Известны устройства для калибровки замка поршневых колец. В этих устройствах ориентация замков происходит путем проталкивания пакета поршневых колец через, вращающуюся гильзу, внутри которой имеется неподвижная шпонка.
Известные устройства не позволяют производить равномерный съем припуска с обеих сторон замка и не гарантируют отсутствие сдвига поршневого кольца при выходе со шпонки в рабочий стакан.
Предлагаемое устройство отличается от известных тем, что ориентирующая шпонка подпружинена и выполнена треугольного сечения для обеспечения ориентации поршневого кольца по замку до обжатия его по торцам, а рабочий стакан снабжен подвижным упором, служащим для обработки колец при ходе стакана в обе стороны.
Такое выполнение устройства позволяет равномерно снимать припуск с обеих сторон замка, а также повысить производительность и точность обработки.
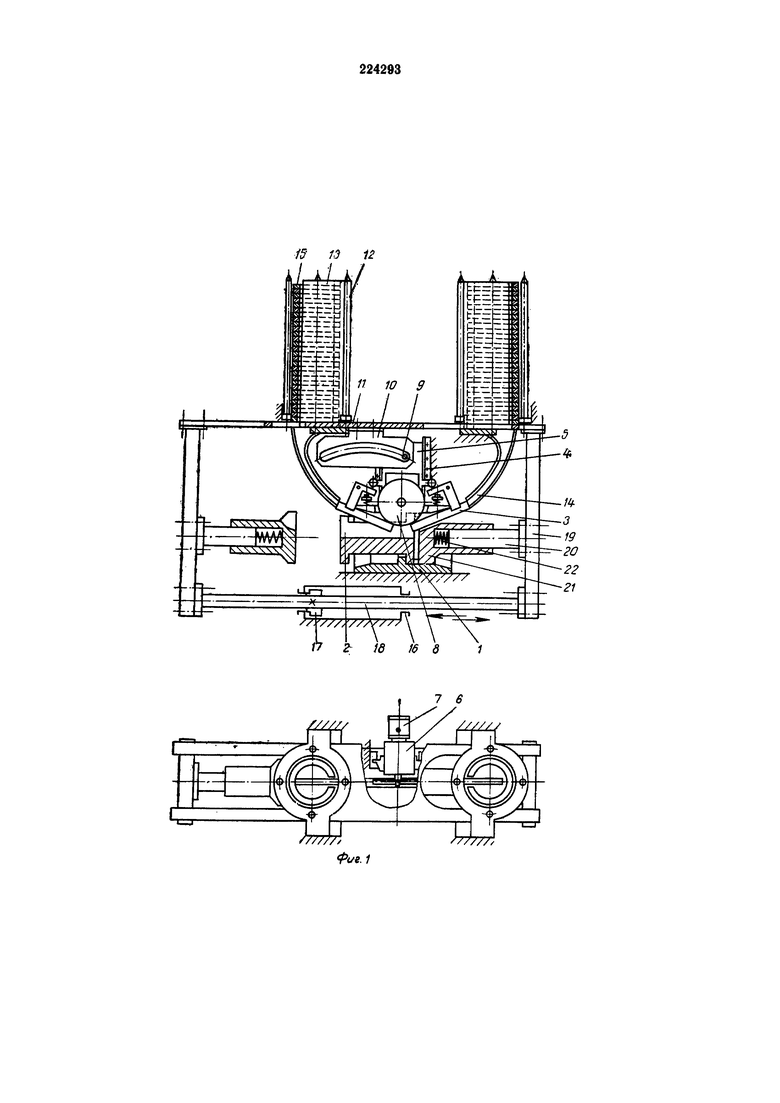
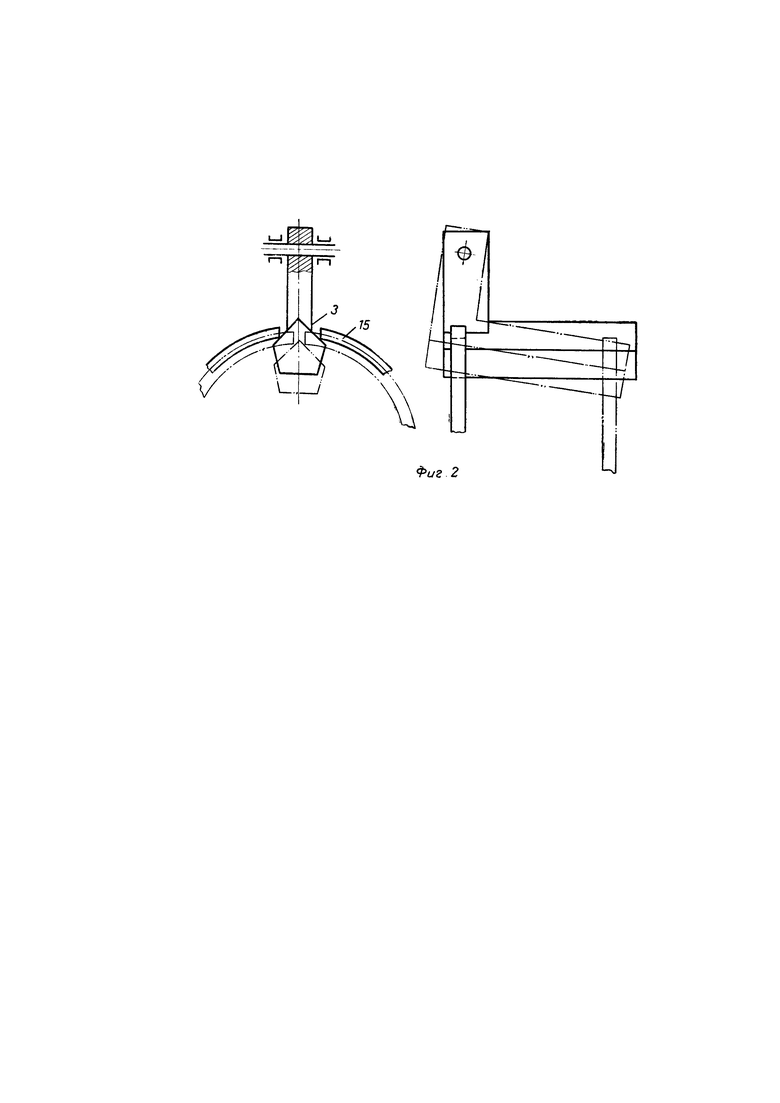
На фиг. 1 и 2 дана принципиальная схема описываемого устройства.
Устройство состоит из обрабатывающей и загрузочной частей, взаимодействие которых основано на жесткой кинематической связи.
Обрабатывающая часть содержит неподвижно укрепленный рабочий стакан 1, внутри которого помещены подвижной упор 2 и шарнирно укрепленная шпонка 3. В неподвижно укрепленных направляющих 4 установлена каретка 5, несущая заточную головку 6 с индивидуальным электродвигателем 7. На шпинделе заточной головки крепится обрабатывающий инструмент 8 (например, абразивный круг). Палец 9 каретки устанавливается в пазу копирной линейки 10, которая крепится к отсекателю 11 загрузочного устройства.
Загрузочная часть состоит из двух неподвижно укрепленных на столе магазинов 12, шпонок 13, которые переходят в склизы 14. В магазины по шпонкам укладываются поршневые кольца 15. Неподвижно укрепленный гидроцилиндр 16 посредством поршня 17 и штока 18 может сообщать возвратно-поступательные движения раме 19. К последней крепится отсекатель 11 и плунжер 20, который несет на себе толкатель 21 и пружину 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1773586A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU326036A1 |
| Устройство для пакетной калибровки замка поршневых колец | 1972 |
|
SU442911A1 |
| Устройство для автоматического контроля зазора в замке поршневых колец | 1975 |
|
SU602239A1 |
| АВТОМАТ ДЛЯ КАЛИБРОВКИ ЗАМКА ЧУГУННЫХ ПОРШНЕВЬ!Х КОЛЕЦ | 1967 |
|
SU202721A1 |
| УСТРОЙСТВО для КАЛИБРОВКИ ЗАМКОВОЙ ЩЕЛИ ПОРШНЕВЫХ КОЛЕЦ | 1972 |
|
SU350626A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1537343A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| АВТОМАТ ДЛЯ ДОВОДКИ ТОРЦОВ ПЛОСКИХ ДЕТАЛЕЙ | 1969 |
|
SU246341A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
Устройство для калибровки замка поршневых колец, содержащее загрузочный магазин, ориентирующую шпонку и рабочий стакан с толкателем, отличающееся тем, что, с целью равномерного съема припуска с обеих сторон замка, а также для повышения производительности и точности обработки, ориентирующая шпонка подпружинена и выполнена треугольного сечения для обеспечения ориентации поршневого кольца по замку до обжатия его по торцам, а рабочий стакан снабжен подвижным упором, служащим для обработки колец при ходе стакана в обе стороны.
