Изобретение относится к трубному производству и может быть использовано при изготовлении электросварных прямошовных труб.
Такие трубы предварительно формуются в многоклетевом трубоформовочным стане путем последовательной подгибки полосовой заготовки до получения замкнутого круглого сечения. Калибры этого стана образованы верхними и нижними валками соответствующей конфигурации, причем, если один из валков (чаще - нижний) выполнен с ребордами, препятствующими поперечному смещению формуемой полосы, то такие калибры - закрытые (в противоположность открытым). В межклетевых промежутках трубоформовочного стана устанавливают вертикальные валки (см., например, Я.С.Финкельштейн “Справочник по прокатному и трубному производству”, М., “Металлургия”, 1975, с.344, рис.1) со сферическими образующими их рабочих поверхностей.
Вертикальные валки трубоформовочных станов служат не только для центрирования полосы между клетями, но и для предотвращения разгибки (“пружинения”) подогнутых на заданный угол кромок заготовки, что облегчает заход формуемой полосы в каждый из последующих калибров стана.
Известен трубоформовочный стан, содержащий клети с открытыми и закрытыми калибрами, образованными верхними и нижними валками, у которого верхние неприводные валки смонтированы на общей балке с возможностью перемещения по вертикали и горизонтали, а нижние приводные валки установлены в индивидуальных опорах (см. а.с. СССР №381443, кл. В 21 С 37/06, опубл. 23.10.73 г.). Недостатком этого стана является возможность повышенного износа горизонтальных валков при формовке.
Наиболее близким аналогом к заявляемому объекту является трубоформовочный стан по а.с. СССР №1391754, кл. В 21 С 37/08, опубл. в БИ № 16, 1988.
Этот стан содержит клети с открытыми и закрытыми двухвалковыми калибрами с последовательно возрастающими по ходу формовки углами подгибки полосовой заготовки и пары вертикальных валков в межклетевых промежутках и характеризуется тем, что валки, образующие закрытые калибры, установлены так, что дно каждого последующего калибра по ходу формовки выше дна предыдущего на заданную величину.
Недостатком такой конструкции стана также является возможность повышенного износа горизонтальных формующих валков.
Технической задачей предлагаемого изобретения является повышение износостойкости формующих валков и снижение, тем самым, трудозатрат на производство электросварных труб.
Для решения указанной задачи у трубоформовочного стана, содержащего клети с открытыми и закрытыми двухвалковыми калибрами с последовательно возрастающими по ходу формовки углами подгибки полосовой заготовки и пары вертикальных валков, установленных в межклетевых промежутках, вертикальные валки в промежутках между клетями с открытыми калибрами выполнены с углами наклона образующих их рабочих поверхностей, равными углам подгибки в последующей клети, а вертикальные валки перед клетями с закрытыми калибрами выполнены с углами наклона их образующих, равными половине угла подгибки в последующей клети.
Сущность заявляемого технического решения заключается в подгибке кромок формуемой полосовой заготовки вертикальными валками на оптимальный (в аспекте износостойкости формующих валков) угол после выхода ее из клети, расположенной перед этими вертикальными валками. В результате этого уменьшаются нагрузки на горизонтальные валки последующей клети, что повышает их износостойкость и снижает расход валков. Некоторое увеличение износа вертикальных валков лишь несколько снижает получаемый эффект, так как стоимость формующих горизонтальных валков значительно больше стоимости вертикальных валков.
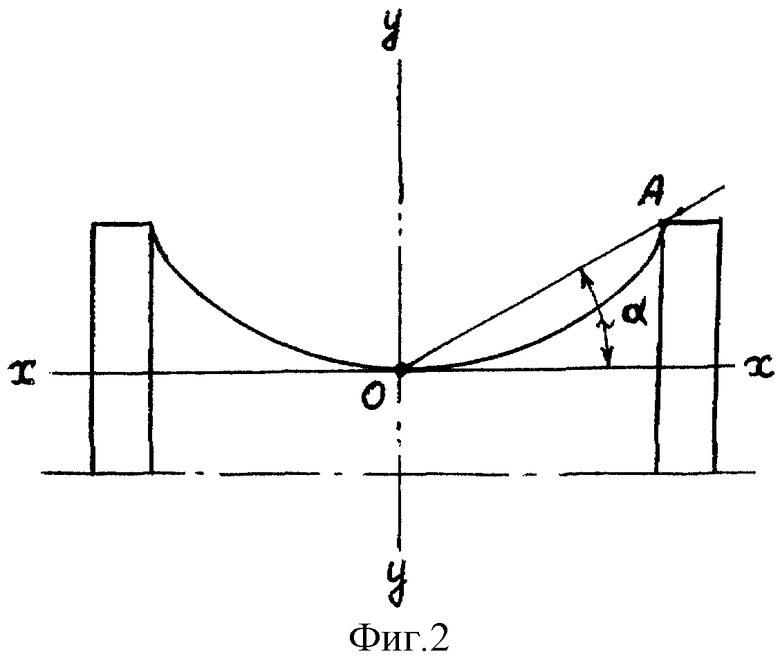
Угол подгибки в калибрах трубоформовочного стана при образовании рабочей поверхности горизонтальных валков определяется как угол между горизонталью хх, совпадающей с дном калибра, и прямой, соединяющей боковую кромку вреза в нижний валок (Т.А) с центром дна калибра (Т.О на фиг.2). Величина угла подгибки последовательно возрастает от калибра к калибру, приближаясь к 90°.
