Изобретение относится к станкостроению, в частности к многоцелевым станкам типа обрабатывающий центр для обработки деталей различной конфигурации с шести сторон за одну установок.
Известен многооперационный (многоцелевой) станок, содержащий станину со стойкой и установленной на стойке подвижной шпиндельной бабкой, подвижный стол с планшайбой, причем стол выполнен в виде двух соосно расположенных под углом к продольной оси станка опор, снабженных захватными приспособлениями, оси которых лежат в одной плоскости, а опоры подвижны в плоскости, перпендикулярной плоскости станины. На данном станке можно обрабатывать детали с шести сторон за одну установку. Недостатком данного станка является сложность его конструкции.
Целью изобретения является упрощение конструкции станка при сохранении технологических возможностей обработки детали с шести сторон за одну установку.
Цель достигается тем, что в многоцелевом станке, содержащем станину со стойкой С/) и установленной на стойке подвижной Г шпиндельной бабкой, подвижный стол с планшайбой, причем стол выполнен в виде двух соосно расположенных под углом к продольной оси станка опор, снабженных захватными приспособлениями, оси которых лежат в одной плоскости, а опоры по- ч движны в плоскости, перпендикулярной ч плоскости станины, согласно изобретению СО опоры выполнены разновысотными, а за- Qs хватные приспособления расположены под xj углом к опорам, при этом ось вращения за- fy хватных приспособлений расположена под углом к плоскости станины.
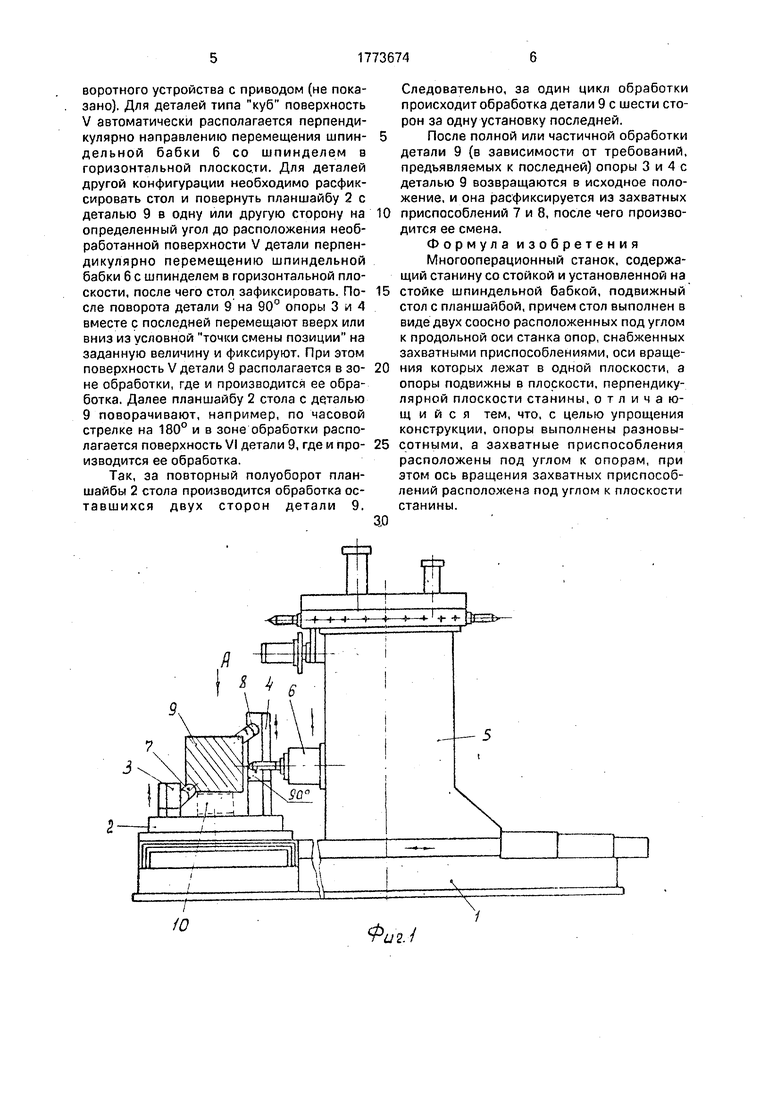
Нафиг.1 изображен предлагаемый многооперационный станок; на фиг 2 - вид А на фиг.1; на фиг.З - вид Б на фиг 2, на фиг. 4 - вид В на фиг.З.
