Изобретение относится к автомату для калибровки замка нехромированных и хромированных чугунных порплневых колец.
Известны автоматы для калибровки замка чугунных поршневых колец, содержащие смонтированный на станине механизм для ориентации углового .положения колец относительно фрезы, взаимодействующий с обжимной гильзой и калибровочным инструментом.
Предлагаемый автомат отличается от известных тем, что он снабжен механизмом поштучного зажима колец с торцов, смонтированным на подвижной раме, установленной на станине и перемещающей обжимную гильзу вместе с обрабатываемым кольцом к калибровочному инструменту. Механизм угловой ориентации колец выполнен в виде двух подпружиненных рычагов, установленных на одной оси качания.
Механизм поштучного зажима колец может быть выполнен в внде двух дисков. Нижний диск закреплен на опоре, связанной с нижней частью подвижной рамы, а верхний - на расположенном внутри обжимной гильзы вдоль ее оси штоке пневмоцилиндра. Это улучшает качество изготавливаемых колец.
На подвижной раме / смонтирован пневмоцилиндр 2 для зажима кольца. К штоку цилиндра крепят диск 3. Внизу рамы установлена опора 4 с диском 5. Рама прижата к станине 6 пружиной 7. В отверстии станины находится обжимная гильза 8, предназначенная для обжатия кольца 9. Гильза прижата к станине пружиной 10.
Подаются кольца из магазина // в гильзу 8 шибером 12 со шпонкой 13, ориентирующей кольцо замком в шибере. Шпонкой 14 кольца ориентируются в магазине. Калибруется замок фрезой (шлифовальным кругом) 15.
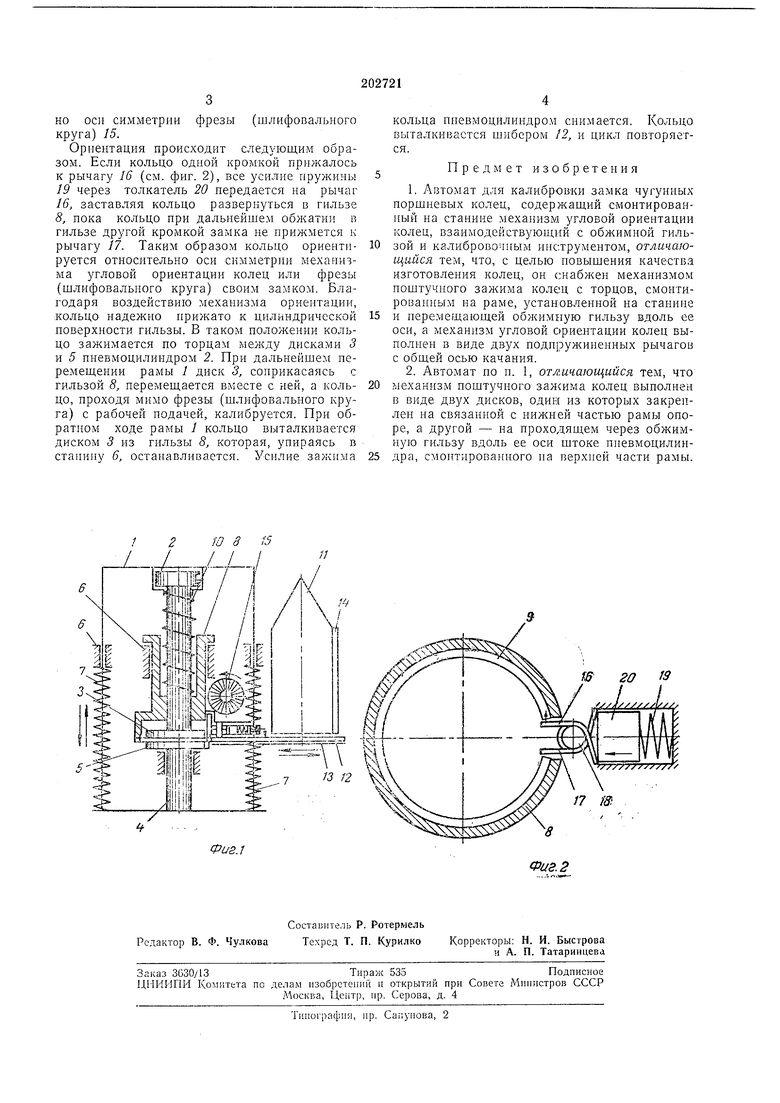
К станине 6 кренят механнзм угловой ориентации колец относительной фрезы (шлифовального круга), состоящий из рычагов 16 и 17, закрепленных на оси 18. Вокруг этой оси они могут качаться. На рычаги воздействует пружина 19 через толкатель 20. В результате этого рычаги находятся в разведенном состоянии.
Кольцо, сориентированное щпонкой 14, из магазина // шибером 12 подается к гильзе 8 между дисками 5 и 5. Затем подвижная рама 1 и связанные с ней пневмоцилиндр 2, диск 3, опора 4 и диск 5 подают кольцо в гильзу 8. Затем оно, проходя конусную часть этой гильзы, обжимается и одновременно рычагами 16 и 17 ориентируется замком относительно оси симметрии фрезы (шлифовального круга) 15.
