1
(21)4902621/08 (22)16.01.91 (46)07.11.92. Бюл. №41 (71) Всесоюзный проектно-технологический институт тяжелого машиностроения Научно-производственного объединения технологии специального технологического оборудования
(72)А.Й. Клейнер, В.Б. Соколов и В,А. Самохвалов
(56) Патент США № 2354794, кл. 269-25, опублик. 01.08.44. (54) УСТАНОВКА ДЛЯ СБОРКИ ПОД СВАРКУ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
(57) Использование: для сборки под сварку кнупногабаритных цилиндрических изделий со шпангоутами Сущность изобретения: установка содержит портал 1, на котором смонтирована кольцевая опора, вып элненная из двух полуколец 3 м промежуточной траверсы 4. На кольцевой опоре равномерно по контуру размещены силовые цилиндры 8, на штоке которых установлены зажимы 9 с прижимными участками цля прижима цилиндрического изделия пс обе стороны от шпангоута и пазом под шпангоут. Кроме того, установка оснащена прижимами 10 для шпангоута 14. 4 ил.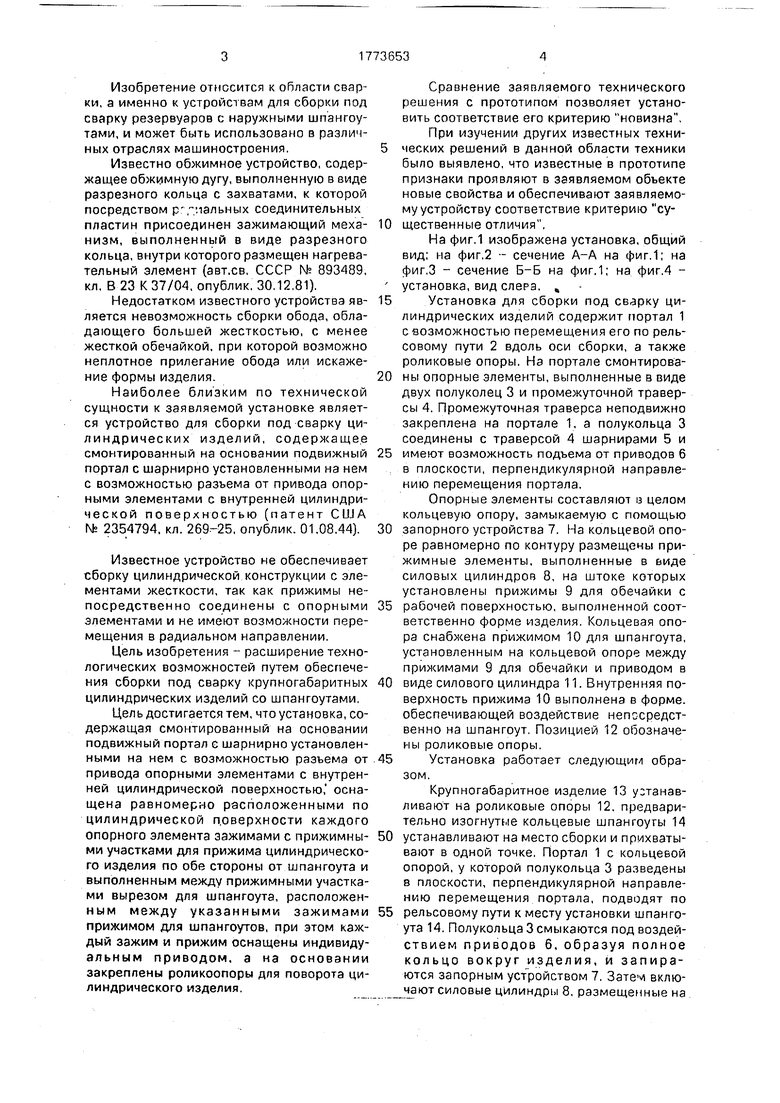
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Установка для обработки изделий | 1987 |
|
SU1456293A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242296A1 |

(Л
с
х|
VJ
СО О Л
СА)
Фие. 1
Изобретение относится к области сварки, а именно к устройствам для сборки под сварку резервуаров с наружными шпангоутами, и может быть использовано в различных отраслях машиностроения.