Многооперационный станок (фиг 1) содержит станину 1, на которой размещены стол, выполненный в виде двух гоосно расположенных на планшаибо опор 3 и 4, и
стойка 5, на которой смонтирована шпиндельная бабка 6 со шпинделем, Стол имеет возможность перемещения в горизонтальной плоскости по направляющим станины 1 поперек продольной оси станка, а планшайба 2 одновременно имеет возможность вращения вокруг своей оси (фиг.2 и 3). Стойка 5 имеет возможность перемещения в горизонтальной плоскости по направляющим станины 1 вдоль продольной оси станка (фиг.1), Шпиндельная бабка 6 со шпинделем имеет возможность перемещения в вертикальной плоскости по направляющим стойки 5 и одновременно со стойкой 5 в горизонтальной плоскости вдоль продольной оси станка (фиг.1), Опоры 3 и 4 расположены под углом а к продольной оси станка (фиг.2), выполнены разновысотными, например опора 4 выше опоры 3, и снабжены захватными приспособлениями 7 и 8, имеющими возможность вращения (фиг.1 и 3). Захватные приспособления 7 и 8 расположены под углом у к опорам 3 и 4 между последними, которые имеют возможность перемещения в плоскости, перпендикулярной плоскости планшайбы 2 стола (фиг.З), В захватных приспособлениях 7 и 8 установлена обрабатываемая деталь 9 так, что последние взаимодействуют с ее противолежащими вершинами, образованными тремя сходящимися сторонами (поверхностями) детали 9 (фиг.4). При этом оси вращения захватных приспособлений 7 и 8 лежат на одной прямой, проходящей через противолежащие вершины детали 9 и расположенной под углом/3 к плоскости станины 1 (планшайбы 2 стола) (фиг.З). Крепление детали 9 в захватных приспособлениях 7 и
8осуществляется одним из известных способов, например гидравлически, механически и т.п. Закрепленная за вершины деталь
9при этом располагается в пространстве так, чтобы ее обрабатываемая поверхность, например I, расположилась перпендикулярно направлению перемещения шпиндельной бабки 6 со шпинделем, перемещаемой на стойке 5 (фиг.1 и 2). При необходимости под обрабатываемую деталь 9 может быть установлена технологическая подставка 10 (показано пунктиром на фиг.1 и 3), закрепляемая на планшайбе 2 стола.
Параметры углов а, / и /выбираются в зависимости от конкретных размеров обрабатываемой детали, ее формы и конфигурации.
Станок работает следующим образом.
Перед началом работы обрабатываемую деталь 9 устанавливают в захватных приспособлениях 7 и 8 (фиг,1 и 3) и закрепляют одним из известных способов, например гидравлически. Затем опоры 3 и 4 вместе с деталью 9 перемещают вверх или вниз на требуемую величину и фиксируют. При этом при необходимости под обрабатываемую деталь 9 устанавливается технологическая подставка 10, которая крепится к планшайбе 2 стола (в этом случае уменьша- 0 ется весовая нагрузка на захватные приспособления и опоры). Планшайба 2 стола разворачивается так, чтобы обрабатываемая поверхность I детали 9 была перпенди- кулярна направлению перемещения 5 шпиндельной бабки 6 со шпинделем в горизонтальной плоскости, и фиксируется. Далее стойка 5 со шпиндельной бабкой б со шпинделем перемещаются по направляющим станины 1 в горизонтальной плоскости 0 вдоль продольной оси станка, шпиндельная бабка 6 со шпинделем перемещаются по направляющим стойки 5 в вертикальной плоскости вдоль продольной оси станка, шпиндельная бабка 6 со шпинделем пере- 5 мещаются по направляющим стойки 5 в вертикальной плоскости, а сам стол с деталью 9 перемещается в горизонтальной плоскости по направляющим станины 1 поперек продольной оси станка, При этом происхо- 0 дит обработка поверхности I детали 9 (фиг.2). Для обработки поверхности II детали 9 расфиксируют стол и разворачивают планшайбу 2 стола вокруг своей оси (оси вращения планшайбы 2), например, против 5 часовой стрелки (фиг.2) на 90°, после чего осуществляют фиксацию стола (устройство поворота планшайбы 2 и фиксации стола не показано). При этом в зону обработки устанавливается поверхность II детали 9. После 0 этого производится ее обработка. При повороте планшайбы 2 стола с деталью 9 еще на 90° против часовой стрелки в зоне обработки располагается поверхность III детали 9, где и производится ее обработка. При даль- 5 нейшем повороте планшайбы 2 стола с де- талью 9 против часовой стрелки на„90° в зоне обработки располагается поверхность IV детали 9, обработка которой осуществляется аналогично. После этого планшайбу 2 0 стола возвращают в исходное положение и фиксируют стол. Так, за один оборот планшайбы 2 стола производится обработка детали 9 с четырех сторон. Для обработки поверхности V детали 9 расфиксируют опо- 55 ры 3 и 4 и перемеа1ают их вместе с деталью в условную точку смены позиции (которая для деталей разной конфигурации и размеров разная). В этом положении деталь 9 вместе с захватными приспособлениями 7 и 8 поворачивается на 90°, например, по часовой стрелке посредством делительного поворотного устройства с приводом (не показано). Для деталей типа куб поверхность V автоматически располагается перпендикулярно направлению перемещения шпин- дельной бабки 6 со шпинделем в горизонтальной плоскости. Для деталей другой конфигурации необходимо расфик- сировать стол и повернуть планшайбу 2 с деталью 9 в одну или другую сторону на определенный угол до расположения необработанной поверхности V детали перпендикулярно перемещению шпиндельной бабки 6 с шпинделем в горизонтальной плоскости, после чего стол зафиксировать. По- еле поворота детали 9 на 90° опоры 3 и 4 вместе с последней перемещают вверх или вниз из условной точки смены позиции на заданную величину и фиксируют. При этом поверхность V детали 9 располагается в зо- не обработки, где и производится ее обработка. Далее планшайбу 2 стола с деталью 9 поворачивают, например, по часовой стрелке на 180° и в зоне обработки располагается поверхность VI детали 9, где и про- изводится ее обработка.
Так, за повторный полуоборот планшайбы 2 стола производится обработка оставшихся двух сторон детали 9.
Следовательно, за один цикл обработки происходит обработка детали 9 с шести сторон за одну установку последней.
После полной или частичной обработки детали 9 (в зависимости от требований, предъявляемых к последней) опоры 3 и 4 с деталью 9 возвращаются в исходное положение, и она расфиксируется из захватных приспособлений 7 и 8, после чего производится ее смена.
Формула изобретения Многооперационный станок, содержащий станину со стойкой и установленной на стойке шпиндельной бабкой, подвижный стол с планшайбой, причем стол выполнен в виде двух соосно расположенных под углом к продольной оси станка опор, снабженных захватными приспособлениями, оси вращения которых лежат в одной плоскости, а опоры подвижны в плоскости, перпендикулярной плоскости станины, отличающийся тем, что, с целью упрощения конструкции, опоры выполнены разновы- сотными, а захватные приспособления расположены под углом к опорам, при этом ось вращения захватных приспособлений расположена под углом к плоскости станины.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многоцелевой станок | 1989 |
|
SU1705027A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Многоцелевой станок с ЧПУ | 1986 |
|
SU1712127A1 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |

Использование: металлообработка, станкостроение, где требуется обработка деталей различной конфигурации с шести сторон за одну установку. Сущность изобретения: станок содержит станину со стойкой и шпиндельной бабкой и стол в виде двух опор, расположенных под углом к продольной оси станка, с захватными приспособлениями. Опоры подвижны в плоскости, перпендикулярной плоскости станины. Опоры имеют разную высоту, а захватные приспособления расположены под углом к опорам. Оси вращения захватных приспособлений расположены под углом к плоскости станины. 4 ил.
-f 4- ,л Щ
2--L
uuJUL s k
Фиг 2 Вид Б
2 п Ч - ®сь bPomw 1 п аишаио Фиг. 3. ЬидЬ
Продольная ось с/папка.
| Многооперационный станок | 1989 |
|
SU1683960A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
