Изобретение относится к изучению процесса движения жидкого металла из головной в хвостовую часть сварочной ванны для определения температурного режима в области кристаллизующегося металла шва и зоне термического влияния сварных соединений.
Известен способ определения направления движения жидкого металла в сварочной ванне, при котором перед переплавом в объеме имитатора создают температурное поле, для чего на поверхность углубления воздействуют источником нагрева в зоне(не совпадающей с зоной воздействия сварочного импульса, без изменения геометрии поверхности углубления Известный способ не позволяет оценить характер движения потоков жидкого металла из головной в хвостовую часть сварочной ванны, т.к частицы маркирующего вещества, попадающие в область столба дуги, оттесняются из области столба дуги в хвостовую часть ванны с большей энергией, чем частицы попадающие в область жидкой прослойки под дугой Соответственно. частицы маркирующего вещества перемещаются в расплаве ванны из головной ее части в хвостовую со скоростью, отличающейся от скорости движения потоков жидкого металла. Следовательно, их распределение в закристаллизовавшемся металле шва не позволит выявить направление движения потоков жидкого металла из головной части ванны в хвостовую.
Известен способ определения направления движения жидкого металла в сварочной ванне, при котором после сварки многократно удаляют со шва слои металла, а рентгеновское просвечивание образца производят после удаления каждого слоя металла. Недостаток приведенного способа состоит в том, что маркирующее вещество при прохождении активного пятна дуги над отверстием, где это вещество содержится. распределяется не по всей области активно го пятна дуги, что можно объяснить его малым количеством Вследствие такого распределения не представляется РОЗМО
НЫМ ПОЛУЧИТЬ ПО/ШУЮ О
(Л
С
4 VJ
О СЛ
Ю Јь
тере движения потоков жидкого металла из головной чясти ванны в хвостовую
Наиболее близким по достигаемому положительному эффекту является способ определения направления движения жидкого металла в сварочной ванне, при котором отверстие высверливают со стороны корня шва, после размещения порошка вольфрама отверстиетлушат пробкой, сварку осуществляют с проплавлением металла до дна отверстия, Недостаток этого способа состоит в том, что отверстие высверливают на расстоянии от оси сварочной ванны. Это позволяет только частично дать оценку направлению движения потоков жидкого металла в ванне, находящегося в отверстии маркирующего вещества недостаточно для его равномерного распределения по всей области активного пятна дуги, расположенной по одной стороне продольной оси ванны. И кроме того плотность маркирующего вещества (вольфрама) значительно больше плотности основного металла, что обеспечивает большую его концентрацию на корневом участке металла шва В совокупности приведенные факторы снижают оценку определения направления движения потоков жидкого металла из головной части ванны в хвостовую.
Цель изобретения - повышение точности оценки определения направления движения потоков жидкого металла Поставленная цепь достигается тем, что способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны, при котором в свариваемом образце со стороны сварки симметрично оси ванны высверливают отверстие, заполняют отверстие маркирующим веществом, заглушают отверстие пробкой, диаметр отверстия берут равным 0,4-0,5 диаметра активного пятна дуги, а высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой.
Предложенный способ позволяет повысить оценку определения направления движения потоков х идкого металла из головной части ванну в хвостовую. Зная направление движения таких потоков можно определить количество тепла, которое эти потоки переносят из головной части ванны в хвостовую. Учег количества тепла перено- симого потоками жидкого металла из головной части ванны в хвостовую, позволит повысить точность определения с помощью ЭВМ, температурного режима в сварных соединениях,
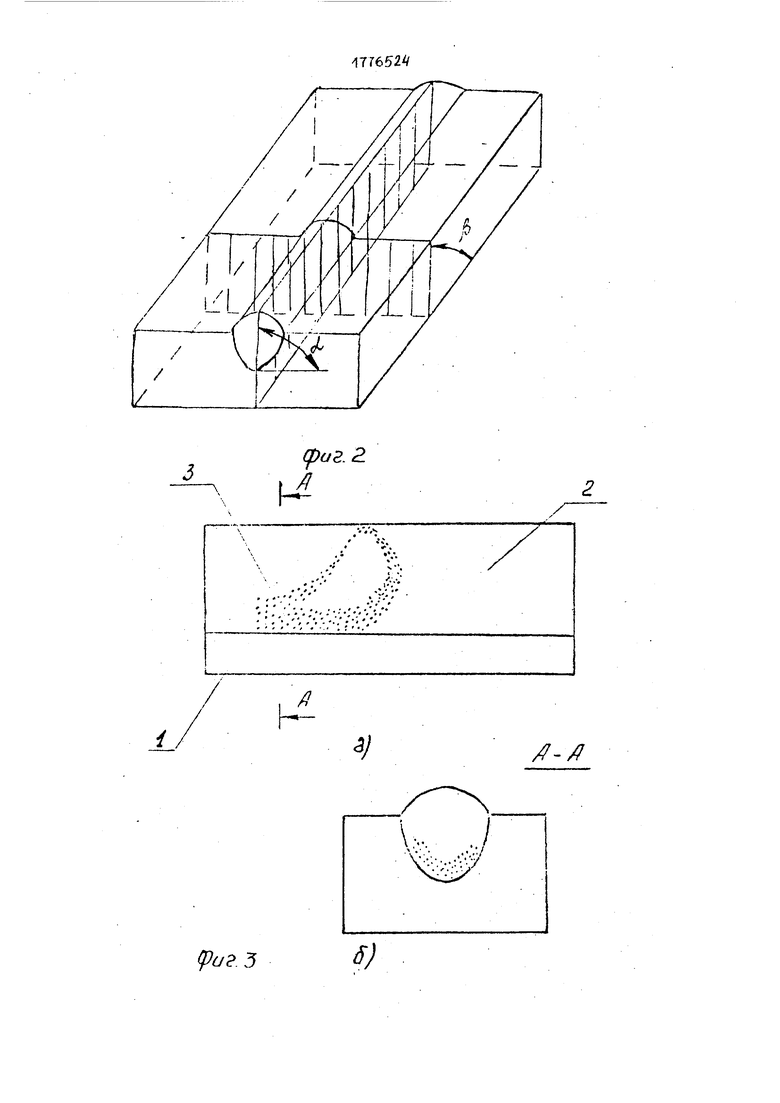
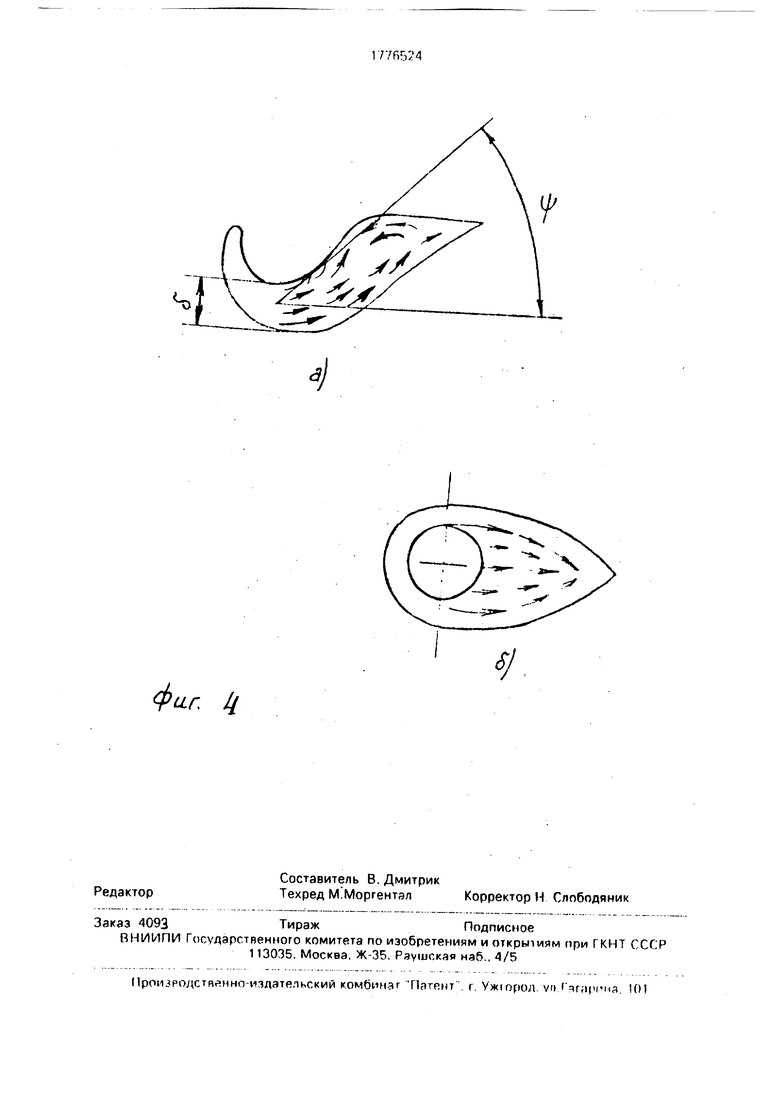
На фиг.1 (а.б) показан образец в исходном состоянии, где 1 - основной металл, 2 отверстие, 3 - расплав сварочной ванны, 4 - активное пятно дуги, 5 - металл шва, б - прутковая пробка, 7 - маркирующее вещество. На фиг. 2 показана схема разреза образцов для рентгеновского просвечивания, позволяющего выявить распределение маркирующего вещества по области металла шва; на фиг.З - схема распределения маркирующего вещества по продольному сече0 нию металла шва, где 1 - основной металл, 2 - металл шва, 3 - маркирующее вещество, распределенное по продольному сечению металла шва. На фиг.4 (а,б) - представлена выявленная схема движения потоков жид5 кого металла из головной части сварочной ванны в хвостовую.
Способ осуществляют следующим образом. На сварочном образце 1 (см. фиг.1 а,б) симметрично по оси ванны со стороны свар0 ки высверливают отверстие 2 с диаметром d и с глубиной К, соответствующей глубине проплавления основного металла Н. Отверстие заполняют на высоту h маркирующим веществом 7 (порошок хрома), плотность ко5 торого близка к плотности основного металла, а температура плавления (1845° С) более высокая. Высоту h принимают равной толщине жидкой прослойки под дугой д. Отверстие заглушают плотной прутковой пробкой
0 6, имеющей одинаковый химсостав с основным металлом, Диаметр отверстия d выбирают таким, чтобы количество маркирующего вещества заполняющего отверстие могло равномерным слоем распре5 деляться по области активного пятна дуги 4. Диаметр d соответствует 0,4-0.5 диаметра активного пятна дуги D.
При ,4D количества маркирующего вещества окажется недостаточно для равно0 мерного его распределения по области активного пятна дуги, т,е. по области образуются участки, где маркирующее вещество будет отсутствовать. Это приведет к неодинаковому и неравномерному захвату
5 маркирующего вещества формирующимися в головной части ванны потоками жидкого металла, движущимися в хвостовую ее часть, что вызовет, соответственно, нарушение сплошности распределения маркирую0 щего вещества в потоках хвостовой части ванны. Таким образом снизится точность оценки определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны. При
5 ,5D маркирующее вещество будет распределяться по области активного пятна дуги с переменной толщиной. При этом формирующиеся в головной части ванны потоки жидкого металла захватывают различ- ное количество маркирующего вещества.
что способствует, соответственно, его большей концентрации на отдельных участках потоков в хвостовой части ванны. Неравномерность концентрации маркирующего вещества затрудняет определение направления движения потоков жидкого металла из головной в хвостовую часть ванны. При выборе высверливаемого диаметра d, составляющего 0,4-0,50, маркирующее вещество распределяется равномерным по толщине слоем по области активного пятна дуги. Формирующиеся в головной части ванны потоки жидкого металла при прохождении фронтом плавления всего объема маркирующего вещества захватывают его одинаковые порции. Это обеспечивает одинаковое распределение маркирующего вещества по потокам в хвостовой части ванны.
Сварку производят на средних режимах VKB. (20-25 м/час). При прохождении фрон- том плавления отверстия на расстоянии от него равном 50-80 мм сварку прекращают. Охлажденный образец, фиг.2 подвергают рентгеновскому просвечиванию под различными углами а иft. Углы аи ft, соответ- ственно составляют 90°, 60°, 30°, 0°. По рентгеновским снимкам определяют распределение, маркирующего вещества, характеризующее направление движения потоков жидкого металла из головной части ванны в хвостовую. Затем образец разрезают под углами, которые соответствуют углам рентгеновского просвечивания аи ft (см. фиг,2). Затем, путем травления поверхности шлифа, выявляют распределение маркирующего вещества (фиг.З), характеризующее направление движения потоков жидкого металла из головной в хвостовую часть ванны. Данные, характеризующие направление движения потоков жидкого ме- талла из головной в хвостовую часть ванны, полученные по рентгеновским снимкам, сопоставляют с аналогичными данными, полученными путем травления на шлифах для повышения точности оценки определения направления движения потоков жидкого металла из головной части сварочной ванны в хвостовую, фиг.4.
П р и м е р. На сварочном образце 1 (см. фиг. 1 ,б) со стороны сварки, симметрично по оси ванны высверливают отверстие 2 с диаметром d равным 0,4-0,5 диаметра активного пятна дуги D и с глубиной К, соответствующей глубине проплавления основного металла Н. Отверстие заполняют на высоту h, равную толщине жидкой прослойки под дугой (5, маркирующим веществом 7, порошком хрома, плотность которого близка к плотности стали (основной металл 1).
Отверстие заглушают плотной прутковой пробкой 6, имеющей одинаковый химсостав с основным металлом. Производят с помощью сварочного автомата укладку валика на пластину, расположенную в нижнем горизонтальном положении. Плавящуюся электродную проволоку подают в вертикальном положении. Сварку в среде углекислого газа осуществляют на режиме: 1св. 350-430 А, 1)д 26-28 В. диаметр электродной проволоки ds.np. 2,0 мм, проплав- ление образца примерно 4-5 мм, ширина шва 12-14 мм. толщина жидкой прослойки под дугой примерно 3 мм, скорость сварки VCB. 20-25 м/час. После прохождения активного пятна над отверстием на расстоянии 50-80 мм от отверстия сварку прекращают. Сварочный шов под различными углами а„и Д(где п 1-4). подвергают рентгеновскому просвечиванию. Причем, «1 90°, 90°, 02 pi 60°, оз /9з 30°, ОА 0° Путем рентгеновского просвечивания получают снимки, на которых по рас- пределению маркирующего вещества выявляют направление движения потоков жидкого металла из головной в хвостовую часть сварочной ванны. Данные, характеризующие направление движения потоков жидкого металла из головной в хвостовую часть сварочной ванны,выявленные путем рентгеновского просвечивания сопоставляют с аналогичными данными, выявленными по распределению маркирующего вещества по поверхности шлифа.
Выявили, что движение потоков жидкого металла из головной в хвостовую часть сварочной ванны имеет сложный характер. Жидкий металл нижнего участка области жидкой прослойки под дугой, равный примерно 0.7 нее толщины д. перемещается из головной в хвостовую часть ванны параллельно изотерме, ограничивающей нижнюю область расплава ванны, фиг.4. Жидкий металл верхнего участка прослойки, примерно 0.3 (5, перемещается из головной части ванны в хвостовую под углом Ц к изотерме.ог- раничивающей верхнюю область расплава ванны (см. фиг.4).
Данные, характеризующие направление движения потоков жидкого металла из головной в хвостовую часть сварочной ванны, используют при численном решении с помощью ЭВМ сопряженной тепловой задачи для твердой и жидкой фаз сварных соединений. Решение такой задачи позволит повысить точность прогнозирования условий формирования структуры металла шва и зоны термического влиянич для новышения механических и эксплуатационных свойств сварных соединений.
Формула изобретения Способ определения направления движения потока жидкого металла из головной в хвостовую часть сварочной ванны, при котором в свариваемом образце со стороны сварки симметрично оси ванны высверливают отверстие, заполняют отверстие маркирующим веществом, заглушают отверстие пробкой, отличающийся тем. что, с целью повышения точности оценки определения направления движения потоков жидкого металла, диаметр отверстия берут равным 0,4-0,5 диаметра активного пятна дуги, а высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой.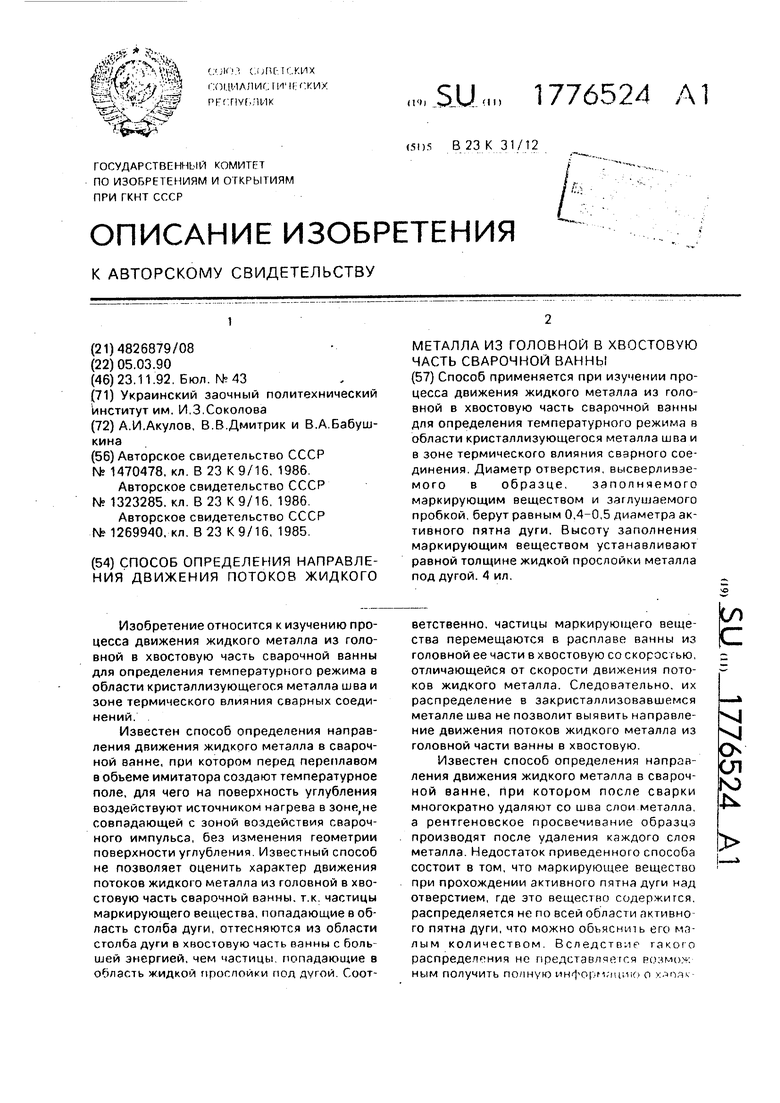
Способ применяется при изучении процесса движения жидкого металла из головной в хвостовую часть сварочной ванны для определения температурного режима в области кристаллизующегося металла шва и в зоне термического влияния сварного соединения. Диаметр отверстия, высверливаемого в образце, заполняемого маркирующим веществом и заглушаемого пробкой, берут равным 0,4-0,5 диаметра активного пятна дуги. Высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой. 4 ил.
фиг.
S)
I/ //
Ј end
(
I/
н
Г) гп(Ь
Г
W59JII
4
W 4
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