Ориентация происходит следующим образом. Если кольцо одной кромкой прижалось к рычагу 16 (см. фиг. 2), все усилие пружины 19 через толкатель 20 передается на рычаг 16, заставляя кольцо развернуться в гильзе 8, пока кольцо при дальнейшем обжатии в гильзе другой кромкой замка не прижмется к рычагу 17. Таким образом кольцо ориеитируется относительно оси симметрии механизма угловой ориентацнн колец или фрезы (шлифовального круга) своим замком. Благодаря воздействию механизма ориентации, кольцо надежно нрижато к цилиндрической поверхности гильзы. В таком положении кольцо зажимается по торцам между дисками и 5 пневмоцилиндром 2. При дальнейшем перемещении рамы / диск 3, соприкасаясь с гильзой 8, перемещается вместе с ней, а кольцо, проходя мимо фрезы (шлифовального круга) с рабочей подачей, калибруется. При обратном ходе рамы 1 кольцо выталкивается диском 5 из гильзы 8, которая, упираясь в станину 5, останавливается. Усилие зажима
кольца пиевмоцилиндром снимается. Кольцо выталкивается шибером 2, и цикл повторяется.
Предмет изобретения
1. Автомат для калибровки замка чугунных поршневых колец, содержащий смонтированный на станине угловой ориентации колец, взаимодействующий с обжимной гильзой и калибровочным инструментом, отличающийся тем, что, с целью повышения качества изготовления колец, он снабжен механнзмом поштучного зажима колец с торцов, смонтированным на раме, установленной на станиие и перемещающей обжимную гильзу вдоль ее оси, а механизм угловой ориентации колец вынолиен в виде двух поднрунсиненных рычагов с общей осью качания.
2. Автомат по п. 1, отличающийся тем, что механизм поштучного зажима колец выполнен в виде двух дисков, одик из которых закреплен на связанной с нижней частью рамы опоре, а другой - на проходящем через обжимную гильзу вдоль ее оси штоке пневмоцилиндра, смонтированного на верхней части рамы.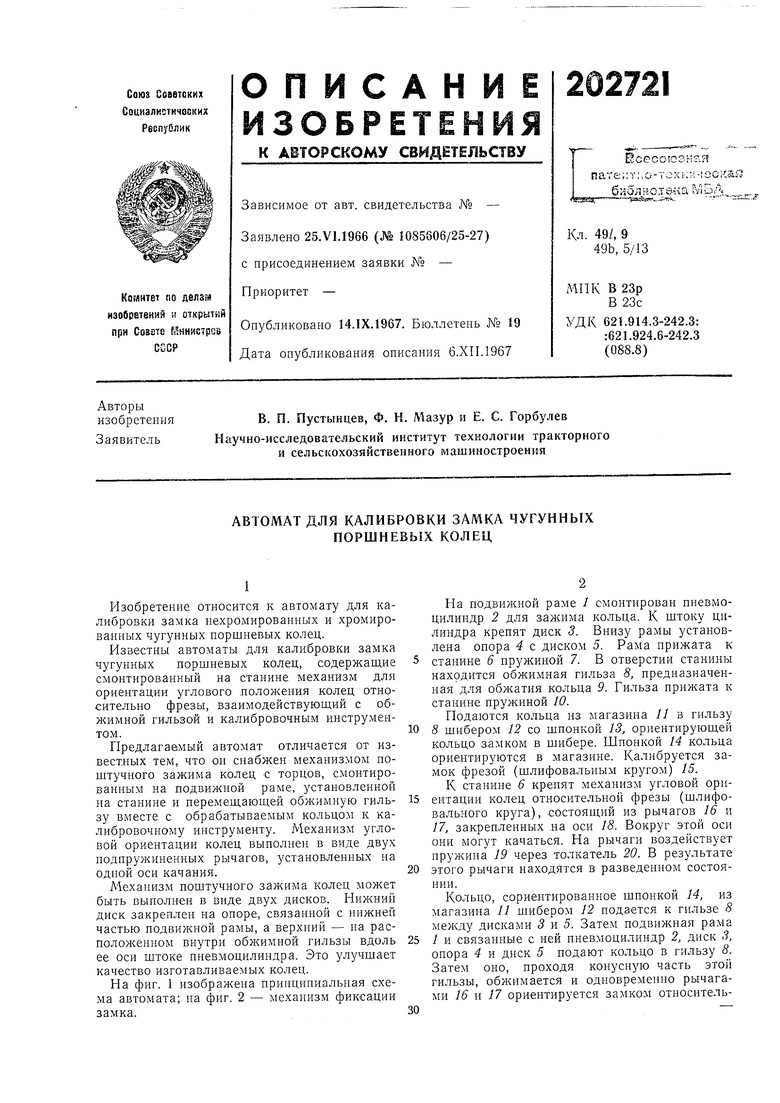
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| Автомат для обработки упругих кольцевых деталей | 1982 |
|
SU1046059A1 |
| Способ обработки уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1773586A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1537343A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ЗАМКА ПОРШНЕВЫХ КОЛЕЦ | 1969 |
|
SU251404A1 |
| Шлифовальный станок | 1978 |
|
SU751584A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |
