(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2006 |
|
RU2333055C1 |
| СПОСОБ ПЕРЕКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2013 |
|
RU2511201C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| Вертикальный валок реверсивной универсальной клети | 1988 |
|
SU1639812A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| Прокатная клеть | 1976 |
|
SU599414A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |

Сущность изобретения: клеть содержит три пары профильных ведущих валков с бочками для ведения сортовых слитков, проточками для ведения кузнечных слитков и проточками для свободного прохода сортовых слитков между соответствующими парами валков. Одна пара валков выполнена с возможностью контакта с одним ведомым этой парой сортовым слитком, вторая пара валков - с двумя ведомыми этой парой сортовыми слитками, третья пара валков - с двумя ведомыми этой парой сортовыми слитками. Глубина проточек, образующих части ручьев для ведения кузнечных слитков, равна полуразности толщин кузнечного и сортового слитков. Примыкающие к бочкам участки валков, образующие ручьи для прохода сортовых слитков, выполнены с диаметром, равным 0,90-0,98 диаметра бочки. 4 з.п. ф-лы, 9 ил.
Изобретение относится к области металлургии, точнее к непрерывной разливке металлов, и предназначено для применения при попеременной отливке сортовых и кузнечных слитков.
Известная тянущая клеть установки непрерывного литья плоских заготовок, содержащая верхний и нижний валки, размещенные в вертикальной плоскости, привод для вращения по меньшей мере одного валка, основание, опору для нижнего валка, установленную на основании, рычаг для крепления верхнего валка, качающийся на опоре, а также регулировочный привод для поворота рычага. При этом опора имеет выступающую над рычагом верхнюю часть, к которой шарнирно подвешен первый конец регулировочного привода, второй конец которого шарнирно соединен с рычагом, а на верхней части опоры установлен также привод дл1 вращения по меньшей мере одного из валков 1.
Известна также тянущая клеть машины непрерывной отливки аортовых и двух кузнечных слитков, содержащая ведущие валки с бочками и проточками и отдельную пару ведущих валков для ведения двух кузнечных слитков. Ведение каждой пары сортовых слитков обеспечивается бочками двух пар ведущих валков 2.
Недостатком известной машины является значительная металлоемкость из-за на- личия двух пар валков для ведения каждой пары сортовых слитков и отдельной пары для ведения кузнечных слитков.
-ч
СО
ел ел
Целью изобретения является снижение металлоемкости.
Поставленная цель достигается благодаря тому, что в тянущей клети машины для попеременной непрерывной отливки сорто- вых и кузнечных слитков, содержащей профильные ведущие валки с бочками для ведения сортовых слитков и проточками для ведения кузнечных слитков и прохода сортовых слитков, п/2 пар валков при четном количестве сортовых ручьев и (п-1)/2 пар валков при нечетном количестве сортовых ручьев выполнены с возможностью контакта не более чем с двумя ведомыми каждой своей парой сортовыми слитками, а все па- ры валков имеют проточки, образующие ручьи для ведения кузнечных слитков, где п - количество ручьев для сортовых слитков.
В случае получения нечетного количества (пяти) сортовых и двух кузнечных слитков предлагаемая клеть выполнена такой, что валки первой пары имеют бочку, образующую часть ручья для ведения сортового слитка, и примыкающие к ней проточки, образующие части ручьев для прохода двух других сортовых слитков, валки второй пары имеют бочки, расположенные против проточек для прохода указанных двух сортовых слитков в валках первой пары и образующие части ручьев для ведения этих сортовых слитков, и примыкающие к ним проточки, образующие части ручьев для прохода двух сортовых слитков, и проточку, расположенную между бочками, образующую часть ручья для прохода сортового слитка и находящуюся против бочки первой пары валков, валки третьей пары имеют бочки, расположенные против проточек для прохода сортовых слитков в валках первой и второй пар и образующие части ручьев для ведения сортовых слитков и находящиеся между бочками проточки, образующие части ручьев для ведения сортовых слитков, проходящих через проточки валков первой пары и части ручьев для ведения сортовых слитков, образованных бочками второй пары валков, и образующие часть ручья для ведения сортового слитка, проходящую через проточку, находящуюся между бочками валков второй пары и части ручья для веде- ния сортового слитка, образованной бочкой первой пары валков.
В случае получения четного (четырех) сортовых и двух кузнечных слитков предлагаемая клеть выполнена так, что валки пер- вой пары имеют бочку, образующую часть ручьев для ведения двух сортовых слитков, и примыкающие к ней проточки, образующие части ручьев для прохода двух других сортовых слитков, валки второй пары имеют
бочки, расположенные против проточек для прохода указанных двух сортовых слитков в валках первой пары и образующие части ручьев для ведения этих сортовых слитков, и примыкающие к ним проточки, образующие части ручьев для ведения кузнечных слитков, и находящиеся между бочками проточки, расположенные против бочки первой пары валков и образующие части ручьев для ведения двух сортовых слитков.
При этом глубина проточек, образующих части ручьев для ведения кузнечных слитков, равна полуразности толщин кузнечного и сортового слитков, а примыкающие к бочкам участки валков, образующие ручьи для прохода сортовых слитков, выполнены с диаметрами, равными 0,90-0,98 диаметра бочки.
Выполнение п/2 пар валков при четном количестве сортовых ручьев и (п-1)/2 пар валков при нечетном количестве ручьев для получения сортовых слитков с возможностью контакта не более чем с двумя ведомыми каждой своей парой сортовыми слитками приводит к сокращению количества пар валков в два раза (при четном количестве ручьев для получения сортовых слитков), что уменьшает металлоемкость.
Выполнение всех пар валков для ведения сортовых слитков с проточками позволяет исключить из конструкции клети дополнительные валки для ведения кузнечных слитков и использовать валки для ведения сортовых слитков в качестве валков для ведения кузнечных слитков по этим проточкам, распределив нагрузки от массы кузнечных слитков на все валки равномерно, что дополнительно уменьшает металлоемкость машины.
Выполнение конструкции клети в предлагаемых вариантах обеспечивает ведение всех слитков без проскальзывания в соответствующих им ручьях и без пережима, приводящего к деформации корочки слитка и образованию трещин.
Выполнение глубины проточек, образующих части ручьев для ведения кузнечных слитков, равной полуразности толщин кузнечного и сортового слитков, позволяет исключить образование трещин из-за пережима сортовых слитков бочками или кузнечных слитков проточками и их ведение без проскальзывания.
Выполнение примыкающих к бочкам участков валков, образующих ручьи для прохода сортовых слитков с диаметром, равным 0,90-0,98 диаметра бочки, исключает разрушение валка при вытягивании слитка и контактирование слитка при его раздутии с проточкой валка для прохода слитка.
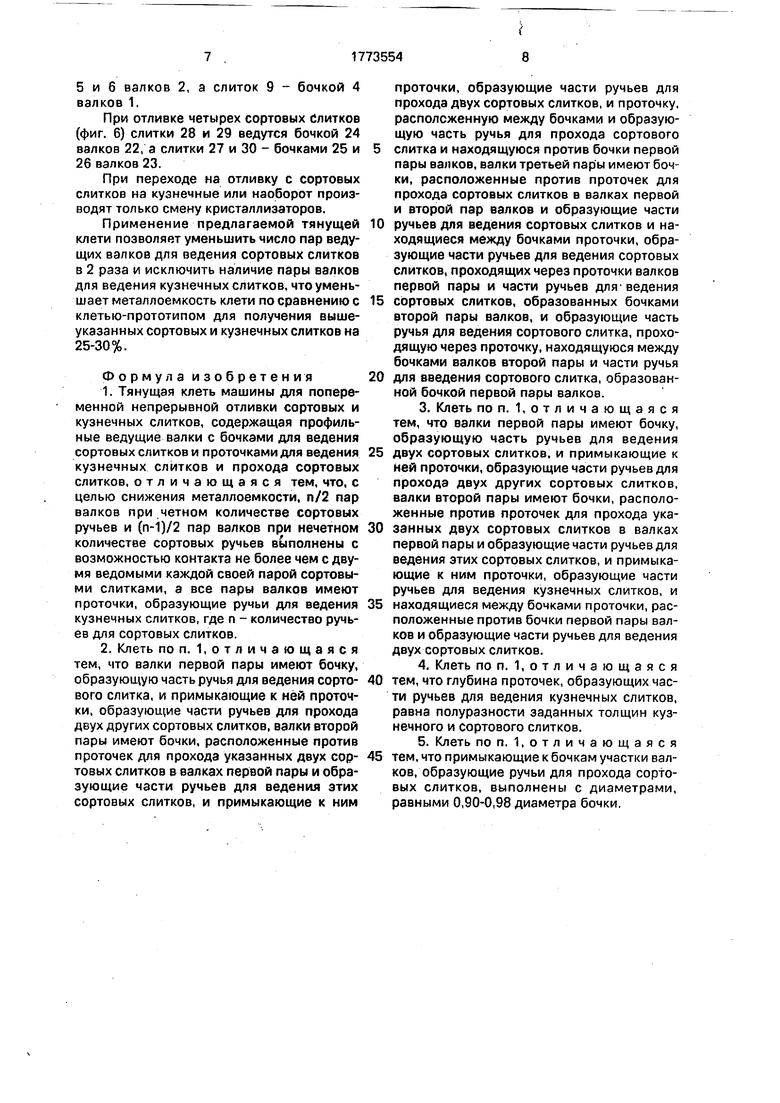
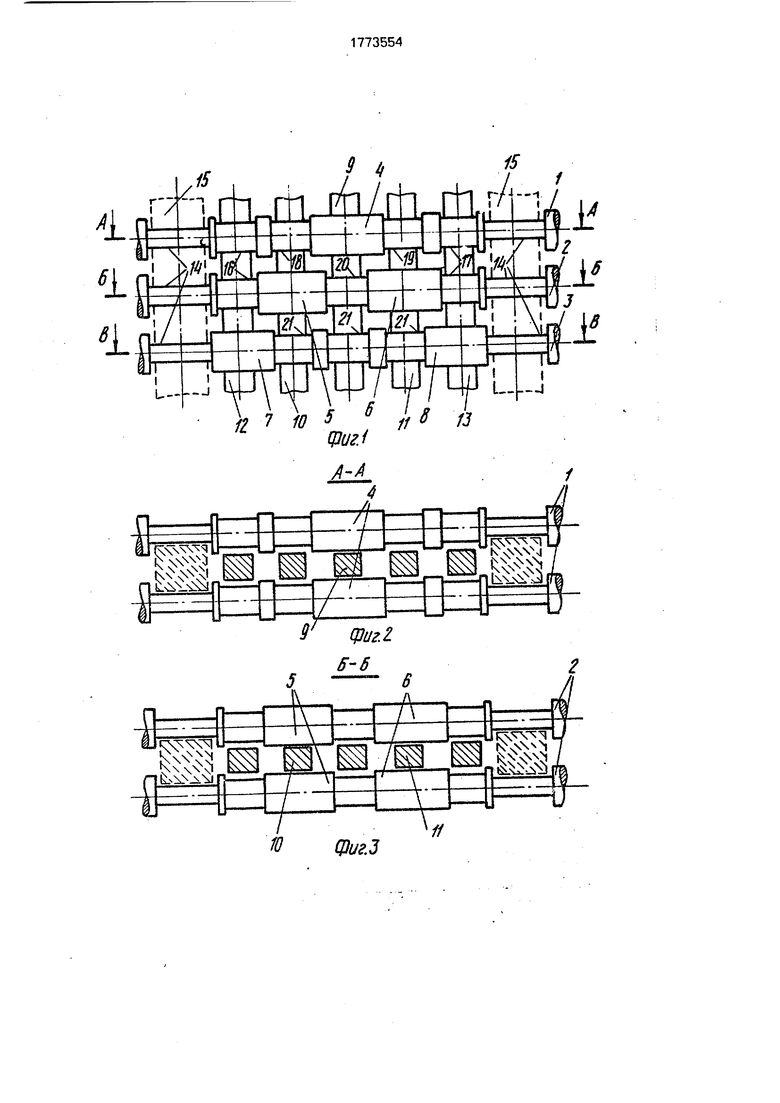
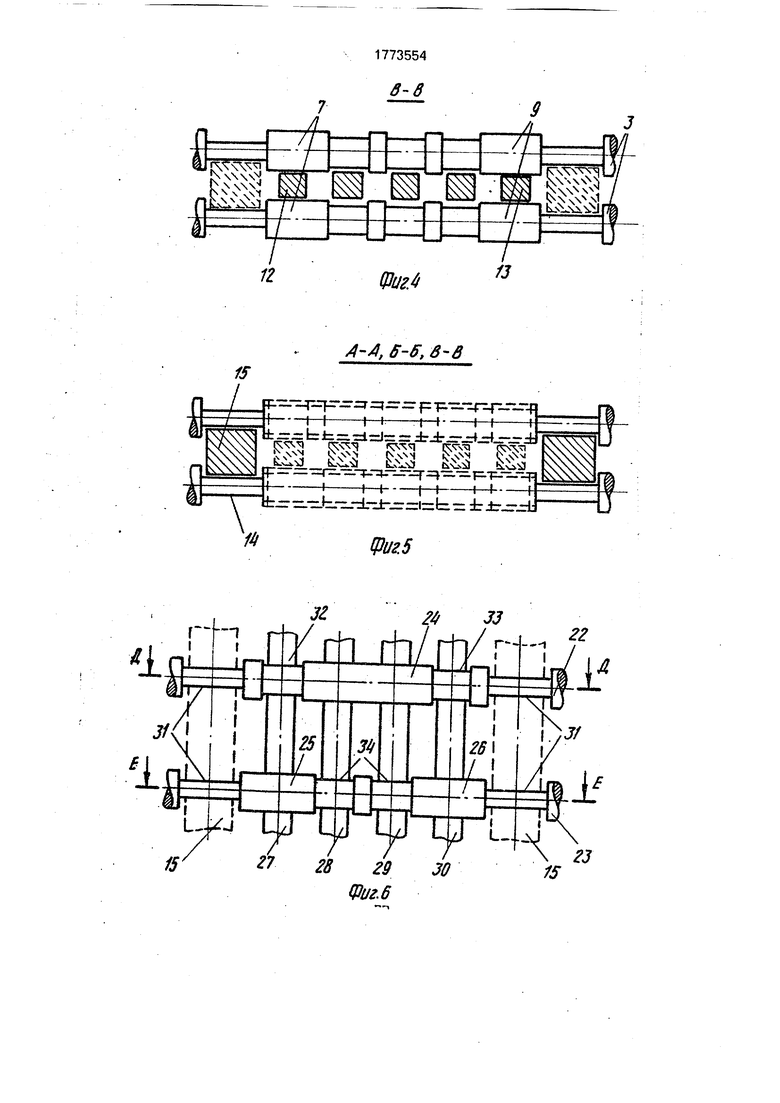
На фиг. 1 изображен общий вид тянущей клети при отливке пяти сортовых слитков и двух кузнечных слитков; на фиг, 2 - разрез А-А на фиг. 1 (при ведении одного среднего сортового слитка); на фиг. 3 - разрез Б-Б на фиг. 1 (при ведении второго и четвертого сортовых слитков); на фиг. 4 - разрез В-В на фиг. 1 ( при ведении двух крайних сортовых слитков); на фиг. 5 - разрез по А-А, Б-Б и В-В на фиг. 1 (при ведении двух кузнечных слитков); на фиг. 6-тянущая клеть при отливке четырех сортовых слитков и двух кузнечных слитков на фиг. 7 - разрез Д-Д на фиг, 6 (при ведении двух средних сортовых слитков); HI фиг. 8 - разрез Е-Е на фиг. 6 (при ведении двух крайних сортовых слитков); на фиг. 9 - разрез Д-Д, Е-Е на фиг. G (при ведении двух кузнечных слитков).
