделий из пластичных масс | |||
| М | |||
| -Л., Машиностроение, 1966, с.92-93. |
