Изобретение относится к области получения формованных материалов из композиций на основе эпоксидных смол и может найти применение при изготовлении изделий сложной конфигурации в единичном или мелкосерийном производстве, например, при получении шаблонов волноводов для прокладки волноводных трасс на различных радиотехнических изделиях, медицинских приборах, и т.п., при изготовлении полимерных оболочек, моделей для литья и др.
Технология изготовления волноводов весьма трудоемка, поскольку требует разработки конструкторской документации, ее плазовой проверки, изготовления первичных шаблонов и проверки их на изделии, корректировки чертежей и т.д. Шаблонам отдельных частей волноводной трассы часто придают различную пространственную конфигурацию. При этом могут возникнуть участки с повышенной концентрацией напряжений, в результате чего полученное изделие может иметь пониженную механическую прочность.
Известен способ получения изделия из термореактивных эпоксидных композиций, согласно которому на первой стадии две композиции смешивают в расплаве при температуре 100°С, заливают в жесткую форму и формуют при температуре от 60 до 150°С, а на второй стадии проводят термообработку заготовки, не вынимая ее из формы, при более выслкой температуре.
Недостатком данного способа является необходимость применять специальные формы из дорсгосгоящих термостойких ма3 сл
&
го
териалов и невозможность подгонки конфигурации на конкретном изделии.
Наиболее близким по технической сущности к изобретению является способ формования изделий путем смешения эпоксидной диановой смолы с аминным от- вердителем, помещения смеси в форму и отверждения, Для реализации способа требуется использование специальных форм и литьевых машин, поэтому применение его для единичных изделий индивидуальной конфигурации нецелесообразно.
Цель изобретения - упрощение изготовления изделий с заданной индивидуальной конфигурацией.
Поставленная цель изобретения достигается тем, что в способе формования изде- лий из эпоксидных композиций, включающем смешение эпоксидной диановой смолы с аминным отвердителем, помещением в форму с последующим отверждением, выдержку композиции в форме осуществляют до степени конверсии 30-40% при 15-бО°С, после чего заготовку извлекают из формы, придают заданную конфигурацию и проводят окончательное отверждение вне формы,
С целью повышения прочностных характеристик, заготовку после извлечения из формы растягивают на 20-30% от первоначальной длины.
Способ осуществляется следующим образом.
Жидкую эпоксидную смолу смешивают с отвердителем, пластификатором, наполнителем, др. компонентами, заливают в форму предварительного формования и выдерживают при комнатной (15-30°О или умеренной температуре (30-60°С) до дости - жения степени отверждения 30-40%, При этом полимерная (олигомерная) композиция переходит из жидкого в вязко-пластическое состояние, в котором заготовку можно извлечь из разъемной формы без нарушения толщины слоя и монолитности. Причем, композиция находится в вязко-пластическом состоянии в течение промежутка времени, необходимого для реализации предлагаемого способа в оптимальных условиях. Это достигается выбором состава композиций и температурно-временными режимами формования. Так, в используемых эпоксидных композициях отвердитель вводится в количествах несколько меньших стехиометрических количеств (в расчете на эпоксидное число эпоксидной смолы). Кроме того, исключается использование катализаторов отверждения, и других добавок ускоряющих реакцию сшивания при нормальной, пониженной или умеренной температурах, Например, целесообразно использовать заниженное количество поли- этиленполиамина (8-9 м. частей вместо 11-12 м. частей на 100 г смолы ЭД-20, при
применении эпоксидно-полиамидноамин- ной композиции (60 мае.ч. ЭД-20 + 40 мае,ч. ПОО-300) не вводят, как это обычно принято, катализатор. В результате, в первом случае период вязко-пластического состояния
соответствует 18ч вместо 6 ч, а во втором - 16 ч вместо 8 ч.
Степень предварительного отверждения эпоксидной композиции определяют на образцах-свидетелях по калибровочному
графику зависимости, например, деформируемости образца при сжатии под действием небольшой постоянной нагрузки - от степени отверждения. Для этого можно использовать прибор для термомеханического исследования полимерных образцов или сжимающий пластометр.
Если требуется повышенные прочностные характеристики изделий, то полученную заготовку деформируют растяжением
на 20-30% первоначальной длины, придают требуемую конфигурацию без использования специальных форм. Для этого также не требуется прикладывать высокие давления и температуру.
Затем проводят затвердевающее отверждение композиции,
Пример 1. Получение плоской одноосной ориентированной отливки.
Состав композиции: эпоксидная смола
ЭД-22 - 60 мае.ч., полиамидоаминная смола ПОЗОО - 40 мае.ч., позволяющий удлинить пластическое состояние до 16ч. Операции: Обезжиривают и собирают разъемную
форму, на ее рабочие поверхности наносят антиадгезионную смазку марки КВ-3.
Заливают приготовленную жидкую композицию (с небольшим избытком) и закрывают форму. Выдерживают форму при
температуре 20 ±5°С в течение 12-16 ч так, чтобы степень отверждения составляла 35 ±2%.
Разнимают форму и извлекают заготовку.
Определяют полученную степень отверждения термомеханическим методом по образцу-свидетелю, формуемому по режиму п.2, и сопоставив с композицией данного состава, полностью отвержденной при выбранной температуре.
Закрепляют заготовку в захваты разрывной машины и растягивают со скоростью 2-5 мм/мин на 20-30%.
Придают заготовке требуемую пространственную конфигурацию с помощью простых унифицированных приспособлений или вручную.
Выдерживают полученное изделие при температуре 20 ± 5°С в течение 1,5-2 сут для завершения отверждения.
Пример 2. Изготовление шаблонов волноводов.
Состав композиции: эпоксидная смола ЭД-20 - 100 мае.ч., полиэтиленполиамин ПЭПА - 8 мае.ч,, позволяющий удлинить пластическое состояние до 6-ч.
Операции:
Обезжиривают и собирают разъемную форму, на ее рабочие поверхности наносят антиадгезионную смазку.
Операции 2-7 аналогичны операциям примера 1, но предварительное формование проводят при 40°С в течение 5-6 ч до степени отверждения 30%, а растягивают заготовку на 20-30%.
С одной стороны заготовки, полученной предварительным формованием устанавливают крепежный фланец.
Закрепляют шаблон волновода унифицированными опорами на несущем изделии, обрезают его до необходимых размеров и устанавливают другой фланец для стыковки со следующим шаблоном вол- новодной трассы.
Пример 3. Изготовление шаблонов волноводов по сокращенному временному циклу. Состав композиции аналогичен примеру 2.
Операции:
Операция 1 аналогична примеру 2.
Заливают приготовленную композицию в форму, закрывают ее и выдерживают при 20 ± 5°С в течение 1,5-2 ч, затем прогрева- ют при 60°С в течение 1-1,5 ч до степени отверждения 40%.
Операции 3-6 аналогичны операциям примера 1, однако, растягивают заготовку на 25%.
Выдерживают изделие при 20 ± 5°С в течение 12-24 ч и далее используют, как шаблон волновода.
Пример 4. Изготовление шаблонов волноводов.
Состав композиции: эпоксидно-крем- нийорганическая смола Декалит - 100 мае.ч., полиамидоаминный отвердитель марки Л-20 - 30 мае.ч., 5 мас.ч, дибутилфта- лата, позволяет удлинить пластическое со- стояние до 48 ч при 20°С.
Операции: аналогичны операциям 1-7 примера 1.
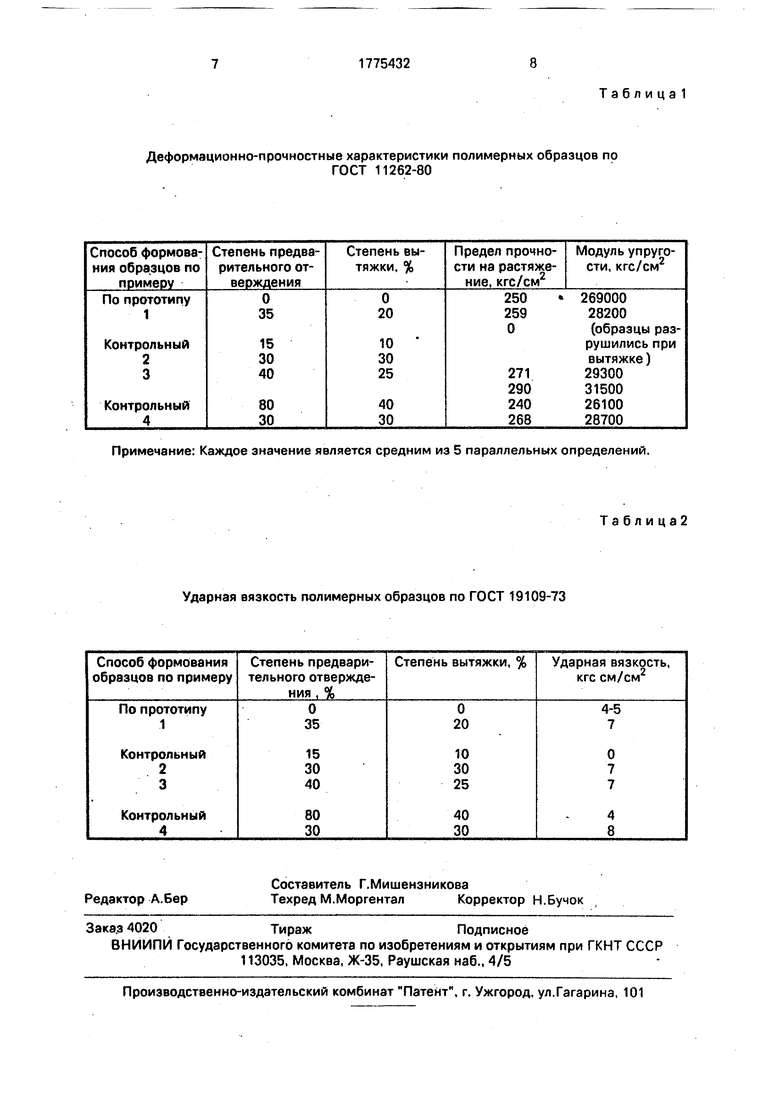
В табл,1 и 2 представлены физико-меха нические показатели образцов, полученных на основе композиций по примерам 1-4, контрольных (в. соответствии с примерами 1 и 3, но со степенью отверждения, выходящей за рамки изобретения) и для образцов на основе композиции по примеру 1, формование которой проведено по способу, принятому за прототип (образцы прямолинейной формы).
Образцы для механических испытаний, формуемые по предлагаемому способу, готовили с помощью вырубного штампа.
Эти результаты показывают, что формование изделий по предлагаемому способу позволяет повысить механическую прочность изделия - по сравнению с прототипом.
Приведенные примеры подтверждают практическую полезность предлагаемого способа, который также может использоваться для изготовления других изделий сложной конфигурации из эпоксидных смол и др. термореактивных полимерных (олиго- мерных) композиций, отверждающихся при комнатной или умеренных (до 60°С) температурах. Так, например, данным способом могут использоваться оболочки и кожуха, модели для получения литьевых изделий, изделия протезной промышленности и др. областей техники.
Достоинством предлагаемого способа является то, что вторая стадия формования термореактивной композиции проводится без применения специальных форм, высоких давлений и температур, обеспечивая получение изделий сложной конфигурации с повышенной механической прочностью.
Формула изобретения
1.Способ формования изделий из эпоксидных композиций, включающий смешение эпоксидной диановой смолы с аминным отвердителем и помещение композиции в форму с последующим отверждением, отличающийся тем, что, с целью упрощения изготовления изделий с заданной индивидуальной конфигурацией, выдержку композиции в форме осуществляют до степени конверсии 30-40% при 15-60°С, после чего заготовку извлекают из формы, придают заданную конфигурацию и проводят окончательное отверждение вне формы.
2.Способ по п.1,отличающийся тем, что, с целью повышения прочностных характеристик, заготовку после извлечения из формы растягивают на 20-30% от первоначальной длины.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него. | 2021 |
|
RU2773075C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2023 |
|
RU2809529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| Расплавное эпоксидное связующее, семипрег на его основе и изделие, выполненное из него | 2022 |
|
RU2803987C1 |
| Расплавное эпоксидное связующее с повышенной влагостойкостью | 2022 |
|
RU2798828C1 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ СОВМЕСТНЫМ ВОЗДЕЙСТВИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ И УЛЬТРАЗВУКА | 2018 |
|
RU2684378C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2251560C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИУРЕТАНОВ | 2001 |
|
RU2199551C2 |
Использование: при изготовлении изделий сложной конфигурации в единичном или мелкосерийном производстве, например, при получении шаблонов волноводов для прокладки волноводных трасс на различных радиотехнических изделиях, медицинских приборов и т.п. Сущность изобретения: эпоксидную смолу смешивают с отвердите- лем, др. компонентами, заливают в форму предварительного формования и выдерживают при умеренной температуре 30-60°С до достижения степени отверждения 30- 40%, после чего заготовку извлекают из формы, придают заданную конфигурацию и проводят полное окончательное отверждение вне формы. Если требуются повышенные прочностные характеристики изделий, то заготовку деформируют растяжением на 25-30% первоначальной длины, придают требуемую конфигурацию без использования специальных форм, Для этого не требуется прикладывать высокие давления и температуру. 2 табл.
Деформационно-прочностные характеристики полимерных образцов по
ГОСТ 11262-80
Примечание: Каждое значение является средним из 5 параллельных определений.
Ударная вязкость полимерных образцов по ГОСТ 19109-73
Таблица2
| Ли X., Невилл К | |||
| Справочное руководство по эпоксидным смолам | |||
| М.: Энергия, 1973, с.228,249. |
