Известны многоклетьевые формовочные станы для производства труб электросваркой из РУЛОННОЙ ленты с одним продольным швом. Однако для производства труб большого диаметра на тайи/х станах необходима широкая лента.
Предлагаемый стан обеспечивает сварку труб большого диаметра с двз-.мя продольными швами при использовании двух узких лент, смотанных в рулоны.
Предлагаемый стан имеет следу1ош.не отличия.
Для подготовки формуемых полос к входу в очередную клеть и надежного удержания их в симметричном положении относительно оси фОрмовочного стана иоследовательио между каждой парой горизонтальных клетей размещены две /вертикальные. С целью непрерывной формовки трзбной заготовки одновременно из двух рзлоноз каждая горизонтальная клеть снабжена четырьмя валками, нз которых два верхних формуют один Полуцилиндр, а два нилсних - другой. Вертикальные клети также имеют четыре вертикальных валка (ио два на каждом еалу) и два опорных горизонтальных. Для совмешения кромок сформованных полуцилиндров внутренние валки последних горизонтальных клетей размещены на закрепленной оправке, и лоследние вертикальные клети выполнены двухвалковыми с разрезными шайбами посредине.
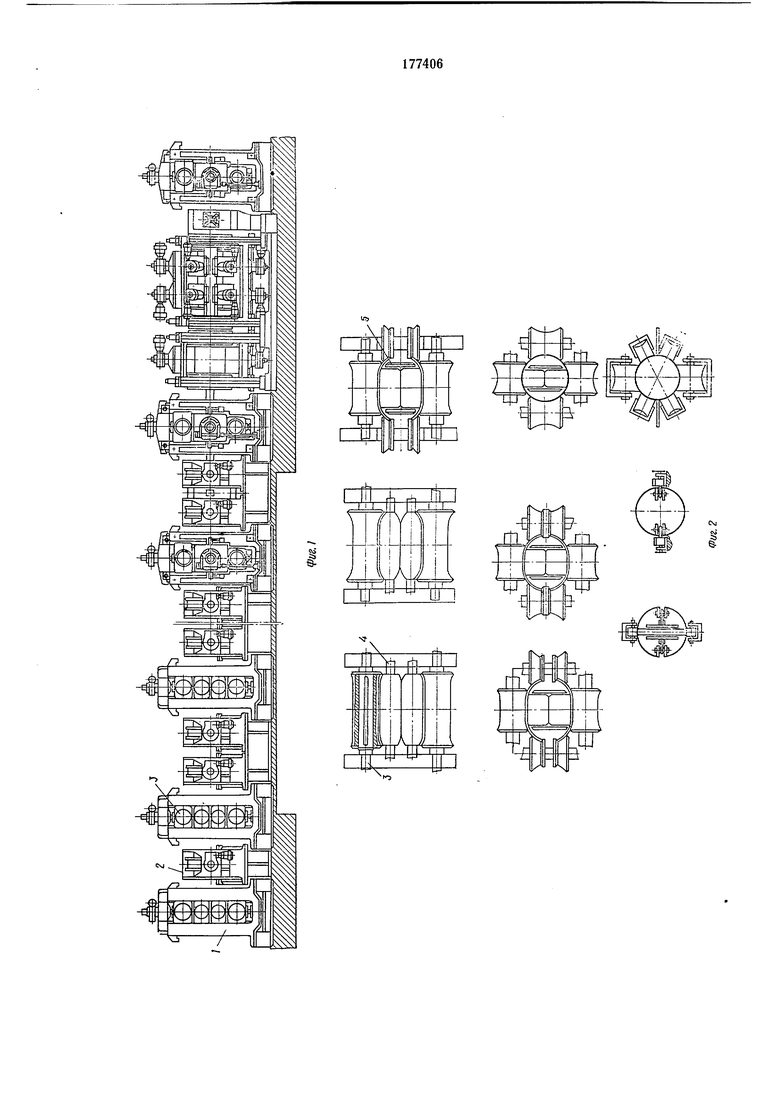
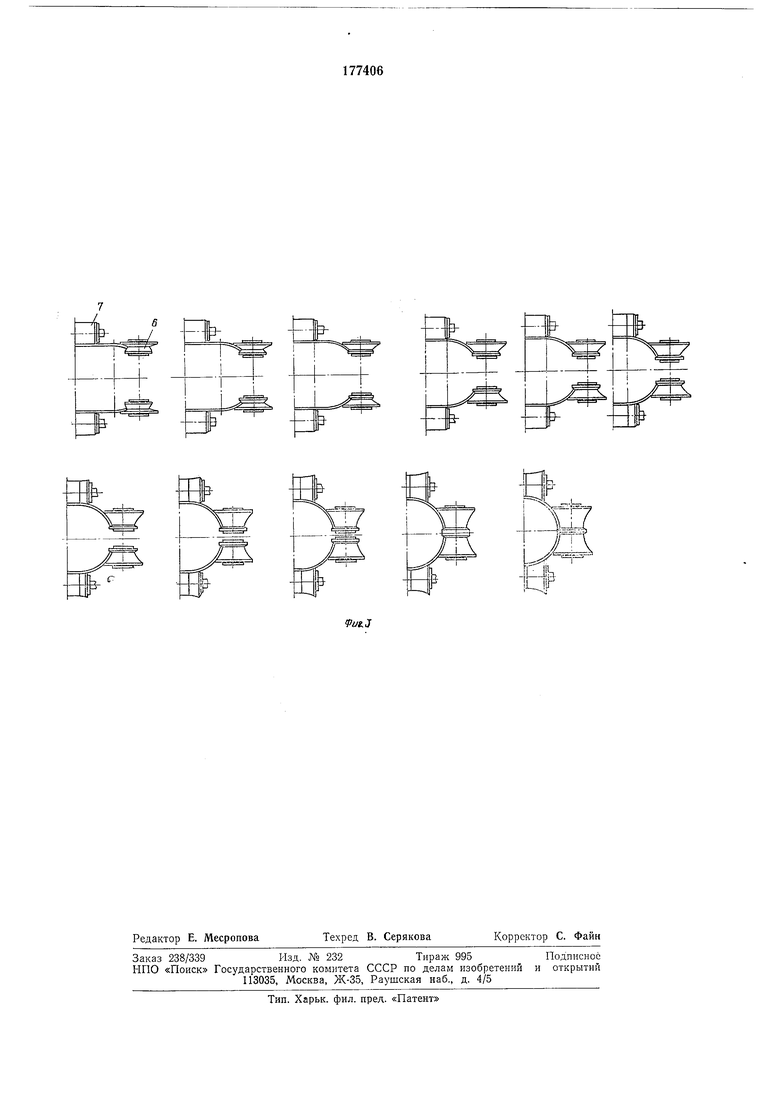
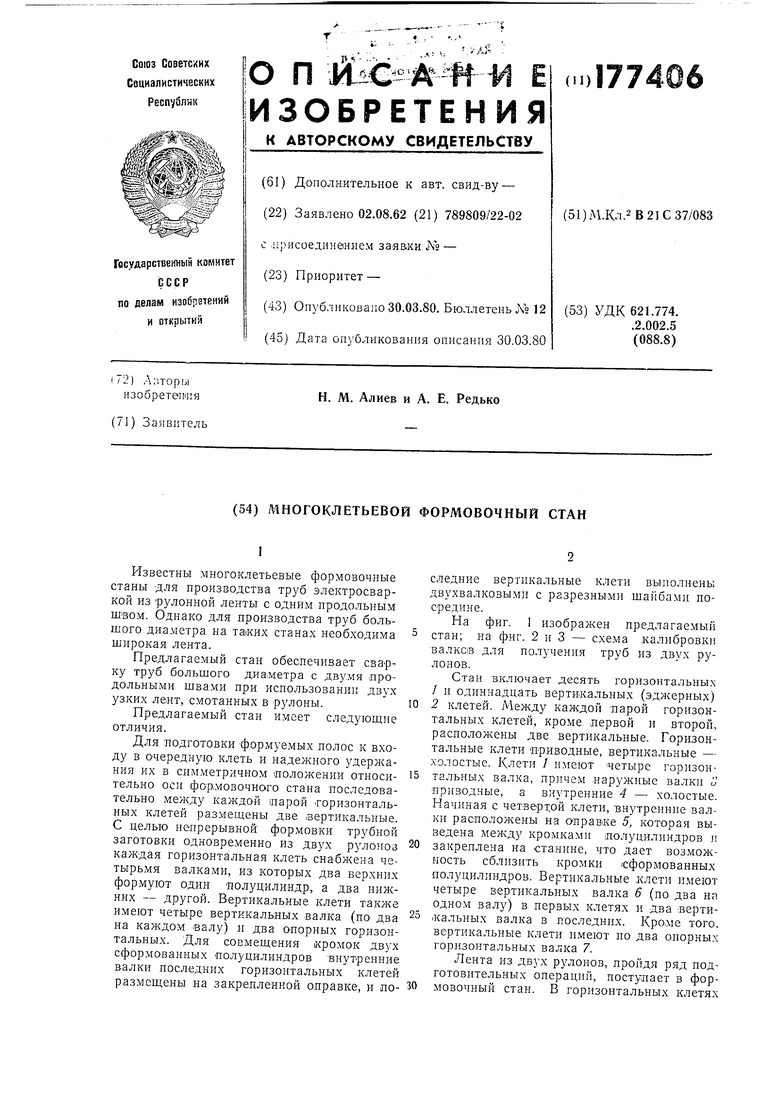
На фиг. 1 изображен предлагаемый стан; на фиг. 2 и 3 - схема калибровки валкое для получения труб из двух рулонов.
