Изобретение относится к черной металлургии, в частности к установкам непрерывного литья слитков вертикальным способом.
Известен способ резки на мерные длины, включающий подачу слитка валками тянущей клети, опирание его торца на подвижный подхват и отрезание на ходу мерных длин. По окончании реза производятся транспортирование мерного отрезка подвижным подхватом и передача его на технологическую операцию выдачи продукции.
Такой способ резки предусматривает подачу слитка валками тянущей клети и порезку на ходу мерных длин, но при выходе слитка из валков, например в конце разливки, этот процесс нарушается и последний кусок слитка получается немерным, что приводит к увеличению отходов металле, попадающего в обрезь.
Целью изобретения является повышение выхода годного за счет уменьшения технологических отходов.
Поставленная цель достигается тем, что в способе резки, включающем подвод слитка к упору, зажим его верхней части, отрезку от низа мерной заготовки и опускание ее на упоре, концевую часть слитка оставляют кратной нескольким мерным заготовкам, после отрезания нижней из них слиток разжимают и опускают его на упоре совместно с отрезанной заготовкой на величину, равную ее длине, вновь зажимают верхнюю часть слитка, опускают на упоре отрезающую мерную заготовку, удаляют ее и возвращают упор под зажатый слиток, после чего операции повторяют.
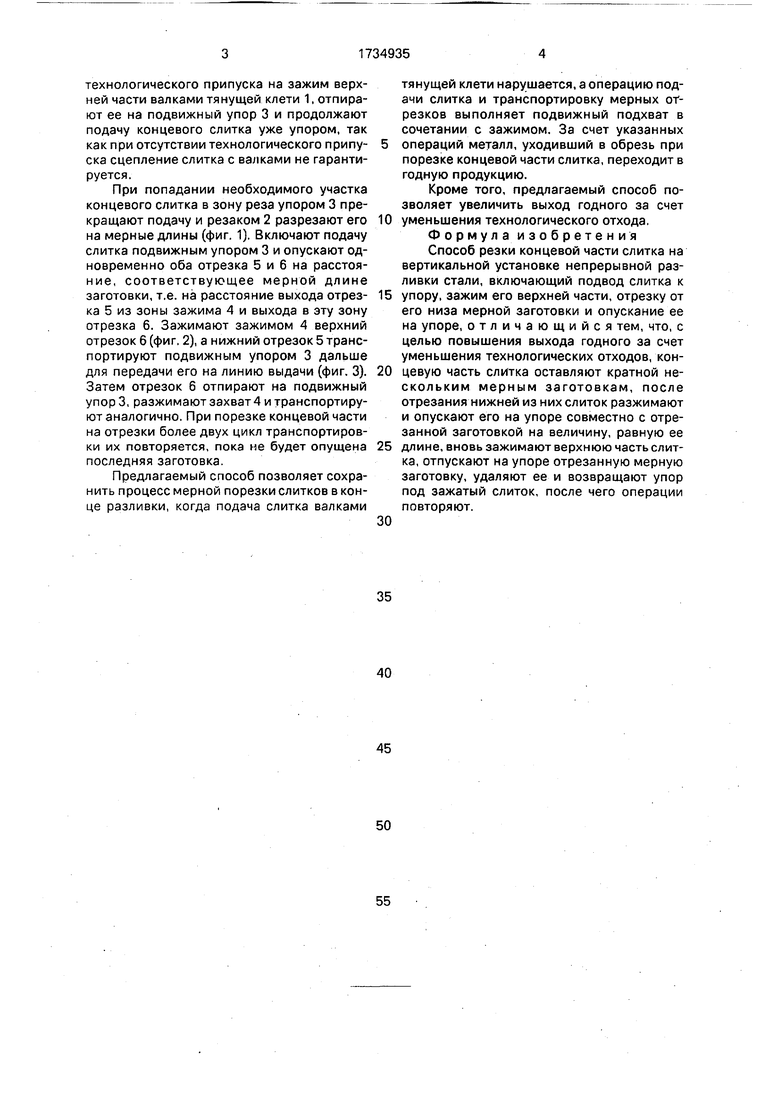
Способ осуществляется на вертикальной установке непрерывной разливки стали (фиг. 1), в состав которой входят тянущая клеть с валками 1, резак газовой резки 2, подвижный упор 3 и зажим 4.
Перед завершением разливки оставляют концевую часть слитка кратной по меньшей мере двум мерным длинам без
и
о
00
ел
технологического припуска на зажим верхней части валками тянущей клети 1, отпирают ее на подвижный упор 3 и продолжают подачу концевого слитка уже упором, так как при отсутствии технологического припуска сцепление слитка с валками не гарантируется.
При попадании необходимого участка концевого слитка в зону реза упором 3 прекращают подачу и резаком 2 разрезают его на мерные длины (фиг. 1). Включают подачу слитка подвижным упором 3 и опускают одновременно оба отрезка 5 и 6 на расстояние, соответствующее мерной длине заготовки, т.е. на расстояние выхода отрезка 5 из зоны зажима 4 и выхода в эту зону отрезка 6. Зажимают зажимом 4 верхний отрезок 6 (фиг. 2), а нижний отрезок 5 транспортируют подвижным упором 3 дальше для передачи его на линию выдачи (фиг. 3). Затем отрезок 6 отпирают на подвижный упор 3, разжимают захват 4 и транспортируют аналогично. При порезке концевой части на отрезки более двух цикл транспортировки их повторяется, пока не будет опущена последняя заготовка.
Предлагаемый способ позволяет сохранить процесс мерной порезки слитков в конце разливки, когда подача слитка валками
0
5
0
5
0
тянущей клети нарушается, а операцию подачи слитка и транспортировку мерных отрезков выполняет подвижный подхват в сочетании с зажимом. За счет указанных операций металл, уходивший в обрезь при порезке концевой части слитка, переходит в годную продукцию.
Кроме того, предлагаемый способ позволяет увеличить выход годного за счет уменьшения технологического отхода. Формула изобретения Способ резки концевой части слитка на вертикальной установке непрерывной разливки стали, включающий подвод слитка к упору, зажим его верхней части, отрезку от его низа мерной заготовки и опускание ее на упоре, отличающийся тем, что, с целью повышения выхода годного за счет уменьшения технологических отходов, концевую часть слитка оставляют кратной нескольким мерным заготовкам, после отрезания нижней из них слиток разжимают и опускают его на упоре совместно с отрезанной заготовкой на величину, равную ее длине, вновь зажимают верхнюю часть слитка, отпускают на упоре отрезанную мерную заготовку, удаляют ее и возвращают упор под зажатый слиток, после чего операции повторяют.
%
/
Т I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки вертикального непрерывнолитого слитка | 1990 |
|
SU1734934A1 |
| Способ управления раскроем слитка на машине непрерывного литья заготовок | 1990 |
|
SU1773553A1 |
| Устройство для выдачи слитков | 1980 |
|
SU994107A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ автоматического управления раскроем слитка на машине непрерывного литья заготовок | 1989 |
|
SU1603625A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |

Изобретение может быть использовано на установках непрерывной разливки стали вертикальным способом. Цель изобретения - повышение выхода годного за счет уменьшения технологических отходов. Способ включает подвод концевого слитка к подвижному упору, отрезание мерных длин без технологического припуска, опускание его на расстояние, соответствующее мерной длине заготовки, зажим верхнего отрезка, технологический цикл транспортировки нижнего отрезка, разжатие и транспортировку верхнего отрезка. 3 ил.
4
Л
Г
3
I
Фиг,1
6
Л
/
Ј
Ч
Фиг.2
Фиг, 3
| Иванченко Ф.К | |||
| и др | |||
| Механическое оборудование сталеплавильных цехов | |||
| - М.: Ме- таллургиздат, 1964, с | |||
| Аппарат для получения газа под высоким давлением для работы в поршневом или турбинном двигателе | 1922 |
|
SU387A1 |
