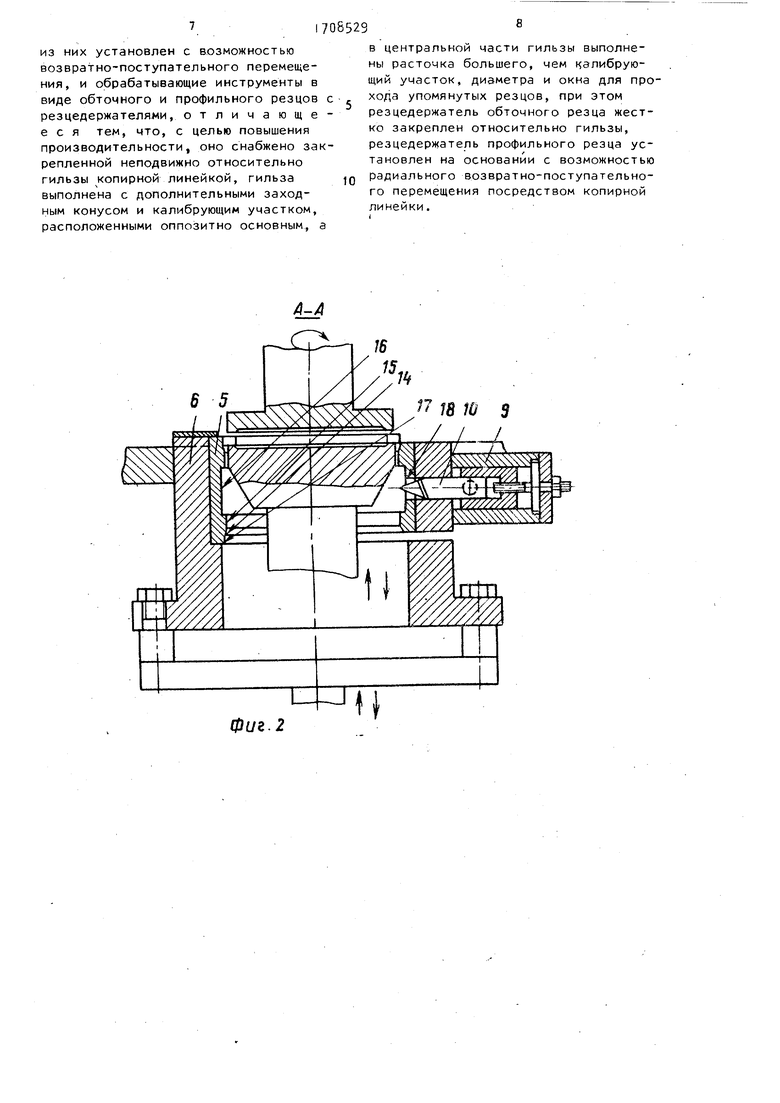
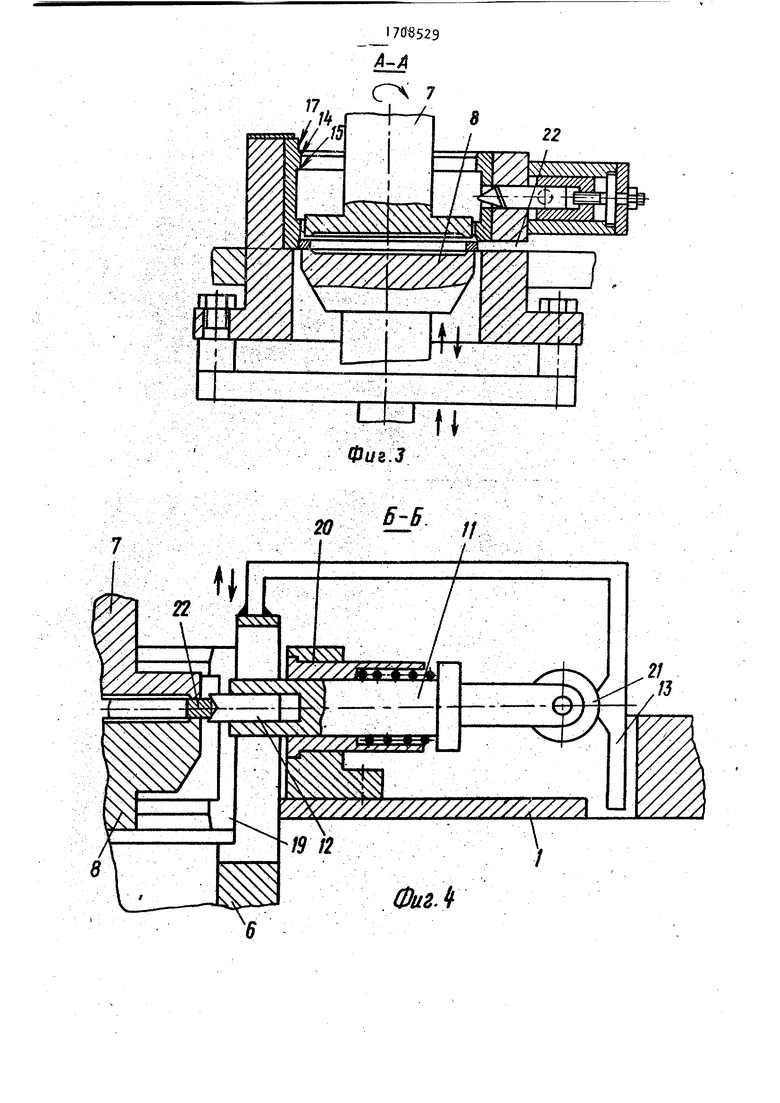
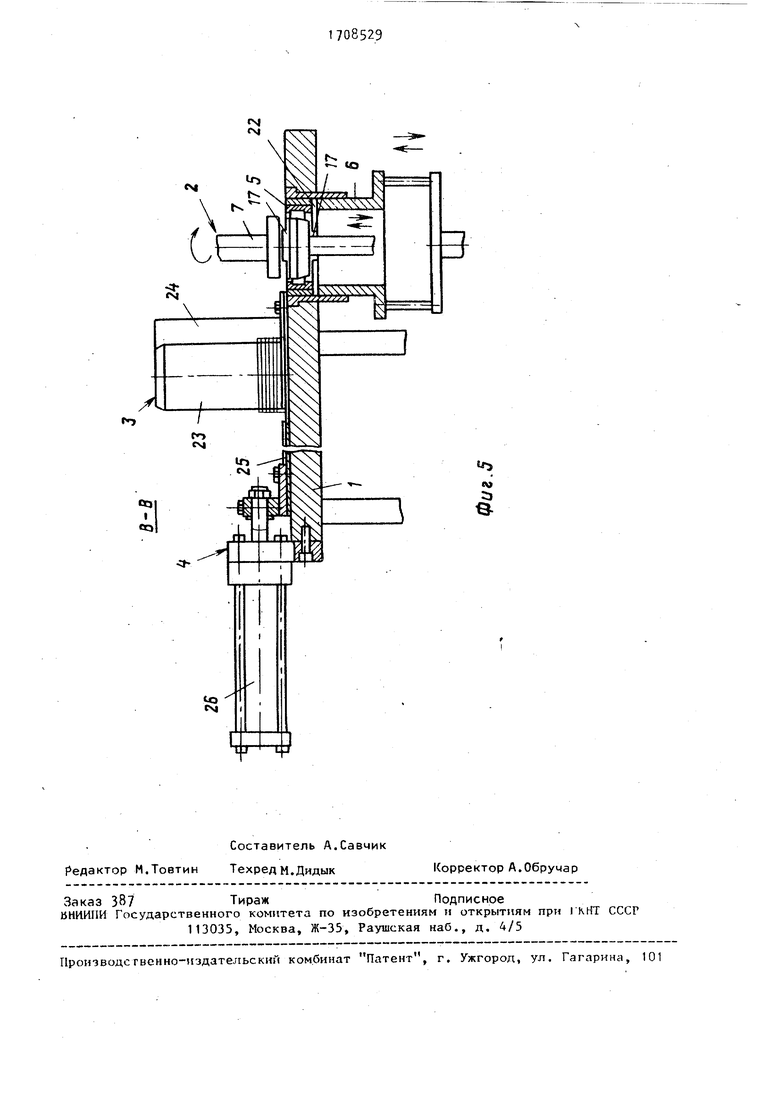
Изобретение относится к станкостроению и может быть использовано для профильной обточки круглых поршневых колец ДЗС. Известен станок для обработки круглых поршневых колец по наружному диаметру, содержащий основание, смонтированную на нем с возможностью возвратно-поступательногоперемещения перпендикулярно оси подачи гильзу с выполненными на ее внутренней поверхности заходным конусом и калибрующим участком, два зажимных фланца, установленные соосно с гильзой с возможностью вращения и возвра но-поступательного перемещения, а также обрабатывающие инструменты в ви де обточного и профильного резцов с резцедержателями и приводами их пр,одольного и поперечного перемещения. Однако это устройство характеризуется сложностью конструкции, обус ловленной наличием отдельных приводов перемещения резцедержателей обточного резца (для исключений на обработанной поверхности и поломки инструмента) и профильного рез ца (для формирования профиля); снижением производительности из-за поте ри времени на перемещение обточного резца. . , Цель изобретения - повышение производительности и упрощение конструк ции. Цель достигается тем, ч.то устройство, содержащее основание, смонтированную на нем с возможностью возвратно-поступательного перемещен|/ я перпендикулярно оси Подачи гильзу с выполненными на ее внутренней поверх ности основным заходным конусом и ос нбвным калибрующим участком, два зажимных фланца, установленные соосно гильзой с возможностью вращения, при чем один из них с возможностью возвратно-поступательного перемещения, обрабатывающие инструменты в .виде обточного и профильного резцов с рез цедержателями, снабжено закрепленной неподвижно относительно гильзы копирной линейкой, гильза выполнена с дополнительным заходным конусом и калибрующим участком, расположенными оппозитно основным, а в центральной части гильзы выполнены расточка большего, чем калибрующий участок, диаметра и окна для прохода упомянутых резцов, при этом резцедержатель бтомного резца жестко закреплен отосительно гильзы, а резцедержатель рофильного резца установлен на основании с возможностью радиального возратно-поступательного перемещения посредством копириой линейки. Благодаря.тому, что обточной резец установлен в подвижной перпендикулярной оси подачи поршневых колец гильзе отпадает необходимость в приводе его гюдачи. Выполнение гильзы с оппозитно размещенными заходными конусами и калибр уЛщими участками исключает необходимость в приводе поперечHovV подами обточного резца, так как такое исполнение гильзы позволяет вести обработку на проход двух колец, не оставляя на их поверхности риску-след от выхода резца. Установ(;(а копирнотй линейхи неподвижно относительно гильзы исключает необходимость отдельного привода подачи профильного резца. Отсутствие перемещений резцов указанными приводами позволяет увеличить производительность устройства и упростить его конструкцию. , . На фиг.1 изображено устройство, общий, вид; на фиг.2 и 3 - сечение А-А на фиг.1; на фиг.А - сечение Б-Б на фиг.1; на фиг.5 - сечение В-В на фиг.1. Устройство содержит основание 1, вдоль продольной оси которого на нем размещены обрабатывающий узел 2, магазин 3 и механизм поштучной подачи .. Обрабатывающий узел 2 содержит гильзу 5, захреггленную в обойме 6, устзновленные соосно с ней зажимные фланцы верхний 7 и нижний 8, резцедержатель 9 обточного резца 10, резцедержатель t1 профильного резца 12 и копирную линейку 13. Торцовые по- верхности гильзы 5 снабжены оппозитно расположенными заходными конусами 14 и калибрующими участками 15i между которыми выполнена проточка 16 большего диаметра. Со стороны каждого из торцов гильзы 5 имеется, пара диаметрально расположенных направляющих выступа 17. В центральной части проточки 16 выполнено сквозное окно 18 для прохода обточного резца 10, установленного в резцедержателе 9, смонтированном неподвижно Относительно гильзы 5 на обойме 6 На другом участке по периметру гильзы 5 выполнено 1 сквозное окно 19 для прохода профиль ного резца 12, установленного в