Изобретение относится к контактной стыковой сварке и может быть использовано, преимущественно, при сварке калибро- ванного проката, в устройства х для удаления грата.
Цель изобретения - повышение качества удаления грата за счет получения в зоне сварного шва сечения, равного сечению свариваемых деталей.
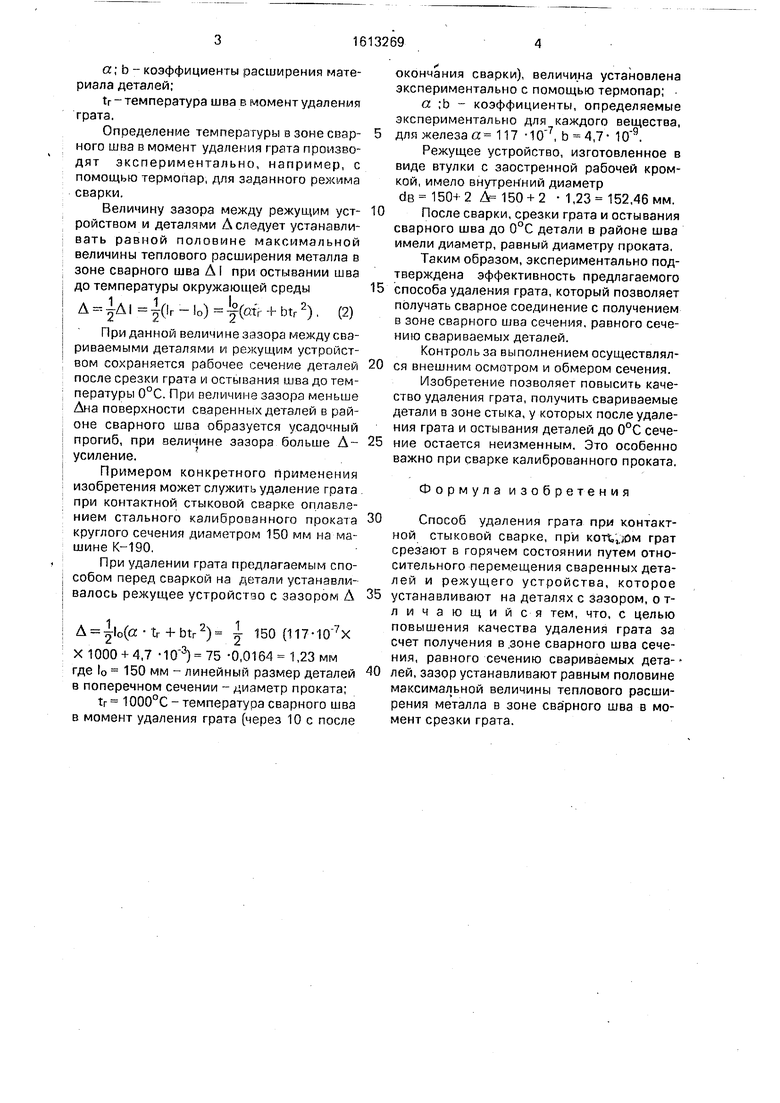
На чертеже изображена схема способа удаления грата при стыковой сварке давлением.
Режущее устройство 1 устанавливают в токоподводящих зажимах 2 сварочной машины таким образом, чтобы при зажатии свариваемых деталей 3 между ними и режущим устройством существовал зазор, равный А.
Определение требуемой величины зазора между свариваемыми деталями и режущим устройством производится исходя из размеров поперечного сечения деталей, коэффициентов расширения материала деталей, а также температуры металла в зоне сварного шва в момент удаления грата. Для сохранения рабочего сечения свариваемых деталей после срезки грата и остывания шва до температуры окружающей среды, принятой равной 0°С, необходимо, чтобы линейный размер шва в поперечном сечении 1г сразу после срезки грата составлял
1г 1о(1+«гг + ЬгЛ .(1)
где fo - линейный размер деталей в поперечном сечении при температуре окружающей среды;
W
ю о ю
a; b - коэффициенты расширения материала деталей;
tr-температура шва в момент удаления грата.