Тянущая клеть (фиг. 1) содержит три пары профильных ведущих валков 1, 2 и 3 с бочками 4, 5, б, 7 и 8 для ведения сортовых слиткоз 9, 10, 11, 12 и 13 соответственно и проточками 14 для ведения кузнечных слитков 15. Проточки 16 и 17 первой и второй пар валков 1 и 2, проточки 18 и 19 первой пары валков 1, проточка 20 второй пары валков 2, а также проточки 21 третьей пары валков 3 предназначены для свободного прохода сортовых слитков 9-13 между соответствующими парами валков 1, 2 и 3. При этом пара валков 1 выполнена с возможностью контакта с одним ведомым этой парой сортовым слитком 9, пара валков 2-е двумя ведомыми этой парой сортовыми слитками 10 и 11, а пара валков 3 -с двумя ведомыми этой пары сортовыми слитками 12 и 13 посредством бочек 4, 5, б, 7 и 8 соответственно.
В описываемом варианте в случае получения пяти сортовых 9, 10, 11, 12, 13 и двух кузнечных 15 слитков валки первой пары 1 имеют бочку 4, образующую часть ручья для ведения сортового слитка 9, и примыкающие к ней проточки 18 и 19, образующие части ручьев для п рохода двух других сортовых слитков 10 и 11; валки второй пары 2 имеют бочки 5 и б, расположенные против проточек 18 и 19 для прохода указанных двух сортовых слитков 10 и 11 в валках первой пары 1 и образующие части ручьев для ведения этих сортовых слитков 10 и 11, и примыкающие к ним проточки 16 и 17, образующие части ручьев для прохода сортовых слитков 12, 13 и проточку 20, расположенную между бочками 5 и 6 и образующую часть ручья для прохода сортового слитка 9 и находящуюся против бочки 4 первой пары валков 1; валки третьей пары 3 имеют бочки 7 и 8, расположенные против проточек 16 и
17 для прохода слитков 12 и 13 в валках первой пары 1 и второй пары 2 и образующие части ручьев для ведения сортовых слитков 12, 13 и находящиеся между бочками 7 и 8 проточки 21, образующие части ручьев для ведения сортовых слитков 10 и 11, проходящие через проточки 18 и 19 валков первой пары 1 и части ручьев для ведения сортовых слитков 10 и 11, образованных
0 бочками 5 и б второй пары валков 2, и образующие часть ручья для ведения сортового слитка 9, проходящую через проточку 20, находящуюся между бочками 5 и 6 валков второй-пары 2 и части ручьев для ведения
5 сортового слитка 9, образованную бочкой 4 первой пары валков 1, при этом все пары валков 1, 2 и 3 имеют проточки 14, образующие ручьи для ведения кузнечных слит- хов 15.
0 Тянущая клеть, показанная на фиг. 6, содержит две пары ведущих валков 22 и 23 с бочками 24, 25 и 26 для ведения сортовых слитков 27, 28, 29 и 30 и проточками 31 для ведения кузнечных слитков 15.
5Проточки 32 и 33 первой пары валков
22 и проточки 34 второй пары валков 23 предназначены для свободного прохода сортовых слитков 27, 28, 29 и 30 между соответствующим парами валков 22 и 23.
0 При этом пара валков 22 выполнена с возможностью контакта с двумя ведомыми этой пары сортовыми слитками 28 и 29, а другая пара валков 23 выполнена с возможностью контакта с двумя ведомыми этой парой сор5 товыми слитками 27 и 30 посредством бочек 24, 25 и 26 соответственно.
В случае получения четырех сортовых слитков 27,28, 29, 30 и двух кузнечных слитков 15 аалки первой пары 22 имеют бочку 24,
0 образующую часть ручья для ведения двух сортовых слитков 28 и 29, и примыкающие к ней проточки 32 и 33, образующие части ручьев для прохода сортовых слитков 27 и 30; валки второй пары 23 имеют бочки 25 и
5 26, расположенные против проточки 32 и 33 для прохода сортовых слитков 27 и 30 в валках первой пары 22 и образующие части ручьев для ведения сортовых слитков 27 и 30, и примыкающие к ним проточки 31,
0 образующие части ручьев для вэдения кузнечных слитков 15 и находящиеся между бочками 25 л 26 проточки 34, расположенные против бочки 24 первой пары валков 22 и образующие части ручьев для ведения
5 сортовых слитков 28 и 29.
Тянущая клеть работает следующим образом.
При отливке пяти сортовых слитков (фиг. 1) крайние слитки 12 и 13 ведутся бочками 7 и 8 валков, слитки 11 и 10 - бочками
5 и б валков 2, а слиток 9 - бочкой 4 валков 1.
При отливке четырех сортовых Слитков (фиг. 6) слитки 28 и 29 ведутся бочкой 24 валков 22, а слитки 27 и 30 - бочками 25 и 26 валков 23.
При переходе на отливку с сортовых слитков на кузнечные или наоборот производят только смену кристаллизаторов.
Применение предлагаемой тянущей клети позволяет уменьшить число пар ведущих валков для ведения сортовых слитков в 2 раза и исключить наличие пары валков для ведения кузнечных слитков, что уменьшает металлоемкость клети по сравнению с клетью-прототипом для получения вышеуказанных сортовых и кузнечных слитков на 25-30%.
Форму л а изобретения
проточки, образующие части ручьев для прохода двух сортовых слитков, и проточку, расположенную между бочками и образующую часть ручья для прохода сортового слитка и находящуюся против бочки первой пары валков, валки третьей пары имеют бочки, расположенные против проточек для прохода сортовых слитков в валках первой и второй пар валков и образующие части ручьев для ведения сортовых слитков и находящиеся между бочками проточки, образующие части ручьев для ведения сортовых слитков, проходящих через проточки валков первой пары и части ручьев для ведения сортовых слитков, образованных бочками второй пары валков, и образующие часть ручья для ведения сортового слитка, проходящую через проточку, находящуюся между бочками валков второй пары и части ручья для введения сортового слитка, образованной бочкой первой пары валков.
Si,15
jiui/dnjlu/4-F
k i 10 s ; « a
Щиг.1 ±A
tpuf.3
1
11
f p. --rfipj t-I1-11 -tr-Q -t
. - fc t .zJ лг-Зг г - т г гл: (5 X Ч
NN ч KNS4 tCL J
.7Ти Т-Ги Д Z T-r-T T -ТГГТ.
« «w «. « - |, .«, ... f .
1t-t1-I1-4
X
15
27
28 29 (Put 6
А-А, fi-f, в-в
r-Q -t
фиг.5
JJ
30
ft
3i
L
Ш Ш
28
I 29
IS
M
А-Д Ј-Ј
24 JJ
I
R N
2Z
I 29
фиг
25
Фиг. В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США №4280552, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тянущая клеть УНРС, черт | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Ленина, 13.08.90, per | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