резцедержателе 11 , смонтированном с воз можностью радиального перемещения в кронштейне 20, закреплённом на основании 1. Резцедержатель. П снабжен роликом 21, находящимся в постоянном подпружинениом контакте с копирной линейкой 13, установленной неподвиж но относительно гильзы 5 на обойме 6 Зажимные фланцы 7 и 8 для установки зажима лоршнезого кольца смонтирован соосно с гильзой 5 и имеют возможнос зращаться. Кроме того, нижний фланец 8 совершает небольшие (до 1 мм) воззратно-поступатепьные перемещения В обойме 6 между направляющими выетупами 17, расположенными со стороны нижнего торца гильзы 5 выполнен сквозной паз 22 для прохода поршневы колец, образующий перемычки, соединяющие верхнюю и нижииюю части обоймы 6. Магазин 3 содержит штырь 23 с ориентирукхцей шпонкой 2 и крепится на основании 1 с просветом для свободного прохода поршневого кольца. Механизм поштучной подачи имеет ши5ер 25 с приводом 26 его продольного перемещения. В исходном положении шибер 25 отведен в крайнее левое положение, гил за 5 - в крайнее нижнее положение, при котором направляющие выступы 17 находятся в зоне приема поршневого кольца, а резцедержатель 11 профильного резца 12 - в крайнем правом положении, зажимной флйнец 8 опущен и находится ниже уровня базовой поверх ности основания на 0,5-1 мм. Устройство работает следующим образом. При включении привода 26 шибер 25 захватывает поршневое кольцо, находящееся на базовой поверхности основания 1 под магазином 3 и подает его к обрабатывающему узлу 2. Вначале поршневое кольцо попадает между йаправляющими выступами 17 гильзы 5 которые предварительно обжимают коль цо и центрируют относительно фланцев 7 и 8. При перемещении вверх гильза прижимает кольцо к фланцу 7, а затем своим заходным конусом lA обжимает его до номинального (калибрующего) размера и проталкивает в калибрующий участок 15. Включается подача нижнего фланца 8, который при своем ходе вверх прижимает обжатое порш3невое кольцо к торцовой поверхности фланца 7 с усилием достаточным для у/держания поршневого кольца в таком обжатом состоянии. При дальнейшем перемещении гильзы 5 вверх поршневое кольцо попадает в расточку 16. Включается вращение фланца 7 увлекающего во вращение поршневое кольцо и фланец 8, Происходит снятие припуска обточным резцом 10. Продолжая движение вверх, гильза 5 одновременно перемещает копирную линейку 13, которая, воздействуя своей копирной поверхностью на ролик 21, осуществляет радиальную подачу резцедержателя 11 с резцом 12.. Происходит профилирование рабочей поверхности поршневого кольца. Затем ролик 21 скатывается с копирной поверхности линейки 13 и под действием пружины резцедержатель 11 с резцом 12 отводятся от обработанного поршневого кольца. Гильза 5, продолжая движение вверх, пропускает обработанное поршневое кольцо через нижние калибрующий участок 15 и за.ходный конус И, после чего осуществт ляетоя отвод, нижнего фланца 8 и включение привода 26, который с помощью шибера 25 подает очередное поршневое кольцо из-под магазина 3 к обрабатывающему узлу 2 сквозь прорезанный в обойме 6 паа 22 на направляющие выступы 17 гильзы 5. При этом вновь подаааемое кольцо выталкивает обработанное поршневое кольцо в бункер (не показан) . Затем включается подача обоймы 6 с гильзой 5, только теперь уже вниз, и весь процесс повторяется. Технико-экономическая эффективность от использования предлагаемого устрой- ства заключается в повышении производительности и упрощении его конструкции, что ведет к снижению себестоимости. Формула изобретения Устройство для обработки поршневых колец по наружному диаметру, содержащее основание, смонтированную на нем с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи гильзу с выполненными на ее внутренней поверхности основным Заходным конусом и основным калибрующим участком, два зажимных фланца, установленных соосно с гильзой с возможностью вращения, причем один из них установлен с возможностью возвратно-поступательного перемещения, и обрабатывающие инструменты в виде обточного и профильного резцов резцедержателями, отличающе еся тем, что, с целью повышения производительности, оно снабжено зак репленной неподвижно относительно гильзы копирной линейкой, гильза выполнена с дополнительными заходным конусом и калибрующим участком, расположенными оппозитно основным, а в центральной части гильзы выполнены расточка большего, чем калибрующий участок, диаметра и окна для прохода упомянутых резцов, при этом резцедержатель обточного резца жестко закреплен относительно гильзы, резцедержатель профильного резца установлен на основании с возможностью радиального возвратно-поступательного перемещения посредством копирной линейки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для калибровки замка чугунных поршневых колец | 1972 |
|
SU436721A1 |
| Устройство для копирной обработки поршневых колец | 1991 |
|
SU1779463A1 |
| Устройство для обработки поршневых колец | 1982 |
|
SU1013223A1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| Копировальное устройство для обработки поршневых колец | 1986 |
|
SU1333539A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
Изобретение относится к станкостроению и может быть использовано для профильной обточки круглых поршневых колец для двигателей внутреннего сгорания. Цель изобретения повышение производительности т.д;уда.Устройство содержит основание 1, на котором установлены обрабатывающий узел 2, магазин 3 и механизм k поштучной подачи. Обрабатывающий узел 2 содержит гильзу 5 в обойме 6, зажимные фланцы, резцедержатели Э и 11 обточного и профильного резца и ко- пирную линейку. На гильзе 5 выполнены заходные концы и калибрующие участки, между которыми проточка. В гильзе .выполнены окна для прохода резцов. Резцедержатель профильного резца снабжён подпружиненным роликом, постоянно контактирующий! с копирной линейкой. Магазин 3 установлен на основании с просветом для свободного прохода кольца. Механизм поштучной подачи включает шибер 25 и привод 26 его перемещения. 5 ил.с <&(Л25 1Фиг.1СОел ьосо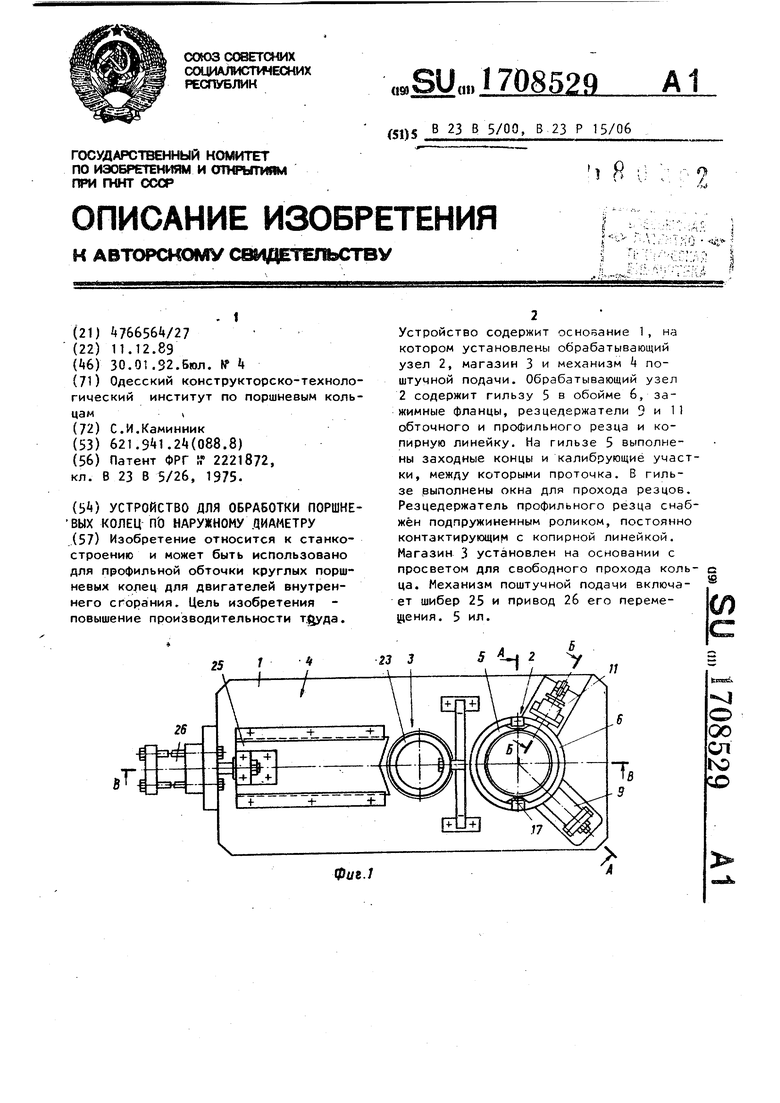
Фиг.2
1 7CI«529
7-л iSS;/ oj/ wyHlr4r4 I У//77/////////////////Л
фуг: б-Б .f
«м
| Патент ФРГ f," 2221872, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
