(Л
С
Недостатком известной конструкции является малая площадь опоры клиньев руртэми в месте поворота. При литье крупногабаритных изделий появляется сила, стремящаяся раздвинуть полуматрицы, соответственно появляются и опорные реакции, что. при недостаточной площади опоры, ведет к увеличению удельной нагрузки и преждевременному износу в месте поворота.
Целью изобретения является увеличение срока службы литьевых форм и расширение технологических возможностей.
Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий, содерж-ащая неподвижную запорную плиту с рессорами, соединенную с фланцевой плитой, запорные клинья, установленные с возможностью поворота на неподвижной запорной плите, закрепленные в последней запорные колонки, расположенные на опорной плите раздвижные полуматрицы и пуансон, литьевую втулку и выталкиватель- снабжена осями для консольной установки запорных клиньев, в неподвижной запорной плите выполнены пазы для .крепления осей, а в свободных концах запорных клиньев выполнены канавкм для захода рессор.
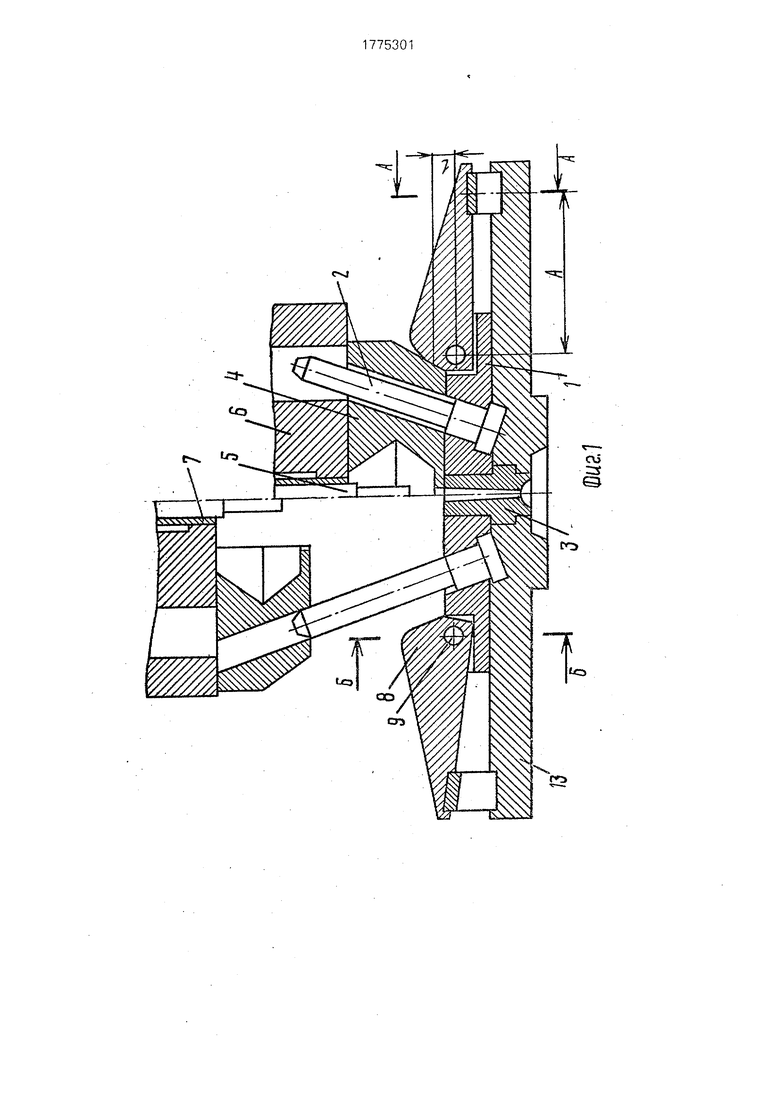
На фиг.1 изображена конструкция литьевой формы, горизонтальный продольный разрез: на фиг.2 - сечение А-А на фиг.Ч; на фиг.З -сечение Б-Б на фиг. 1.
Литьевая форма содержит неподвижную запорную плиту 1 с закрепленными в. ней запорными колонками 2 и литьевой втулкой 3.
В подвижной части формы размещены с возможностью взаимодействия с запорными колонками 2 раздвижные полуматрицы 4 и пуансон 5, расположенные на подвижной опорной плите б. В подвижной части формы установлены.трубчатые выталкиватели 7. Запорные клинья 8 установлены на осях 9, закрепленных в пазах 10 неподвижной плиты 1 и крышками 11. Под краями клиньев 8 в канавках 12 фланцевой неподвижной плиты 13, жестко соединенной с плитой 1, размещены рессоры 14, обеспечивающие поворот клиньев 8 до упора в неподвижную запорную плиту 1,
Литьевая форма работает следующим бразом.
В открытом состоянии запорные клинья под действием рессор 14 наклонены внутрь
ормы до упора в неподвижную запорную плиту 1, В момент соприкосновения клиньев 8 с полуматрицами 4 последние сходятся и сомкнутыми подходят к запорной плите 1, при этом клинья 8 поворачиваются вокруг
осей 9, преодолевая усилия сжатых рессор 14. При литье крупногабаритных изделий разомкнуться полуматрицам 4 не дают силы трения, возникающие между послёдни ;/). запорной 1 и опорной 6 плитами и усилия
рессор 14.
В случае впрыска в литьевую форму большой дозы сырья и превышении давления литья полуматрицы 4 раздвигаются и выпускают излишки сырья из литьевой формы, при этом клинья 8 отклоняются назад, прогибая рессоры 14. При раскрытии формы клинья В устанавливаются в исходное положение под действием рессор 14.
В случае смыкания формы, когда между
полуматрицами 14 задавливается не вытолкнутое изделие в момент соприкосновения клиньев с полуматрицами 4, последние не сходятся и не сомкнутыми подходят к запорной плите 1. при этом кпянья 8 наклоняются
наружу формы, прогибая.рессоры 14. При раскрытии формы клинья 8 устанавливаются в исходное положение под действием рессор 14.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную запорную плиту с рессорами, соединенную с фланцевой плитой, запорные клинья, установленные с возможностью
поворота на неподвижной запорной плите, закрепленные в последней запорные колонке, расположенные на опорной плите раздвижные полуматрицы и пуансон, литьевую втулку и выталкиватель, отличающаяс и тем, что, с целью увеличения срока службы и расширения технологических возможностей формы, она снабжена осями для консольной установки запорных клиньев, в неподвижной запорной плите эыполнены
пазы для крепления осей, а в свободных концах запорных клиньев выполнены канаеК1Л для захода рессор. -4 А

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма В.И.Воронина для изготовления полимерных изделий | 1988 |
|
SU1634523A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1981 |
|
SU939232A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1980 |
|
SU889445A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма для полимерных из-дЕлий C пОдНуТРЕНиЕМ | 1979 |
|
SU837895A1 |

Использование: при изготовлении изделий с выступами, поднутрениями и отверстиями. Сущность изобретения: форма содержит неподвижную запорную плиту с запорными колонками и подвижную часть с пуансоном. Для консольной установки запорных клиньев установлены оси. В неподвижной запорной плите выполнены оазы для крепления осей, а в свободных концах запорных клиньев выполнены канавки для захода рессор. 3 ил. •
56
| Видгоф Н.Б | |||
| Основы конструирования литьевых форм для термопластов | |||
| М.: Машиностроение, 1979, с.12-20.Авторское свидетельство СССР N? 1634523 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
