Изобретение относится к области обработки термопластичных материалов и может быть использовано в различных отраслях народного хозяйства для автоматизации процесса соединения деталей заклепками из термопластичных материалов с применением серийно выпускаемых станков с числовым программным управлением.
Цель изобретения - расширение технологических возможностей путем обеспечения использования в станках с ЧПУ.
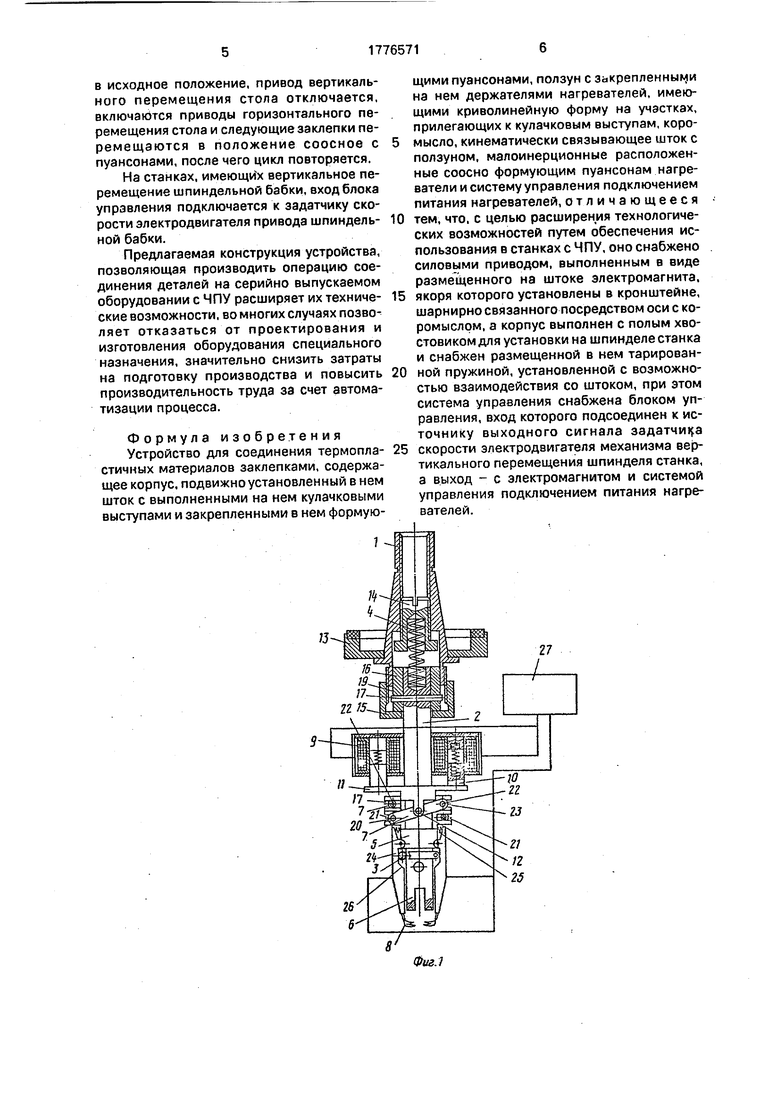
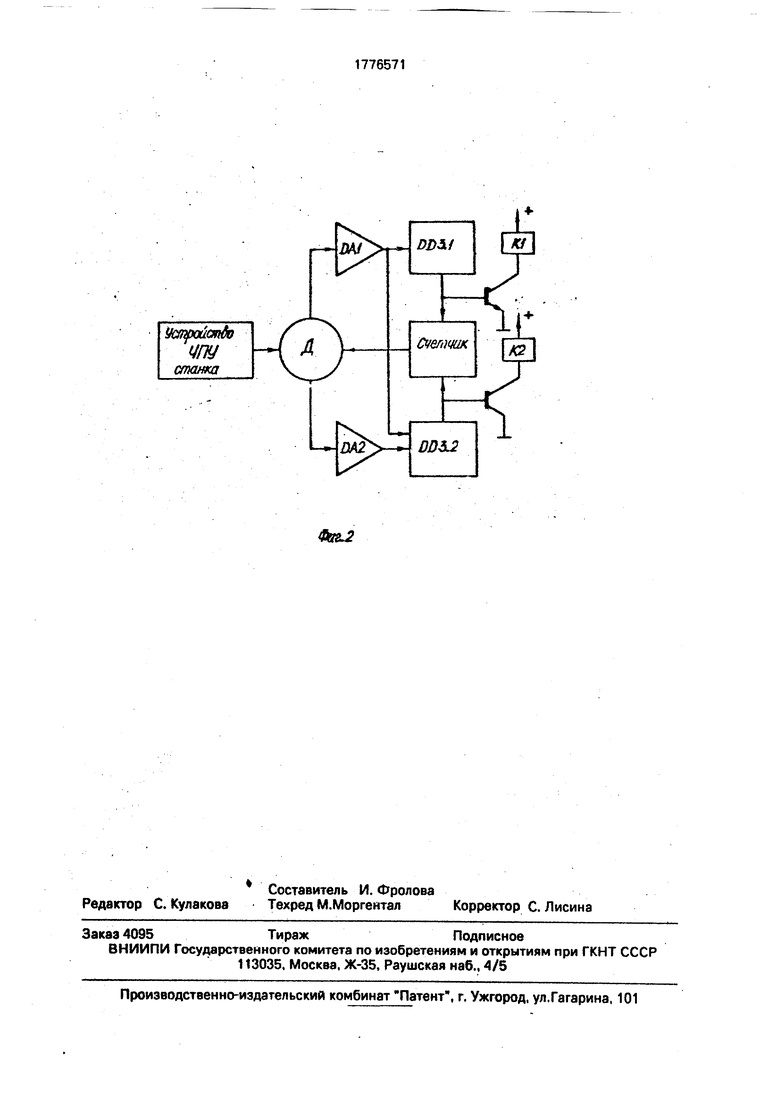
На фиг.1 изображено заявляемое устройство, продольный разрез; на фиг, 2блок-схема блока управления устройством.
Устройство содержит корпус 1, выполненный с полым хвостовиком для установки на шпинделе станка подвижно установленный в нем шток 2 с выполненными на нем кулачковыми выступами 3 и тарированной пружиной 4, установленной с возможностью взаимодействия со штоком, ползун 5 с закрепленными в нем формирующими пуансонами 6, коромысла 7, кинематически связывающие шток с ползуном, малоинерционные располженные соосно формующим пуансонам нагревателем 8 и силовой привод, выполненный в виде размещенного на штоке 2 электромагнита 9, якоря 10 кото- рого установлены на кронштейне 11 шар- нирно-связанного посредством оси 12 с коромыслом, На корпусе 1 закреплена полумуфта 13с кольцом фрикционного материала. Для обеспечения необходимого усилия осаждения в корпусе установлен винт 14 и гайка 15 с втулкой 16, в котором зафиксирован шток 2 при помощи штифта 17. Длина штифта 17 выполнена больше диаметра втулки 18, а концы штифта размещены в пазах 19 корпуса 1 и препятствуют повороту штока 2 при его осевом перемеа ении гайкой 15.
Кинематическая связь ползуна 5 со штоком 2 осуществляется за счет пальцев 20 закрепленных вна коромыслах 7, которые взаимодействуют с пазами 21, выполненными на ползуне 5 и пальцев 22 коромысла 7, взаимодействующих с пазами 23, выполненными на штоке 2. Нагреватели 8 уста- новлены на ползуне 5 посредством держателей 24 снабженных пружиной 25 для прижатия их криволинейной поверхности 26 и кулачковым выступам штока 2.
Устройство снабжено системой управ- ления, включающей блок управления 27, вход которого подсоединен к источнику выходного сигнала задатчика скорости электродвигателя механизма вертикального перемещения шпинделя станка, а выход подсоединен к электромагниту 9 и системой управления подключением питания нагревателей 8.
Устройство работает следующим образом,
Корпус 1 устанавливается в шпиндель станка (например в 72СВФ2) на чертеже не показан), формующие пуансоны 6 ориентируются в нужном положении, и закрепляются. При этом фрикционное кольцо
полумуфты 13 прижимается к корпусу шпиндельной головки станка, препятствуя самопроизвольному повороту шпинделя с закрепленным в нем устройством. В управляющее устройство станка вводится программа работы. При включении станка, рабочий стол (не показан) станка с закрепленным на нем изделием с заклепками перемещается в горизонтальной плоскости, совмещая оси заклепок с осями формующих пуансоном 6. Электромагнит 9 и нагреватели 8 при этом обесточены. Затем включается привод вертикальной подачи стола станка, одновременно сигнал с задатчика скорости электродвигателя поступает на вход блока управления 27 устройством и компаратор DAI (фиг,2) включает первый триггер DD 3.1, который через электронный ключ и реле К1 включает нагреватели 8. После подвода заклепок к нагревателям 8, привод вертикальной подачи стола отключается и происходит разогрев заклепок.
После разогрева заклепок повторно включается электродвигатель вертикальной подачи станка и второй сигнал, поступивший на компаратор DAI включает второй триггер DD 3.2, а триггер DD 3.1 отключает. При этом происходит отключение нагревателей 22 и через электронный ключ и реле К2 включаются электромагниты 11. Якоря 10 втягиваются в катушку, перемещая кронштейн 11 с установленными на нем коромыслами 7. Коромысла 7 поворачиваются относительно пальцев 22, взаимодействующих с пазами 23 штока, а пальцы 20, взаимодействующие с пазами 21 ползуна 5 перемещают его вверх совместно с установленными на нем держателями 24 нагревателей 8. В результате происходит отвод нагревателей 8 от заклепок и одновременно подвод заклепок к формующим пуансонам 6. Подача заклепок к пуансонам осуществляется до тех пор, пока тарированная пружина 4 не сожмется на 1-2 мм, обеспечив необходимое усилие осаждения. После охлаждения замыкающих головок заклепок пуансонами включается привод перемеще- ния стола с установленным на нем изделием вниз. Одновременно сигнал отрицательной полярности с задатчика скорости электродвигателя поступает на компаратор DA2 блока управления, который сбрасывают триггера DD 3.1 и DD 3.2 в исходное положение. Электромагнит 9 при этом отключается с задержкой на 1,5-2 сек, которая необходима для отвода стола станка в исходное положение, после чего нагреватели 8 под действием пружин 25, также возвращаются в исходное положение. После отвода стола с установленным на нем изделием
в исходное положение, привод вертикального перемещения стола отключается, включаются приводы горизонтального перемещения стола и следующие за клепки перемещаются в положение соосное с пуансонами, после чего цикл повторяется.
На станках, имеющих вертикальное перемещение шпиндельной бабки, вход блока управления подключается к задатчику скорости эл е ктро д ви гател я п ри вода ш пи н дел ь- ной бабки.
Предлагаемая конструкция устройства, позволяющая производить операцию соединения деталей на серийно выпускаемом оборудовании с ЧПУ расширяет их техниче- ские возможности, во многих случаях позво- ляет отказаться от проектирования и изготовления оборудования специального назначения, значительно снизить затраты на подготовку производства и повысить производительность труда за счет автоматизации процесса.
Формула изобретения Устройство для соединения термопла- стичных материалов заклепками, содержащее корпус, подвижно установленный в нем шток с выполненными на нем кулачковыми выступами и закрепленными в нем формующими пуансонами, ползун с закрепленными на нем держателями нагревателей, имеющими криволинейную форму на участках, прилегающих к кулачковым выступам, коромысло, кинематически связывающее шток с ползуном, малоинерционные расположенные соосно формующим пуансонам нагреватели и систему управления подключением питания нагревателей, отличающееся тем, что. с целью расширения технологических возможностей путем обеспечения использования в станках с ЧПУ, оно снабжено силовыми приводом, выполненным в виде размещенного на штоке электромагнита, якоря которого установлены в кронштейне, шарнирно связанного посредством оси с коромыслом, а корпус выполнен с полым хвостовиком для установки на шпинделе станка и снабжен размещенной в нем тарированной пружиной, установленной с возможностью взаимодействия со штоком, при этом система управления снабжена блоком управления, вход которого подсоединен к источнику выходного сигнала задатчика скорости электродвигателя механизма вертикального перемещения шпинделя станка, а выход - с электромагнитом и системой управления подключением питания нагревателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения термопластичных материалов заклепками | 1987 |
|
SU1445979A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Установка для прессования изделий из порошков | 1975 |
|
SU518272A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для сборки бортов надувной лодки | 1989 |
|
SU1740191A1 |
| Полуавтоматический станок для пробивки в лекалах отверстий под петли | 1960 |
|
SU138198A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Клепальный пресс | 1989 |
|
SU1620198A1 |
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1998 |
|
RU2136430C1 |
Изобретение относится к обработке термопластичных материалов и может быть ис- пользовано в различных отраслях народного хозяйства для автоматизации процесса соединения деталей заклепками из термопластичных материалов с применением серийно выпускаемых станков с ЧПУ. Цель изобретения - расширение технологических возможностей путем обеспечения использования в станках с ЧПУ. Для достижения цели изобретения устройство, содержащее корпус, подвижно установленный в нем шток с выполненными в нем кулачковыми выступами и закрепленными в нем формующими пуансонами и посредством держателей нагреватели, коромысло, кинематически связывающие шток с ползуном, снабжено силовым приводом, выполненным в виде размещенного на штоке электромагнита, якоря которого установлены в кронштейне, шарнирно связанного посредством оси с коромыслом, а корпус выполнен с полым хвостовиком для установки на шпинделе станка и снабжен размещенной в нем тарированной пружиной, установленной с возможностью взаимодействия со штоком. Система управления снабжена блоком управления, вход которого соединен с источником выходного сигнала задатчика скорости электродвигателя механизма вертикального перемещения шпинделя станка, а выход - с электромагнитом и системой управления подключением питания нагревателей. По заданной программе заклепки, установленные в деталях, перемещаются в положение, соосное с формирующими пуансонами, и перемещаются вертикально к нагревателям. При включении вертикального перемещения блок управления включает нагреватели. После подвода заклепок к нагре- вателям делается остановка для их разогрева, затем снова включается вертикальное перемещение заклепок. Блок управления при этом отключает нагреватели и включает электромагниты, которые отводят нагреватели в нерабочее положение, а разогретые заклепки формуются пуансонами. После охлаждения заклепок изделие возвращается в исходное положение, одновременно блок управления возвращает в исходное положение и нагреватели, после чего цикл повторяется. 2 ил. сл С -ч VI О СЛ vj
75
Уапройапбо
w
станка
| Устройство для соединения термопластичных материалов заклепками | 1987 |
|
SU1445979A1 |
| Солесос | 1922 |
|
SU29A1 |