Стан включает десять горизонтальных / и одиннадцать вертиа альных (эджерных) 2 клетей. А1ежду парой горизонтальных клетей, кроме лервой и второй, расноложены две вертикальные. Горизонтальные клети Нриводные, вертикальные - холостые. Клети / имеют четыре горизонтальных валка, причем наружные валки 3
5 приводные, а внутренние 4 - холостые. Начиная с четвертой клети, внутренние валки расиолол ены на оправке 5, которая выведена кромками лолуцилиндров и
0 закреплена на станине, что дает возмол ность сблизить кромки сформованных полуцилиндров. Вертикальные клети имеют четыре вертикальных валка 6 (по два на одном валу) в первых клетях и два верти5а альных валка в последних. Кро.ме того, вертикальные клети имеют ио два опорных горизонтальных валка 7. верхняя пара валков формует верхний .полущилинд.р, а .нижняя пара - нижний. В вертикальных клетях вертикальные валки удерживают сформованные ленты и строго фиксируют их по оси стана. Сформованные в стане два полуцилиндра свариваются в Сварочной клети одним из известных способов, .например радиочастотной сварки. Формула изобретения I. Многоклетьевой формовоч.ный стан, например, для производства шовных труб, включающий несколько горизонтальных приводных и вертикальных холостых клетей, отличающийся тем, что, с целью подготовки формуемых полос к входу в очередную .клеть и надежного удержания их в симметричном положении относительно оси формовочного стана, последо;вательно между каждой нарой горизонтальных «летей размещены две вертикальные. 2.Стан по п. 1, отличающийся тем, что, с целью непрерывной фор.мовки трубной заготовки одновременно .из двух рулонов, . каждая горизонтальная клеть снабжена четырьмя валка-ми, из которых верхние два формуют один полуцилиндр, а .нижние два - другой. 3.Стан по лп. 1 и 2, о т л и ч а ю щ и и с я тем, что вертикальные клети сна:бжены четырьмя вертикальными валками (по два на каждом валу) и двумя опорными горизонтальными. 4.Стан по пп. 1-3, отличающийс я тем, что, с целью сов-мещения кромок двух сформованных полуцилиндров, внутренние валки последних горизонтальных клетей размещены на закрепленной оправке, а последние вертикальные клети выполнены двухвалковыми с разрезными щайбами посредине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сварных прямошовных труб | 1975 |
|
SU555932A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ДВУХ РУЛОНИРОВАННЫХПОЛОС | 1970 |
|
SU274283A1 |
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН РАСКАТНОГО ТИПА ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ЗАГОТОВОК СТЕРЖНЕВОЙ ФОРМЫ, СОДЕРЖАЩИЙ ЧЕТЫРЕХВАЛКОВЫЕ КЛЕТИ, И СПОСОБ ЗАМЕНЫ КЛЕТЕЙ | 2009 |
|
RU2487773C2 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| РАЗРЕЗНАЯ ШАЙБА РАБОЧЕГО КАЛИБРА ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1966 |
|
SU214485A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2002 |
|
RU2230619C1 |
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |