Изобретение относится к устройствам для формования пластмасс методом литья под давлением и может быть использовано при изготовлении изделий с поднутрением по наружному контуру. Известны литьевые формы для изготовления пластмассовых деталей с поднутрением, включающие неподвижную литниковую плиту с запорными клиньями и наклонными штырями, подвижную плиту с раздвижными полуматрицами, пуансон и выталкивающую систему. Клинья под химающие полуматрицы в f сомкнутом состоянии, выполнены для большей жесткости как одно целое с неподвижной плитой формы Ij. Однакд при эксплуатации формы по плоскостям смыкания происходит износ поверхностей полуматриц и запорных клиньев, а в плоскости разъема полуматриц образуется зазор, что приводит к появлению облоя на деталях. Устранить образовавшийся зазор возможно только при разборе формы и ме ханической ее. Обработке. После Р гмонта: формы необходима подгонка пЬя Матриц полуплоскостям смыкания,что я ляется тр: Доемкой операцией. Наиболее близкой по технической сущности к предлагаемому является литьевая форма изготовления изделия с поднутрением, содержащая подвижную плиту с раздвижньЕИИ гхолуматрицами, пуансон, выталкивающую систему и неподвижную плиту с закрепленными в ней с возмо.-кностью перемещения запорными клиньями и наклонными штырями, взаимодействующими с полуматрицами. Запорные клинья закреплены на неподвижной плите посредством винтов, что упрощает подгонку полуматриц по плоскостям смыкания и тем саглым устраняется облой на изделиях 2. Применение объеглнах клиньев удлиняет срок службы формы, однако при . их износе в плоскости разъема полуматриц образуется зазор, т.е. на изделиях появляется облой. Восстановление изношенных поверхностей невозможно без разбора формы, без замены съемных клиньев. Цель изобретения - увеличение долговечности формы. Цель достигается тем, что литьевая форма, содержащая подвижную плиту с раздвижными полуматрицами, пуансон, выталкивающую систему и неподвижную плиту с закрепленными в ней с возможностыо перемещения запорными клиньями и наклонными штырями, взаимодеЛствуняцими с полуматрицами, снабжена закрепленными на неподвижной плите дополнительнььми клиньями,установленными перпендикулярно запорным клиньям и взаимодействующими наклонной поверхностью с запорными клиньями, а противоположной поверхностью с неподвижной плитой,.причем дополнительные клинья закреплены с возможност-.ю перемещения.
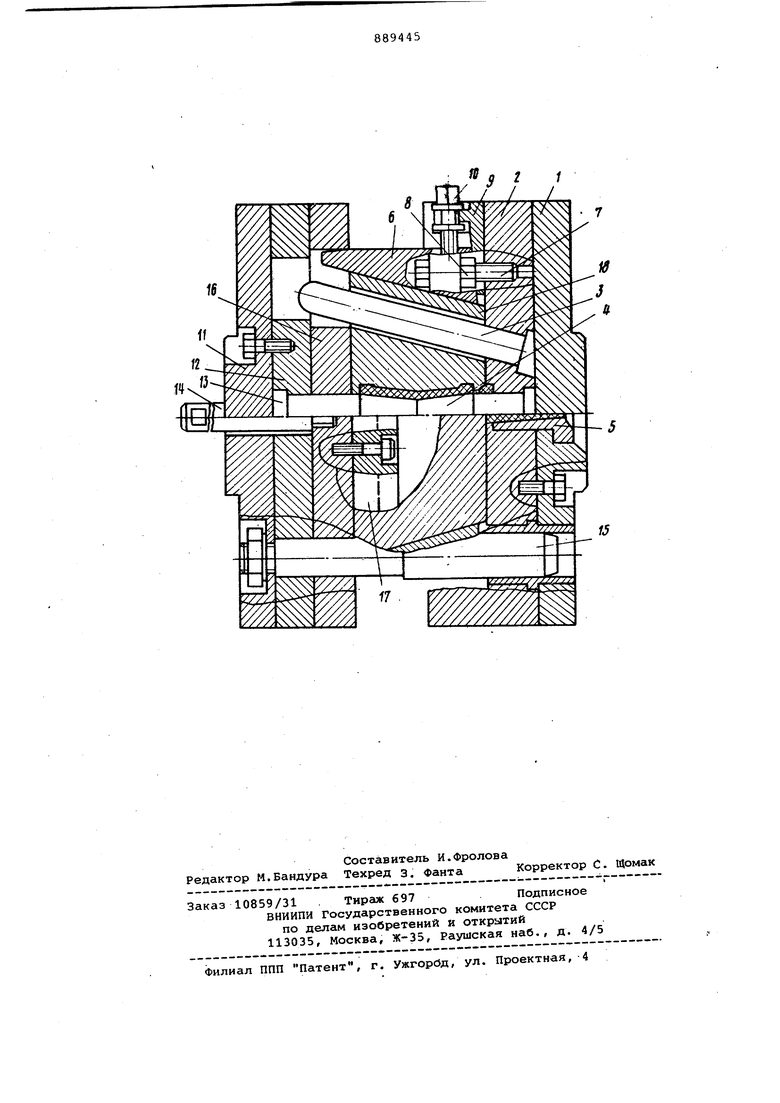
На чертеже изображена предлагаемая форма, общий вид, продольный разрез.
Литьевая форма состоит из подвижной и неподвижной частей. Неподви хная часть содержит установочную плиту 1 и жестко связанную с ней плиту 2.На плите 2 установлены наклонные штьгри 3, пуансон 4 и литниковая втулка 5. Запорные клинья б закреплены болтами 7 и зафиксированы гайками 8 на плите 2. Между запорными клиньями 6 и неподвижной плитой 2 вертикально расположены дополнительные клинья 9 с регулировочными винтами 10.
ЧТодвижна часть форгиол содержит установочную плиту 11, жестко связанную с ней плиту 12 с пуансоном 13 и толкателем 14, подвижно встроенным в нем. На плите 11 закреплены центрирующие штырм 15f на которых установлена подвижная плита 16 съема, жестко связанная с толкатедшм 14 направляющими 17. Направляющие 17 служат для перемещения полуматриц 18. В рабочем положении при закрытой форме запорные клинья б поджимают полуматрицы 18.
Литьевая форма работает следующим образом,
В собранном виде литьевая форма устанавливается на литьевой мгилине. Через литниковую систему производится впрыск разогретого материала. После охлаждения материала литьевая форма раскрывается. При движении подвижной части форгл по мере выбора зазора между наклонным штырем 3 и отверстиями в полуматрицах 18 начинается раскрытие полуматриц 18. При перемещении подвижной части формы концы запорных клиньев 6 выходят из зацепления с подвижной плитой 16 и полуматрицы 18 раздвигаются на расчетную величину, необхолимую для съема деталей.
При раскрытии формы до крайнего положения толкатель 14, упираясь в упор толкателя литьевой машины, передает движеиие подвижной плите 16, которая, перемещаясь по центрирующим Штырям 15, обеспечивает съем деталей с пуансонов 13.
в условиях эксплуатации в результате износа смыкающихся поверхностей полуматриц 18 и запорных клиньев 6 появляется зазор по разъему полуматриц 18. Устранение его обеспечивается регулировкой запорных клиньев без съема формы с литьевой машикы. Регулировка осуществляется следую14им образом. Освобождают фиксирующие гайки 8 и на некоторую величину вывинчивают болты 7, после чего ввертыванием регулировочных винтов 10 подвигают дополнительные клинья 9 под запорные клинья 6, обеспечивая их перемещение в направлении подвижной части формы. В результате зазор по 5 разъему устраняется и положение запорного клина 6 фиксируется болтом 7 и гайкой 8.
Применение данной литьевой форма Q позволяет быстро, без дополнительных затрат, без снятия формы с литьевой машины, устранить зазор по разъему полуматриц, тем самым увеличивается срок службы формы до среднего ремонта, повышается эффективность использования и сокращаются эксплуатационные затраты примерно на 30%.
Формула изобретения
Литьевая форма для изготовления изделий с поднутрениями, содержащая подвижную плиту с раздвижньл 1и полуматрицами, пуансон, выталкивающую
5 систег1у и неподвижную плиту с закрепленными в ней с возможностью перемещения запорными клиньями и наклонными штырями, взаимодействующими с полуматрицами, отличающаяся
0 тем, что, с целью увеличения долговечности формы, она снабжена закрепленными на неподвижной плите дополнительными клиньями, установленными перпендикулярно запорным клиньям и взаимодействующими наклонной поверхностью с запорными клиньями, а противоположной поверхностью с неподвижной плитой, причем дополнительные клинья закреплены с возможностью перемещения. f Источники информации,
принятые во внимание при экспертизе
1.Литьевые формы для деталей из термопластов. Каталог-справочник. М., ЦНИИТЭстроймаш, 1978, с. 275,
5 рис. 189.
2.Литьевые формы для деталей из термопластов. Каталог-справочник,М., ДНИИИТЭстрОймаш, 1978, с. 274,
рис. 188 (прототип).
3 г 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1423411A1 |
| Литьевая форма для изготовления пластмассовых изделий с поднутрением на наружной поверхности | 1988 |
|
SU1597279A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Литьевая форма для полимерных изделий | 1978 |
|
SU691309A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |