Фиг.1
Изобретение относится к машиностроению, в частности к изготовлению уплотни- тельных колец с зацепами.
Известен способ получения занеп.оо уп- лотнительных колец, заключающийся в том, что в кольце предварительно корректируется длина окружности путем калибровки замка с оставлением припуска, затем сориентированное, зажатое по торцам и сбазм- рованное по одной торцовой плоскости замка, кольцо подается на инструмент, где набором фрез снимается припуск с одной ветви (торцовой плоскости) замка и одновременно фрезеруется один зацеп. После этого кольцо переустанавливают, т.е. пере- ворачивают, снова ориентируют и подают на инструмент зажатым по торцам и сбази- рованным по второй ветви замка, после чего снимают припуск с этой ветви и фрезеруют пторой зацеп.
Известный способ реализован в известном станке (1),
Недостатки известного способа и устройства:
-низкая точность обработки, поскольку операции: калибровка замка,.фрезерование зацепа с одной стороны кольца, фрезерование зацепа с другой стороны кольца производятся с отдельных установок кольца и при этом каждая операция от другой базы;
-низкая производительность -- на переустановку и перебазирование кольца после каждой операции тратится вспомогательное время, в результате одно кольцо обрабатывается за. 60-80 с.
Целью изобретения является повышение точности и производительности обработки за счет возможности калибровки замка одновременно с фрезерованием зацепов с двух сторон с одной установки,
Указанная цель достигается тем, что при обработке уплотнительных колец, заключающейся а корректировании длины окружности кольца путем калибровки его замка, базировании кольца, зажиме его по торцам и фрезеровании зацепов при базировании осуществляют установку торцовых плоскостей замка параллельно друг другу путем обжима кольца по образующем кзлиб- .рующей поверхностью,
Цель достигается следующим образом: в устройстве для обработки уплотнительных колец, включающем основание, загрузочный механизм, шибер, механизм базирования и зажима колец, шпиндель с набором фрез установлена с возможностью продольного перемещения по основанию каретка, устройство снабжено закрепленной из основании подпружиненной шпонкой для ориентации колец и дополнительным шпинделем, размещенным оппозитно первому, при этом механизм базирования и зажима кольца выполнен а виде размещенной на каретке с возможностью перемещения перпендикулярно поверхности каретки калибрующей гильзы и установленных, на ее внутренней цилиндрической поверхности регулируемых, упоров, в каретке выполнен продольный паз для шпонки, загрузочный магазин установлен на каретке, а шибер неподвижно закреплен на основании.
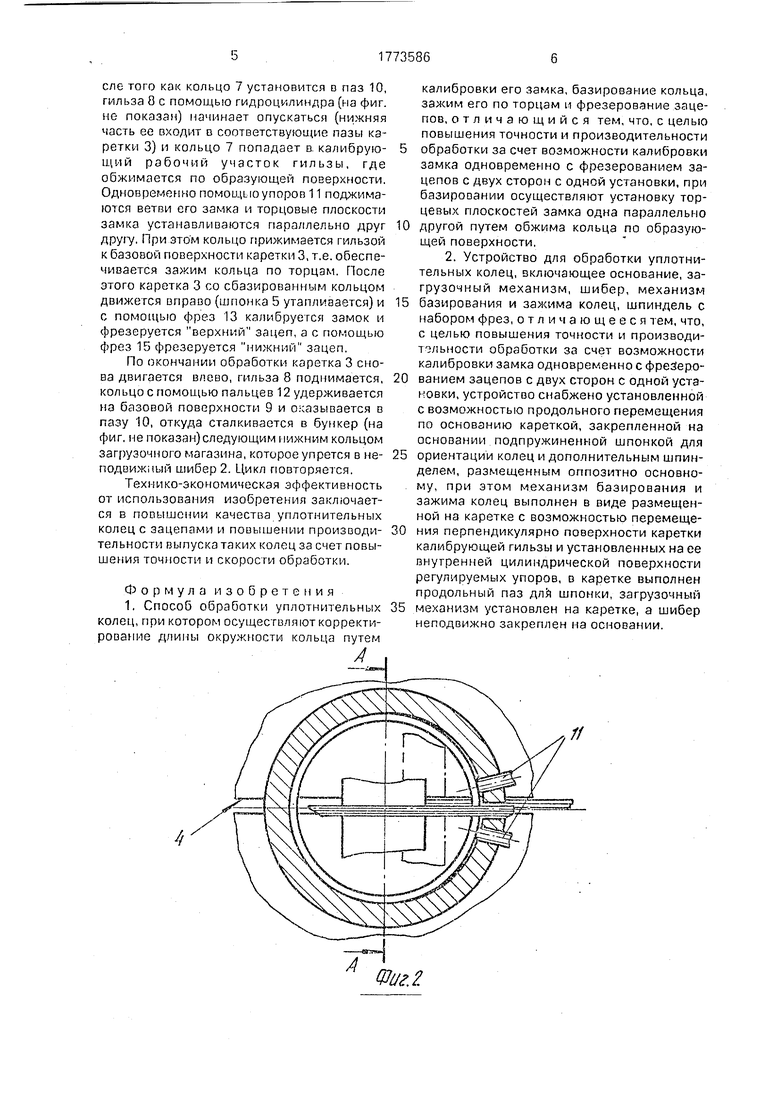
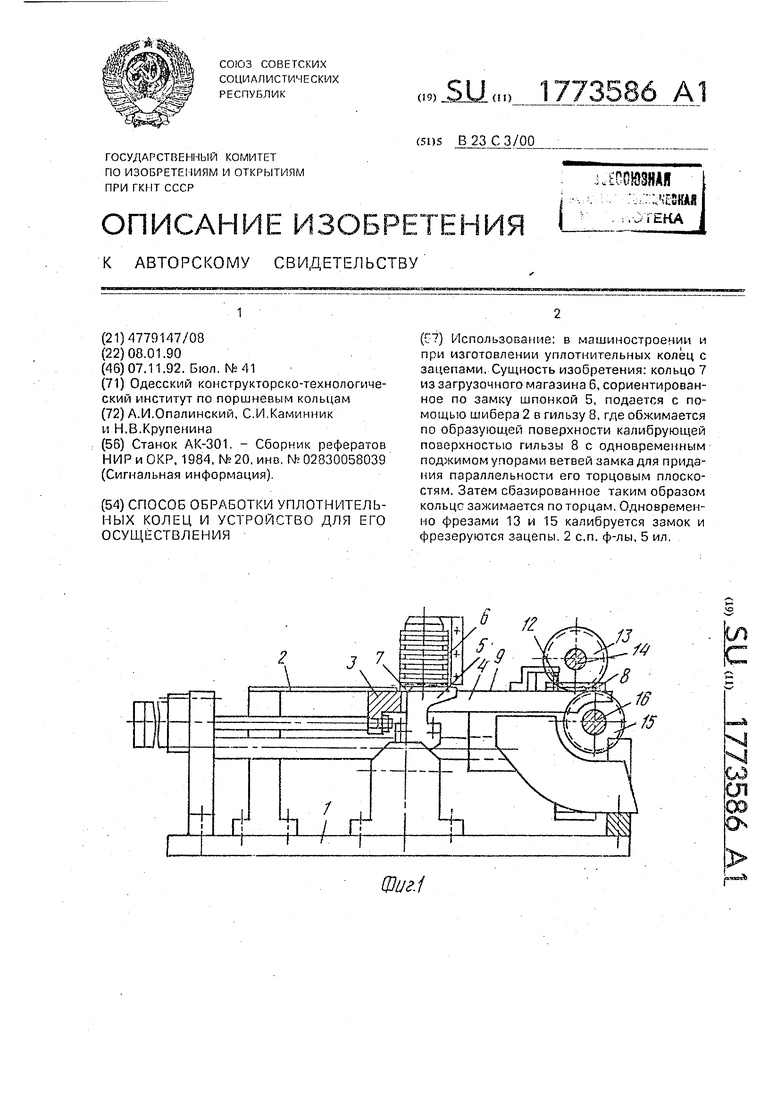
На фиг, 1 изображено устройство, реализующее предлагаемый способ, общий вид; на фиг.2 - сбззированное кольцо в момент обработки; на фиг.З - разрез А-А на фиг.2; на Фиг.А А- форма зацепов уплотнительных колец в свободном состоянии; на фиг. 5 -зацепы в рабочем положении.
Устройство для обработки уплотнительных колец содержит основание 1, на котором закреплен шибер 2 и установлена с возможностью возвратно-поступательного перемещения каретка 3. Каретка 3 имеет продольный паз 4, в который входит ориентирующая подпружиненная шпонка 5, закрепленная на основании 1. На каретке 3 крепится загрузочный магазин 6 с сориентированными по замку кольцами 7, На каретке 3 установлена также обжимная калибрующая гильза 8, которая может подниматься и опускаться перпендикулярно базовой поверхности 9 каретки 3 (привод условно не показан), В нижней части гильзы 3 выполнен сквозной паз 10, сужающийся к ее центру, для прохода и предварительного обжима кольца (Фиг.З). На внутренней цилиндрической рабочей части гильзы 8 установлены регулируемые упоры 11, которые предназначены для поджима ветвей замка и придания параллельности торцовым плоскостям замка. Для удержания кольца на -базовой поверхности 9 каретки 3 при движении гильзы 8 вверх предусмотрены пальцы 12, закрепленные на каретке 3. Калибровка замка и фрезерование верхнего зацепа производится фрезами 13, установленными на шпинделе 14. а фрезерование нижнего ззцепэ - фрезами 15, устаноЕшен- ными на шпинделе 16, Загрузочный магазин 6 отстоит от базовой поверхности 9 каретки 3 на расстоянии, несколько превышающем высоту пальца, и в исходном положении нижнее кольцо загрузочного магазина G лежит на базовой поверхности 9 каретки 3, сориентированное по замку шпонкой 5.1
Обработка производится следующим образом.
При движении каретки 3 влево нижнее кольцо 7, упираясь в неподвижный шибер 2, входит в паз 10 наезжающей гильзы 8. Поеле того как кольцо 7 установится в паз 10, гильза 0 с помощью гидроцилиндра (на фиг. не- показан) начинает опускаться (нижняя часть ее входит в соответствующие пазы каретки 3) и кольцо 7 попадает в калибрую- щий рабочий участок гильзы, где обжимается по образующей поверхности. Одновременно помощью упоров 11 поджимаются ветви его замка и торцовые плоскости замка устанавливаются параллельно друг другу, При этом кольцо прижимается гильзой к базовой поверхности каретки 3, т.е. обеспечивается зажим кольца по торцам. После этого каретка 3 со сбазированным кольцом движется вправо (шпонка 5 утапливается) и с помощью фрез 13 калибруется замок и фрезеруется верхний зацеп, а с помощью фрез 15 фрезеруется нижний зацеп.
По окончании обработки каретка 3 снова двигается влево, гильза 8 поднимается, кольцо с помощью пальцев 12 удерживается на базовой поверхности 9 и оказывается в пазу 10, откуда сталкивается в бункер (на фиг, не показан)следующим нижним кольцом загрузочного магазина, которое упрется в не- подвижный шибер 2. Цикл повторяется.
Технико-экономическая эффективность от использования изобретения заключается в повышении качества уплотнительных колец с зацепами и повышении производи- тельности выпуска таких колец за счет повышения точности и скорости обработки.
Формула изобретения 1. Способ обработки уплотнительных колец, при котором осуществляют корректирование длины окружности кольца путем
калибровки его замка, базирование кольца, зажим его по торцам и фрезерование зацепов, отличающийся тем, что, с целью повышения точности и производительности обработки за счет возможности калибровки замка одновременно с фрезерованием зацепов с двух сторон с одной установки, при базировании осуществляют установку торцевых плоскостей замка одна параллельно другой путем обжима кольца по образующей поверхности.
2. Устройство для обработки уплотнительных колец, включающее основание, загрузочный механизм, шибер, механизм базирования и зажима колец, шпиндель с набором фрез, отличающееся ем, что, с целью повышения точности и производительности обработки за счет возможности калибровки замка одновременно с фрезерованием зацепов с двух сторон с одной установки, устройство снабжено установленной с возможностью продольного перемещения по основанию кареткой, закрепленной на основании подпружиненной шпонкой для ориентации колец и дополнительным шпинделем, размещенным оппозитно основному, при этом механизм базирования и зажима колец выполнен в виде размещенной на каретке с возможностью перемещения перпендикулярно поверхности каретки калибрующей гильзы и установленных на ее внутренней цилиндрической поверхности регулируемых упоров, в каретке выполнен продольный паз для шпонки, загрузочный механизм установлен на каретке, а шибер неподвижно закреплен на основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU224293A1 |
| Автомат для фрезерования | 1972 |
|
SU446390A1 |
| Устройство для обработки поршневых колец по наружному диаметру | 1989 |
|
SU1708529A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Способ изготовления поршневых колец | 1984 |
|
SU1294554A1 |

4
//
Фиг. 2
т-л S БП
Фиг. 4
Ц-ИТ I
| Прибор для исправления снимков рельефа местности | 1921 |
|
SU301A1 |
| - Сборник рефератов НИР и ОКР, 1984, № 20 | |||
| инв, № 02830058039 (Сигнальная информация). | |||