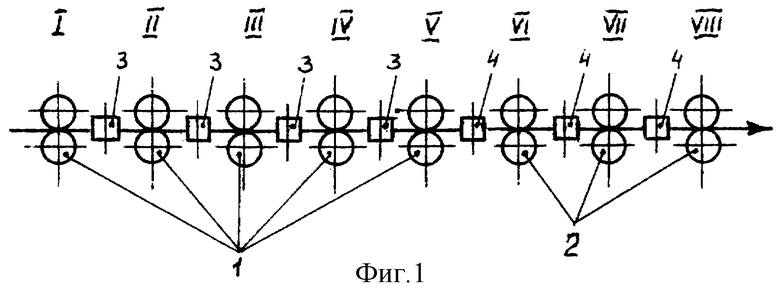
На фиг.1 дана схема расположения клетей калибров с горизонтальными формующими валками и вертикальных валков заявляемого стана (римские цифры - номера калибров, стрелкой показано направление движения формуемой полосы; фиг.2 - схема определения величины угла подгибки на нижнем валке.
Стан (см. фиг.1) содержит пять клетей с открытыми калибрами 1 и три - с закрытыми калибрами 2. В межклетевых промежутках клетей с открытыми калибрами установлены вертикальные валки 3, углы подгибки которых равны углам подгибки в последующих калибрах: угол β вертикальных валков в промежутке I и II равен углу α2 калибра II (см. фиг.2), угол β валков в промежутке II-III - углу α3 калибра III и т.д. Аналогичным образом угол β вертикальных валков 4, установленных перед каждой клетью VI...VIII с закрытыми калибрами равен половине угла подгибки (α6, α7 и α8) в последующей клети 2.
Опытную проверку заявляемого стана осуществляли на трубоэлектросварочных агрегатах "40-140" и "20-114" 000 “Профиль-ГП” ЗАО “Магнитогорский меткомбинат”. С этой целью при формовке труб сортамента этих агрегатов варьировали углы подгибки вертикальных валков формовочных станов: от равных углам в предыдущей клети до углов в последующей клети как с открытыми, так и с закрытыми калибрами. Результаты опытов оценивали по степени изношенности валков после определенного количества сформованной заготовки.
Максимальная износостойкость формующих валков получена при реализации предлагаемого технического решения. Минимальная износостойкость этих валков наблюдалась при использовании вертикальных валков с углами подгибки, равными углам в предыдущих клетях. Повышение углов подгибки вертикальными валками перед клетями с закрытыми калибрами (более половины величин этих углов в последующих клетях) повысило износ указанных валков до неприемлемого уровня, в результате чего снижался, практически до нуля, эффект, получаемый от повышения износостойкости (и продления рабочей кампании) горизонтальных валков.
При контрольной формовке труб на стане, калибры которого были изготовлены в соответствии с а.с. СССР №1391754 (см. выше), износостойкость валков была не более 70% от аналогичного показателя предлагаемого стана.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для выполнения поставленной цели и его преимущество перед известным объектом.
По данным Центральной лаборатории контроля ОАО “Магнитогорский меткомбинат” использование заявляемого стана при производстве прямошовных электросварных труб на комбинате позволит уменьшить затраты на их производство (за счет продления рабочей кампании валков и сокращения количества перевалок горизонтальных валков по износу) ориентировочно на 15% с соответствующим ростом прибыли от реализации готовой продукции.
Пример конкретного выполнения
Трубоформовочный стан "40-140" для формовки из полосовой заготовки трубы φ=108 мм работает с пятью открытыми и тремя закрытыми калибрами. Углы подгибки α по клетям: I - 10,5°; II - 22,9°; III - 35,4°; IV - 52,1°; V - 66,9°; VI - 77,0°; VIII - 83,5°; IX - 86,0°.
Углы подгибки вертикальными валками в меж клетевых промежутках I...V 22,9°; 35,4°; 52,1°; 66,9°, а перед VI, VII и VIII клетями соответственно 38,5°; 41,8°; 43°.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2005 |
|
RU2295410C1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2008 |
|
RU2365449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
Изобретение относится к обработке металлов давлением, в частности к производству электросварных прямошовных труб. Задача, решаемая изобретением, - повышение износостойкости формующих валков и снижение трудозатрат на производство труб. Трубоформовочный стан содержит клети с открытыми и закрытыми двухвалковыми калибрами с последовательно возрастающими по ходу формовки углами подгибки полосовой заготовки и пары вертикальных валков, установленных в межклетевых промежутках. Вертикальные валки в промежутках между клетями с открытыми калибрами выполнены с углами наклона образующих их рабочих поверхностей, равными углам подгибки в последующей клети, а вертикальные валки перед клетями с закрытыми калибрами выполнены с углами наклона их образующих, равными половине угла подгибки в последующей клети. Изобретение обеспечивает уменьшение нагрузки на горизонтальные валки последующих клетей. 2 ил.
Трубоформовочный стан, содержащий клети с открытыми и закрытыми двухвалковыми калибрами с последовательно возрастающими по ходу формовки углами подгибки полосовой заготовки и пары вертикальных валков, установленных в межклетевых промежутках, отличающийся тем, что вертикальные валки в промежутках между клетями с открытыми калибрами выполнены с углами наклона образующих их рабочих поверхностей, равными углам подгибки в последующей клети, а вертикальные валки перед клетями с закрытыми калибрами выполнены с углами наклона их образующих, равными половине угла подгибки в последующей клети.
| Стан для производства электросварных прямошовных труб | 1986 |
|
SU1391754A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 0 |
|
SU381443A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2045359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Устройство для автоматического вождения мобильного агрегата по светоконтрастной программе | 1974 |
|
SU695598A1 |
