Изобретение относится к металлургии, а именно к непрерывной разливке стали на машинах непрерывного литья заготовок.
Известны способы управления раскроем слитка на машинах непрерывного литья заготовок с установкой датчика длины слитка на редукторе тянущей клети аналогичные заявляемому, которые включают задание длины заготовки, измерение длины слитка с помощью датчика, установленного на редукторе тянущей клети и подачу управляющей команды на рез.
Наиболее близким по технической сущности к предлагаемому является способ управления процессом мерного пореза заготовки, включающий измерение мерной длины (текущей длины отрезаемой части слитка) с помощью датчика, связанного посредством редуктора с приводом тянущих клетей, задание длины заготовки и подачу
команды на рез в электропривод перемещения платформы газорезки.
Однако указанн ый способ не обеспечивает высокой точности реза, так как, вследствие обжа гия слитка валками тянущих клетей, слиток удлиняется, и величина этого удлинения зависит от обжатия слитка в клетях.
Целью изобретения является увеличение выхода годного за счет повышения точности измерения длины отрезаемой части слитка на машинах непрерывного литья заготовок.
Поставленная цель достигается тем, что в способе, включающем задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, дополнительно измеряют растворы валков тянущей клетей, вычисляют коэффициенты удлине-. ния слитка для каждой тянущей клети, а текущую длину заготовки определяют по зависимости
L-изм Кудл,
Х|
-ч
CJ СЛ
ел со
где - текущая длина заготовки;
UISM - длина заготовки, получаемая на основании показаний датчика длины;
КУДЛ - общий коэффициент удлинения слитка, Кудл (1 + Ki)(1+K2)...(1+Kn),
п - количество тянущих клетей в машине непрерывной разливки;
Ki, K2Кп - коэффициенты удлинения,
вызванного обжатием слитка в каждой из тянущих клетей, причем
Ki al Д + Ы0 1,2п),
Д| - обжатие в 1-й клети;
ai, bi - эмпирические коэффициенты;
при этом учитывается общее обжатие слитка по отношению к клети, на которой установлен датчик длины.
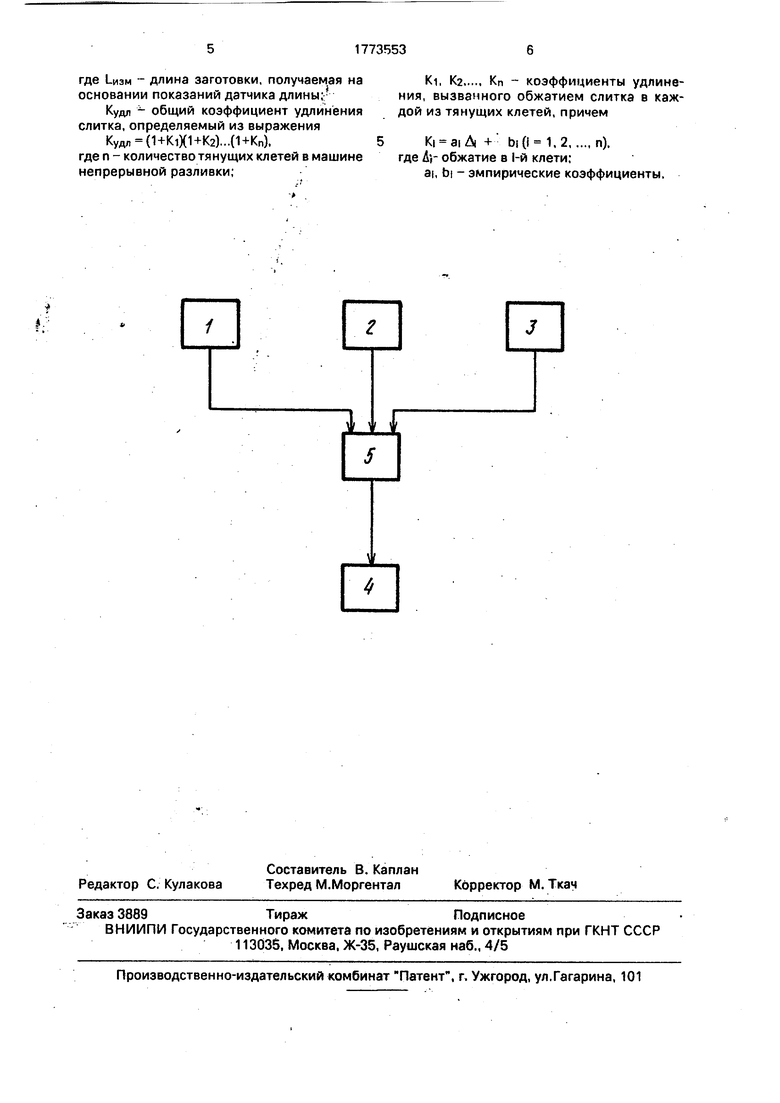
При управлении раскроем слитка с помощью предлагаемого способа выполняют- ся следующие операции.
Перед началом разливки измеряется раствор валков тянущей клети, предыдущей по отношению к клети, на редукторе которой устанавливается датчик длины, а также раствор валков каждой из последующих тянущих клетей. Если датчик длины устанавливается на редукторе первой из клетей, тянущих слиток в процессе разливки, то в качестве раствора валков предыдущей кле- ти используется толщина слитка при выходе из кристаллизатора. Раствор валков тянущих клетей можно измерять в период настройки МНЛЗ, например, с помощью специальных шаблонов или измерительной затравки.
На основании результатов измерения раствора валков тянущих клетей выполняется расчет коэффициента удлинения слитка.
Коэффициента удлинения слитка рассчитывается следующим образом
КУДл (1+К1Х1+К2)...(1+Кп),
где п - количество клетей, тянущих слиток в процессе разливки;
Ki, K2Кп - коэффициенты удлинения,
возникающего в результате обжатия в каждой из тянущих клетей.50
Коэффициенты KI вычисляются по формуле
Ki at4 + bi(l 1,2п),
где Д - отношение разности растворов валков предыдущей и данной тянущих клетей к раствору валков данной клети (обжатие в данной клети);
5
0
5
0
5 0 5
0
5
0
5
ai bi - коэффициенты, связывающие величину обжатия на данной клети с удлинением слитка, возникающим в результате этого обжатия.
Значения коэффициентов at и bi для каждой из клетей находятся экспериментально, например, с помощью следующей процедуры. Для нескольких различных значений обжатия в клети на определенном расстоянии друг от друга на слитке наносятся метки. Сравнивая расстояния между метками до входа в клеть и после выхода из нее, статистически обрабатывая данные о величине обжатия и изменениях в расстоянии между метками, находятся значение коэффициентов ai и bi для данной клети.
При раскрое слитка управляющая команда на рез подается при выполнении соотношения
Lie к - L-мерн,
где 1-мерн - заданная длина заготовки;
LTOK - текущая длина заготовки.
Текущая длина заготовки определяется по формуле
L-тек L-изм Кудл,
где 1-изм - длина заготовки, получаемая на основании показаний датчика длины;
Кудл - общий коэффициент удлинения слитка.
Значение текущей длины заготовки устанавливается в нуль каждый раз после начала реза очередной заготовки.
Предлагаемый способ управления раскроем слитка на машинах непрерывного литья заготовок позволяет повысить точность мерного реза и увеличить выход годного.
Формула изобретения Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, о т л и ч а ю щ и и с я тем, что, с целью увеличения выхода годного за счет повышения точности измерений длины мерного реза проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по зависимости
L-тек L-изм К
удл,
где 1изм - длина заготовки, получаемая на основании показаний датчика длины;
Кудл - общий коэффициент удлинения слитка, определяемый из выражения
Кудл {1+К1Х1+К2)...(1+Кп),
где п - количество тянущих клетей в машине непрерывной разливки;
Ki, K2 Кп - коэффициенты удлинения, вызванного обжатием слитка в каждой из тянущих клетей, причем
Ki ai Д + bi(i 1,2п).
где А}- обжатие в 1-й клети;
ai, bi - эмпирические коэффициенты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок | 1989 |
|
SU1603625A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство автоматического управления порезом слитка на машине непрерывной разливки металла | 1987 |
|
SU1574353A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| Способ резки концевой части слитка на вертикальной установке непрерывной разливки стали | 1990 |
|
SU1734935A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
Использование: металлургия, непрерывная разливка стали на машинах непрерывного литья заготовок. Сущность изобретения: измеряют раствор валков тянущей клети, на редукторе которой установлен датчик длины, измеряют раствор валков последующих тянущих клетей, определяют общее удлинение слитка, величину которого учитывают при определении длины отрезаемой части слитка. 1 ил.
| Германн Э | |||
| Непрерывное литье | |||
| М.: Металлургия, 1961 | |||
| Беленький А | |||
| М., Бердышев Ю | |||
| В., Блинов О | |||
| М., Каганов В | |||
| Ю | |||
| Автоматическое управление металлургическими процессами | |||
| М.: Металлургия, 1989 | |||
| Красной Б | |||
| И | |||
| Оптимальное управление режимами непрерывной разливки стали, М.: Металлургия, 1975, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