Известно обжимное устройство, содержащее обжимную дугу, выполненную в виде разрезного кольца с захватами, к которой посредством рт-лальных соединительных пластин присоединен зажимающий механизм, выполненный в виде разрезного кольца, внутри которого размещен нагревательный элемент (авт.св, СССР № 893489, кл. В 23 К 37/04. опублик, 30.12,81).
Недостатком известного устройства является невозможность сборки обода, обладающего большей жесткостью, с менее жесткой обечайкой, при которой возможно неплотное прилегание обода или искажение формы изделия.
Наиболее близким по технической сущности к заявляемой установке является устройство для сборки под сварку цилиндрических изделий, содержащее смонтированный на основании подвижный портал с шарнирно установленными на нем с возможностью разъема от привода опорными элементами с внутренней цилиндрической поверхностью (патент США № 2354794, кл. 269-25, опублик. 01.08.44).
Известное устройство не обеспечивает сборку цилиндрической конструкции с элементами жесткости, так как прижимы непосредственно соединены с опорными элементами и не имеют возможности перемещения в радиальном направлении.
Цель изобретения - расширение технологических возможностей путем обеспечения сборки под сварку крупногабаритных цилиндрических изделий со шпангоутами,
Цель достигается тем, что установка, содержащая смонтированный на основании подвижный портал с шарнирно установленными на нем с возможностью разъема от привода опорными элементами с внутренней цилиндрической поверхностью, оснащена