nU
Изобретение относится к сварке и может быт использовано при исследовании сварочных процессов.
Цель изобретения - удешевление и упрощение способа определения направления движения жидкого металла в сварочной ванне.
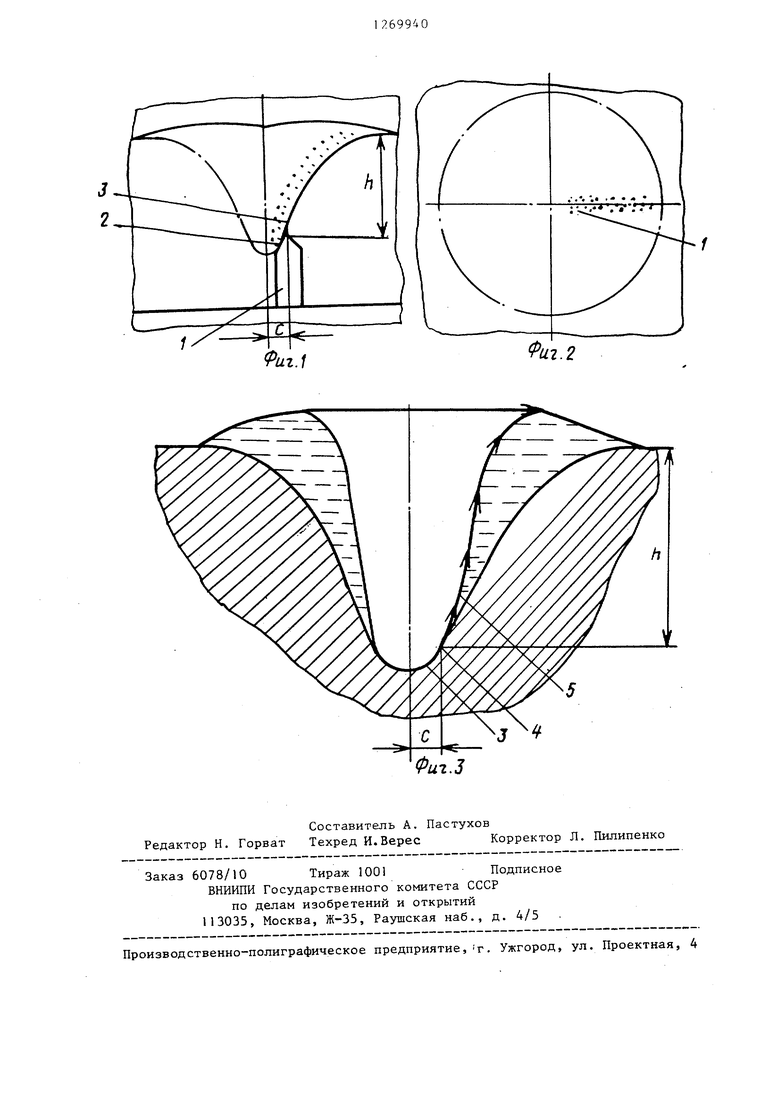
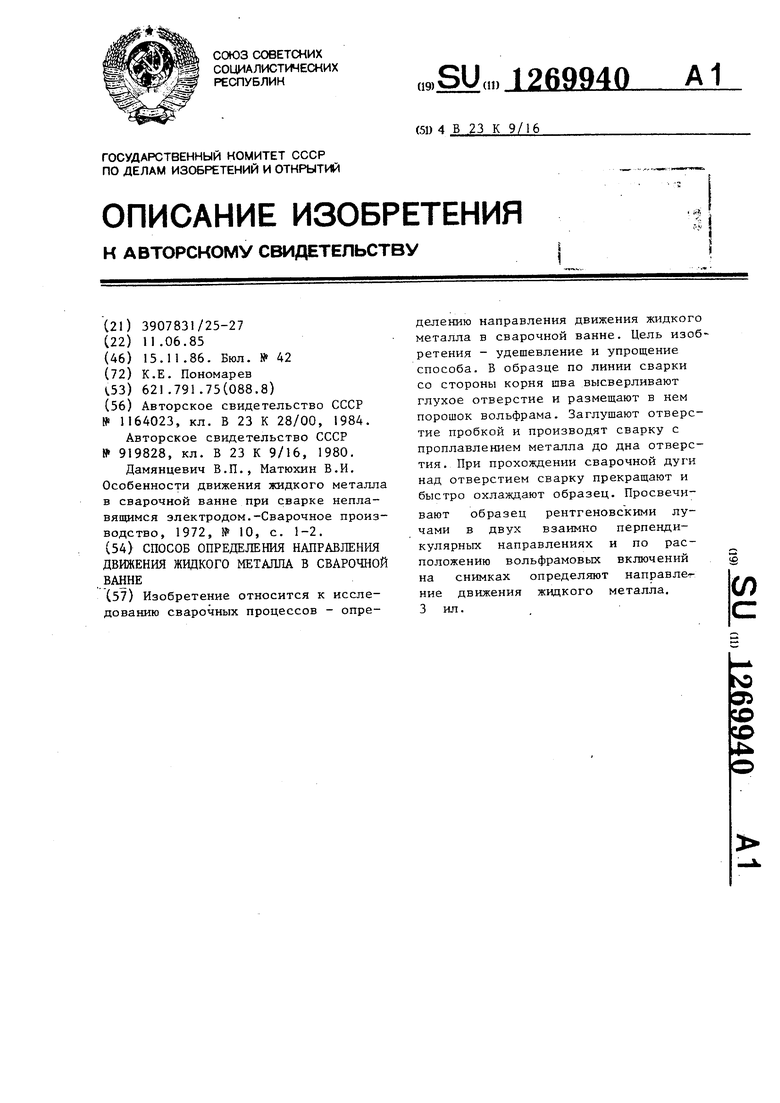
На фиг. показан вид сварной точки, полученный фотопечатью с рентгеновского снимка, при просвечивании образца параллельно его лицевой поверхности; на фиг. 2 - вид сварной точки, полученный при просвечивании образца перпендикулярно лицевой поверхности; на фиг. 3 - схема движения жидкого металла в сварочной ванне .
Способ осуществляют следующим образом.
В исследуемом образце высверливают глухое отверстие 1 (.фиг. 1) со стороны корня щва на расстоянии С от оси сварочной ванны, размещают в отверстие порощок вольфрама и заглущаю пробкой (иа фиг. 1 не показана), на лицевой стороне образца над отверстием наносят метку, производят сварку образца, проплавляя металл на глубину h до вершины отверстия 2, при этом порошинки вольфрама начинают перемещаться вдоль стенки сварочной ванны 3. В момент прохождения сварочной дуги над меткой отверстия 1 сварку прекращают и металл принудительно охлаждают, в результате чего металл сварочной ванны быстро кристаллизуется, а порощинки вольфрама не успевают осесть на дно сварочной ванны.
Затем просвечивают образец рентгеновскими лучами в двух взаимно перпендикулярных направлениях и получают два снимка (фиг. 1 и 2), по которым строят траекторию движения жидкого металла в сварочной ванне, берущую, начало в точке истечения 4 {фиг. З) на глубине h от поверхности и расстоянии от поверхности С. Траектория движения 5 жидкого металл а указывает на характер перемещения жидкого металла из корня шва на свободную поверхность расплава.
Пример . Изучали движение жидкого металла в сварочной ванне на образцах из титанового сплава толпданой 6 мм, просверливали отверстие
диаметром 2 мм на глубину 2,5 мм, а сварку вели с ироплавлением металла на глубину 4 мм. После помещения порощка вольфрама заглушали отверстие пробкой из титана. Вольфрамовый электрод располагали точно под отверстием по метке и включали сварочную дугу в среде аргона в импульсном режиме: ток 380 А, продолжительность импульса тока 0,28 с.
После первого импульса тока образец мгновенно начинали охлаждать (залили водой). После высушивания образца производили рентгеновское просвечивание, располагая рентгеновс кую трубку сбоку и сверху образца, и проводили анализ изображений на рентгеновских снимках. Для лучшего выявления траектории движения металла в сварочной ванне перед рентгеновским просвечиванием удаляли пробку из отверстия и остатки порошка вольфрама.
Использование изобретения позволяет удешевить и упростить способ определения движения жидкого металла в сварочной ванне.
Формула изобретения
Способ определения направления движения жидкого металла в сварочной ванне,при котором в образце нормально к его поверхности по линии сварки высверливают глухое отверстие и размещают в нем порошок вольфрама, производят сварку образца, заканчивая ее в момент прохождения сварочной дуги над отверстием, просвечивают рентгеновскими лучами сварной шов в двух взаимно перпендикулярных направлениях и получают два снимка, а по расположению вольфрамовых включений на снимках определяют направление движения жидкого металла, о т л и ч ающий с я тем, что, с целью удешевления и упрощения способа, отверстие высверливают со стороны корня шва, после размещения порошка
вольфрама отверстие глушат пробкой, на лицевой стороне образца наносят метку отверстия, сварку осуществляют с проплавлением металла до дна отверстия и после ее окончания произJ водят принудительное охлаждение образца.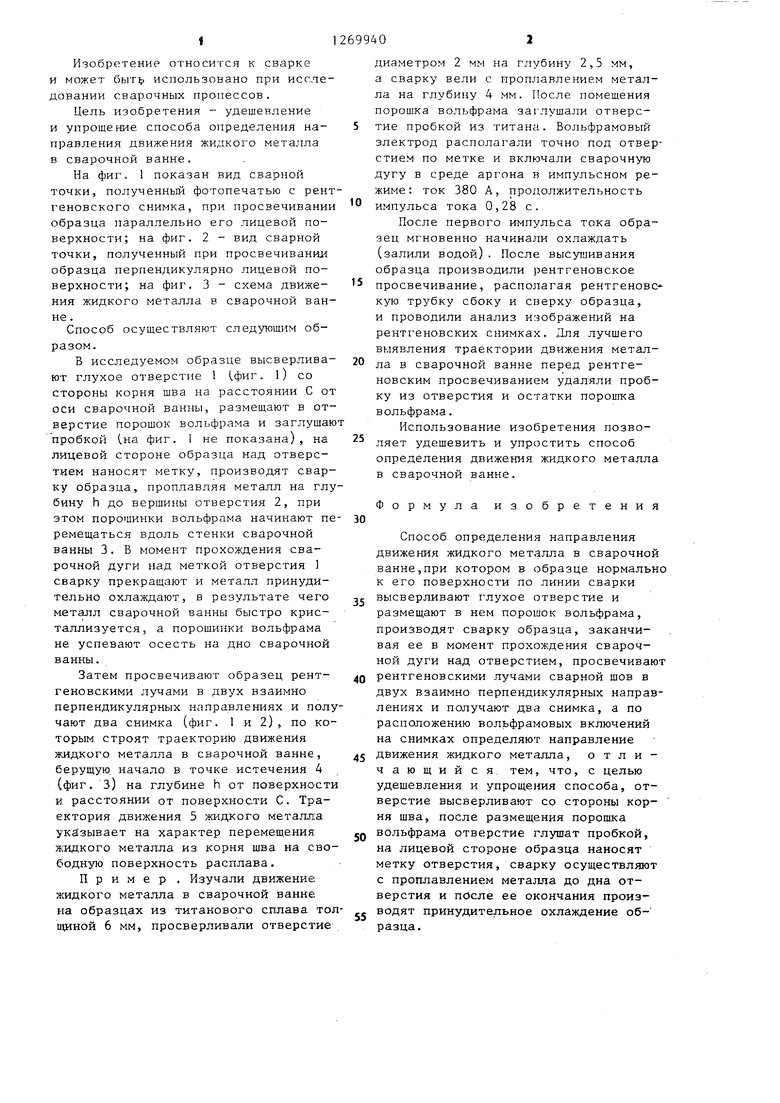
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323285A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1323286A1 |
| Способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны | 1990 |
|
SU1776524A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ЖИДКОГО МЕТАЛЛА В СВАРОЧНОЙ ВАННЕ | 1990 |
|
RU2093330C1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| Способ создания искусственного дефекта в сварном соединении | 1989 |
|
SU1742010A1 |
| Способ удаления дефектов металла | 1984 |
|
SU1234125A1 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| Способ оценки склонности сварочных материалов к образованию пор | 1984 |
|
SU1164023A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ определения изотермы кристаллизации сварочной ванны | 1980 |
|
SU919828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дамянцевич В.П., Матюхин В.И | |||
| Особенности движения жидкого металла в сварочной ванне при сварке неплавящимся электродом.-Сварочное производство, 1972, № 10, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
