Известна разрезная шайба рабочего калибра трубоэлектросварочного стана. Она выполнена в виде цилиндрического диска со скосом, направленным к наружному диаметру. Такая шайба предназначена только для удержания кромок ленты от сворачивания в ту или другую сторону.
Предлагаемая разрезная шайба отличается тем, что она выполнена со ступицами, имеющими заданный рабочий профиль. Это обеспечивает параллельное схождение свариваемых поверхностей кромок формуемой ленты и повышает качество труб.
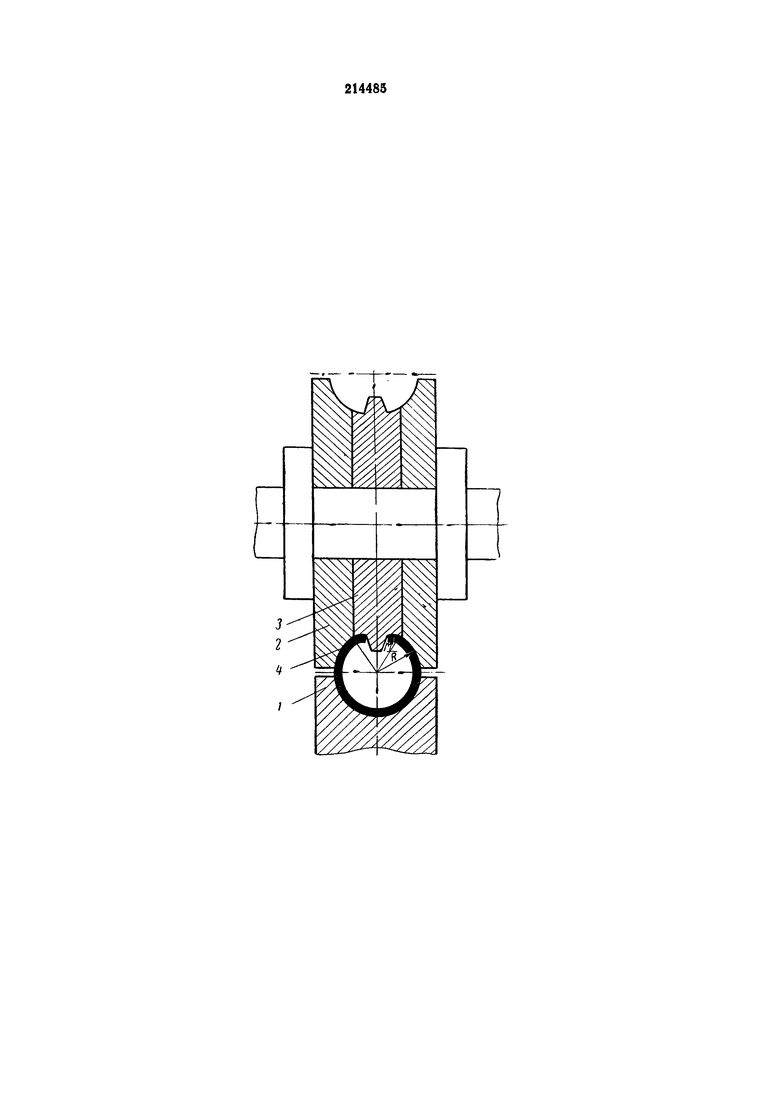
На чертеже показано построение калибра формовочного стана с разрезной шайбой.
Калибр образован нижним валком 1, верхним валком 2, состоящим из двух частей, и разрезной шайбой 3.
Используемая в производстве сварных труб лента имеет серповидность и разнотолщинность. Если даже серповидность и разнотолщинность ленты находятся в пределах, допускающихся по соответствующим ГОСТам, они все равно отрицательно влияют на процесс формовки ленты. Под влиянием серповидности и разнотолщинности формуемая лента в формовочных клетях и в сварочном узле стремится повернуться относительно оси сварки то в одну, то в другую сторону. Смещение кромок ленты в сварочном узле приводит к неравномерному разогреву кромок и, как следствие, к снижению качества сварного шва, увеличению количества передельного и окончательного брака. Для предотвращения отрицательного влияния серповидности и разнотолщинности ленты на качестве сварного шва последние клети формовочного стана снабжают разрезными шайбами 3.
Известно, что при загибе ленты внутренние слои ленты сжимаются, а наружные - растягиваются. Однако ввиду неравномерности деформации расстояние между точками, лежащими на внутренней поверхности сформованной заготовки 4, значительно меньше, чем расстояние между точками, лежащими на наружной поверхности.
На разогрев кромок ленты при сварке труб токами радиотехнической частоты вследствие проявляющегося «эффекта близости» в значительной степени влияет расстояние между этими кромками. Чем меньше расстояние между свариваемыми кромками, тем сильнее проявляется «эффект близости» и тем выше температура нагрева металла. Так как расстояние между точками, лежащими на внутренней и наружной поверхностях сформованной заготовки 4 неодинаково, то имеет место неравномерный разогрев внутренних и наружных слоев металла. Неравномерный разогрев кромок по толщине ленты ухудшает качество труб и снижает производительность стана из-за необходимости уменьшения скорости сварки для увеличения времени нагрева. Увеличение скорости сварки и повышение качества труб обеспечивается при параллельном схождении торцовых поверхностей кромок сформованной заготовки 4. Схождение торцовых поверхностей кромок заготовки можно обеспечить использованием разрезных шайб 3, выполненных со ступицами. Рабочая поверхность ступиц шайб выполняется по заранее заданному профилю радиусом R, меньшим радиусом r, которым построен профиль валков закрытого калибра.
Радиус построения рабочего профиля разрезной шайбы со ступицей выбирается с таким расчетом, чтобы торцовые поверхности кромок ленты после упругого разворачивания по выходе из калибра с разрезной шайбой оставались параллельными. Рабочий профиль ступиц разрезной шайбы определяется для каждого размера свариваемых труб с учетом типоразмера трубоформовочного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1994 |
|
RU2056961C1 |
Разрезная шайба рабочего калибра трубо-электросварочного стана, отличающаяся тем, что, с целью обеспечения параллельного схождения свариваемых поверхностей кромок формуемой ленты и повышения качества труб, она выполнена со ступицами, имеющими заданный рабочий профиль.