Определение температуры в зоне свар- ного шва в момент удаления грата производят экспериментально, например, с помощью термопар, для заданного режима сварки.
Величину зазора между режущим уст- ройством и деталями А следует устанавливать равной половине максимальной величины теплового расширения металла в зоне сварного шва Ai при остывании шва до температуры окружающей среды
А - |А I 1(1г - о) - -|(air + btr 2), (2)
Приданной величине зазора между свариваемыми деталями и режущим устройством сохраняется рабочее сечение деталей после срезки грата и остывания шва до температуры 0°С. При величине зазора меньше Ана поверхности сваренных деталей в районе сварного шва образуется усадочный прогиб, при величине зазора больше А- усиление.
Примером конкретного применения изобретения может служить удаление грата при контактной стыковой сварке оплавлением стального калиброванного проката круглого сечения диаметром 150 мм на машине К-190.
При удалении грата предлагаемым способом перед сваркой на детали устанавливалось режущее устройство с зазором А
А -tr + btr2) - 150 (117-10 х
X 1000+ 4,7 -10 ) 75 -0,0164 1,23 мм
где 1о 150 мм - линейный размер деталей
в поперечном сечении - диаметр проката;
tr 1000°С - температура сварного шва в момент удаления грата (через 10 с после
окончания сварки), величина установлена экспериментально с помощью термопар; .
а :Ь - коэффициенты, определяемые экспериментально для каждого вещества, для железа -Ю , b 4,7- 10.
Режущее устройство, изготовленное в виде втулки с заостренной рабочей кромкой, имело внутрен ний диаметр dB 150+ 2 150 + 2 1,23 152,46 мм.
После сварки, срезки грата и остывания сварного шва до 0°С детали в районе шва имели диаметр, равный диаметру проката.
Таким образом, экспериментально подтверждена эффективность предлагаемого способа удаления грата, который позволяет получать сварное соединение с получением в зоне сварного шва сечения, равного сечению свариваемых деталей.
Контроль за выполнением осуществлялся внешним осмотром и обмером сечения.
Изобретение позволяет повысить качество удаления грата, получить свариваемые детали в зоне стыка, у которых после удаления грата и остывания деталей до 0°С сечение остается неизменным. Это особенно важно при сварке калиброванного проката.
Формула изобретения
Способ удаления грата при контактной стыковой сварке, при KOTtj jOM грат срезают в горячем состоянии путем относительного перемещения сваренных деталей и режущего устройства, которое устанавливают на деталях с зазором, о т- личающийся тем, что, с целью повышения качества удаления грата за счет получения в.зоне сварного шва сечения, равного сечению свариваемых дета- лей, зазор устанавливают равным половине максимальной величины теплового расширения металла в зоне сва рного шва в момент срезки грата.
У
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277462C1 |
| Способ удаления внутреннего грата и устройство для его осуществления | 1986 |
|
SU1411108A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ механической обработки заготовки прокатного изделия | 1989 |
|
SU1680467A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1355394A1 |
| Устройство для снятия грата при контактной стыковой сварке деталей | 1980 |
|
SU1049215A1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |

Изобретение относится к контактной стыковой сварке и может быть использовано преимущественно при сварке калиброванного проката в устройствах для удаления грата. Цель изобретения - повышение качества удаления грата за счет получения в зоне сварного шва сечения, равного сечению свариваемых деталей. Грат срезают в горячем состоянии путем относительного перемещения сваренных деталей и режущего инструмента, который заблаговременно устанавливают на свариваемых деталях с зазором, равным половине максимальной величины теплового расширения металла в зоне сварного шва в момент срезки грата. Способ обеспечивает получение в зоне сварного стыка после срезки грата и остывания деталей до температуры окружающей среды сечения, равного сечению свариваемых деталей. 1 ил.
| Способ контактной стыковой сварки | 1986 |
|
SU1412903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Кучук-Яценко С.И., Касаткин Б.С | |||
| и др | |||
| Контактная стыковая сварка толстостенных труб из теплоустойчивых сталей | |||
| - Автоматическая сварка, 1966, № 3, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