равномерно расположенными по цилиндрической поверхности каждого опорного элемента зажимами с прижимными участками для прижима цилиндрического изделия по обе стороны от шпангоута и выполненным между прижимными участками вырезом для шпангоута, расположенным между указанными зажимами прижимом для шпангоутов, при этом каждый зажим и прижим оснащены индивидуальным приводом, а на основании закреплены роликоопоры для поворота цилиндрического изделия.
Сравнение заявляемого технического решения с прототипом позволяет установить соответствие его критерию новизна. При изучении других известных технических решений в данной области техники было выявлено, что известные в прототипе признаки проявляют в заявляемом объекте новые свойства и обеспечивают заявляемому устройству соответствие критерию су0 щественные отличия,
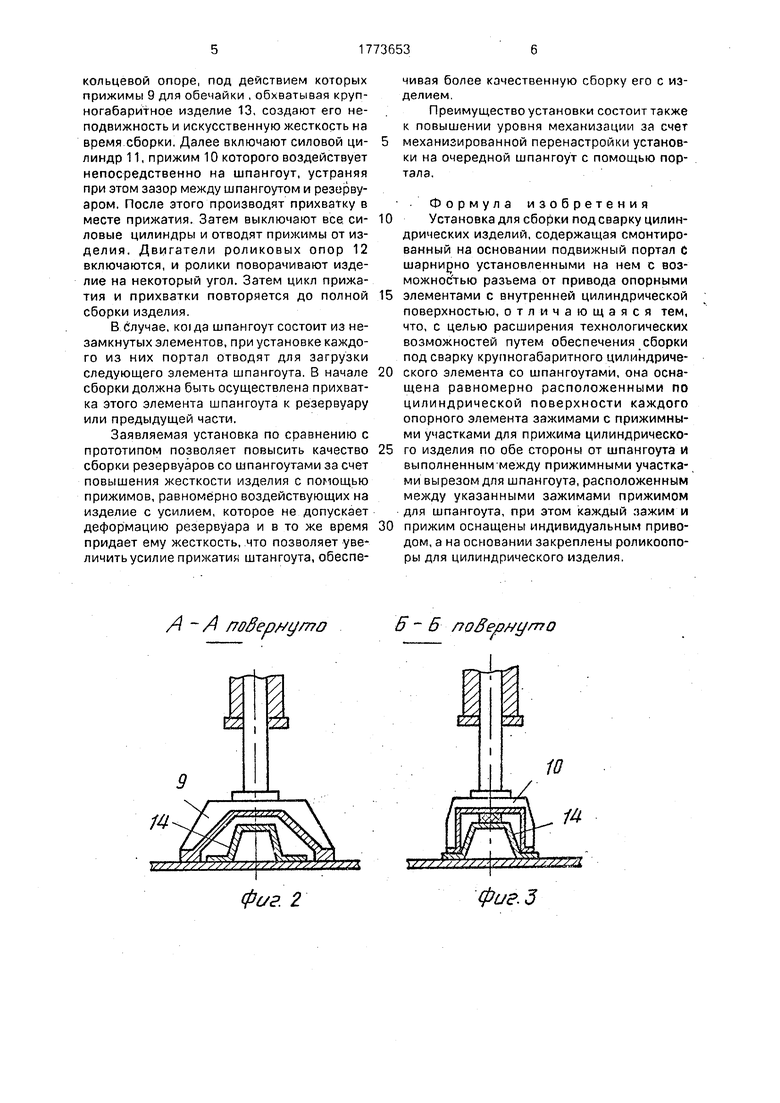
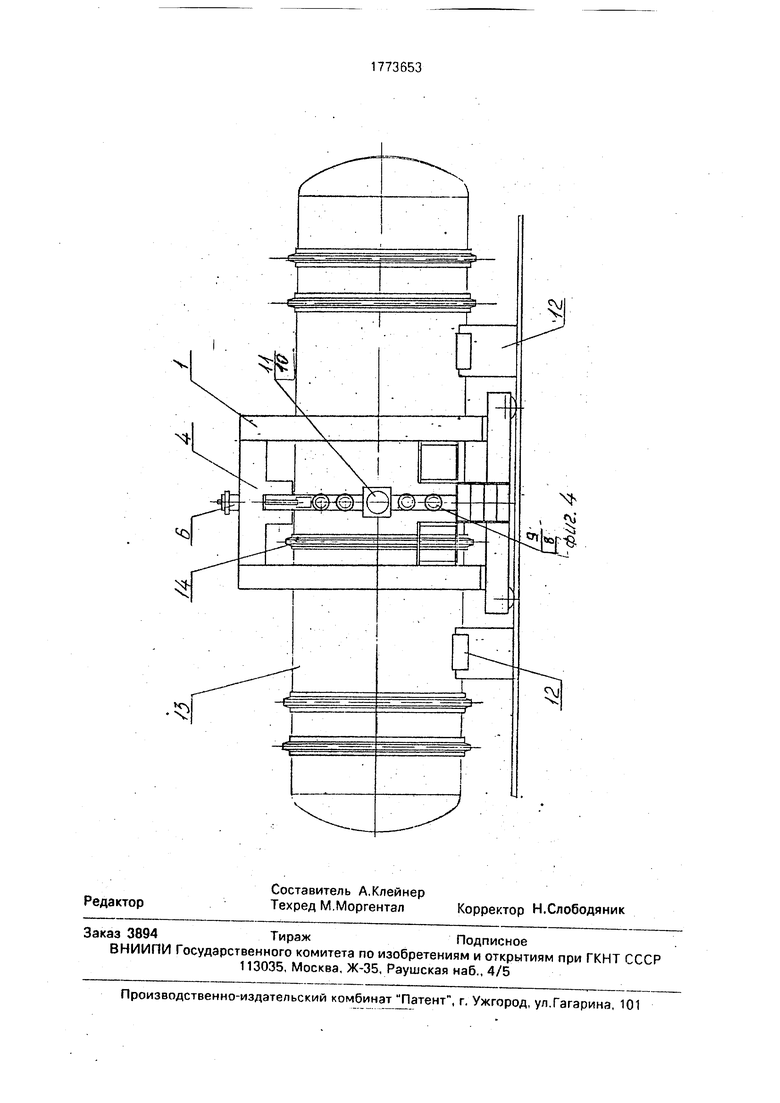
На фиг,1 изображена установка, общий вид; на фиг,2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - установка, вид слерз, „
5Установка для сборки под сварку цилиндрических изделий содержит портал 1 с возможностью перемещения его по рельсовому пути 2 вдоль оси сборки, а также роликовые опоры. На портале смонтирова0 ны опорные элементы, выполненные в виде двух полуколец 3 и промежуточной траверсы 4. Промежуточная траверса неподвижно закреплена на портале 1, а полукольца 3 соединены с траверсой 4 шарнирами 5 и
5 имеют возможность подъема от приводов 6 в плоскости, перпендикулярной направлению перемещения портала.
Опорные элементы составляют в целом кольцевую опору, замыкаемую с помощью
0 запорного устройства 7. На кольцевой опоре равномерно по контуру размещены прижимные элементы, выполненные в виде силовых цилиндров 8, на штоке которых установлены прижимы 9 для обечайки с
5 рабочей поверхностью, выполненной соответственно форме изделия. Кольцевая опора снабжена прижимом 10 для шпангоута, установленным на кольцевой опоре между прижимами 9 для обечайки и приводом в
0 виде силового цилиндра 11. Внутренняя поверхность прижима 10 выполнена в форме, обеспечивающей воздействие непосредственно на шпангоут. Позицией 12 обозначены роликовые опоры.
5Установка работает следующим образом.
Крупногабаритное изделие 13 устанавливают на роликовые опоры 12. предварительно изогнутые кольцевые шпангоуты 14
0 устанавливают на место сборки и прихватывают в одной точке, Портал 1 с кольцевой опорой, у которой полукольца 3 разведены в плоскости, перпендикулярной направлению перемещения портала, подводят по
5 рельсовому пути к месту установки шпангоута 14. Полукольца 3 смыкаются под воздействием приводов 6, образуя полное кольцо вокруг изделия, и запираются запорным устройством 7. Затем вклю- чают силовые цилиндры 8, размещенные на
кольцевой опоре, под действием которых прижимы 9 для обечайки , обхватывая крупногабаритное изделие 13, создают его неподвижность и искусственную жесткость на время сборки. Далее включают силовой ци- линдр 11, прижим 10 которого воздействует непосредственно на шпангоут, устраняя при этом зазор между шпангоутом и резервуаром. После этого производят прихватку в месте прижатия. Затем выключают все си- ловые цилиндры и отводят прижимы от изделия. Двигатели роликовых опор 12 включаются, и ролики поворачивают изделие на некоторый угол. Затем цикл прижатия и прихватки повторяется до полной сборки изделия.
В Случае, KOI да шпангоут состоит из незамкнутых элементов, при установке каждого из них портал отводят для загрузки следующего элемента шпангоута. В начале сборки должна быть осуществлена прихватка этого элемента шпангоута к резервуару или предыдущей части.
Заявляемая установка по сравнению с прототипом позволяет повысить качество сборки резервуаров со шпангоутами за счет повышения жесткости изделия с помощью прижимов, равномерно воздействующих на изделие с усилием, которое не допускает деформацию резервуара и в то же время придает ему жесткость, что позволяет увеличить усилие прижатие штангоута, обеспеА А /7оВер#у/7 о5-6 повернуто
14
фаг. 2
чивая более качественную сборку его с изделием.
Преимущество установки состоит также к повышении уровня механизации за счет механизированной перенастройки установки на очередной шпангоут с помощью портала.
Формула изобретения Установка для сборки под сварку цилиндрических изделий, содержащая смонтированный на основании подвижный портал С шарнирно установленными на нем с возможностью разъема от привода опорными элементами с внутренней цилиндрической поверхностью, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения сборки под сварку крупногабаритного цилиндрического элемента со шпангоутами, она оснащена равномерно расположенными по цилиндрической поверхности каждого опорного элемента зажимами с прижимными участками для прижима цилиндрического изделия по обе стороны от шпангоута и выполненным-между прижимными участками вырезом для шпангоута, расположенным между указанными зажимами прижимом для шпангоута, при этом каждый аажим и прижим оснащены индивидуальным приводом, а на основании закреплены роликоопо- ры для цилиндрического изделия.
фиг. 3
