Системы программного управления фрезерными станками аналогового типа с занисыо программы на магнитную ленту по методу фазовой модуляции известны. Известны также способы коррекции программы в станках с программным управлением за счет несоответствия диаметров фрез расчетному значению.
Предлагаемая система программного унравления с коррекцней программы фрезерным станком аналогового типа с записью информации иа магнитную леиту по методу фазовой модуляции, позволяющая вводигь коррекцию в программу в процессе обработки деталей за счет несоответствия диаметра фрезы расчетному значению, путем использования дополннтельной дорожки с ииформацией коррекцни для каждой независимой координаты, отличается тем, что информация коррекции вводится в информацию нрограммы в фазовом сумматоре суммарно-разностными фазовыми мостами, что нозволяет нроизводить суммирование ииформации с разностью фаз, достигающей 180°, и обеспечить минимальную паразитную амплитудную модуляцию.
В качестве информации коррекции может иснользоваться ииформация координаты, рассчитанная применительно к диаметру фрезы меньще номинального днаметра с тем условием, чтобы максимальная фазовая разность
между ннформацней коррекцнн и шгформацней программы не превышала 180.
Регулятор автоподстройкн позволяет менять размер обрабатываемой деталн без нзменення нрограммы (в пересчете сдвнга фаз 180 нрограммы) .
Прн нспользованнн этой снстемы, например, в коннровальных станках можно периодическн вносить коррекцию в размеры износа, в некоторых пределах копира, н т. н.
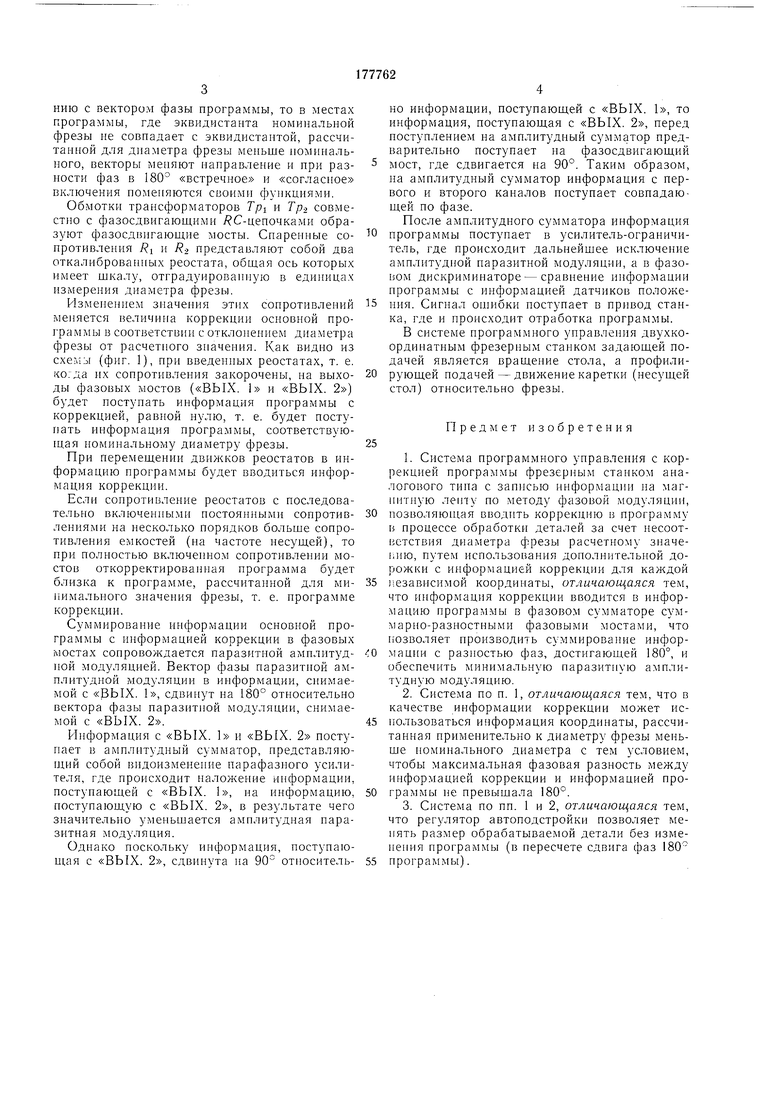
На фнг. 1 показан каскад фазового сумматора; на фиг. 2 - скелетная схема опнсываемой снстемы.
Корректированне нсходной нрограммы происходнт в фазовом сумматоре. Информацию нрограммы н ннфор ацню коррекцнн счнтывают две магнитные головки FI и Го в каждом независимом канале: головка TI-информацию программы, головка А - информацию коррекции. Головки подключены к усилителям иредварительного усиления ннформацнн.
К анодам ламн нодключены трансформаторы н Г/;о, нмеющие по две вторичные обмоткн, нагруженные на фазосдвнгаюидне RCненочки. Первичные обмоткн транс(|юрматорон включены согласно, образуя сумматор. Вторичные обмоткн трансформаторов включены встречно, образуя разностную схему.
нию с вектором фазы программы, то в местах программы, где эквидистанта номинальной фрезы не совпадает с эквиднстантой, рассчитанной для диаметра фрезы меньше номинального, векторы меняют нанравление и при разности фаз в 180° «встречное и «согласное включения поменяются своими функцнями.
Обмоткн трансформаторов Tpi и Тр., совместно с фазосдвигающимн / С-неночками образуют фазосдвнгающне мосты. Спаренные сонротивления Ri и R-2 представляют собой два откалнброванных реостата, общая ось которых имеет шкалу, отградуироваиную в единицах нзмерения диаметра фрезы.
Измеиением зиачепия этих сопротивлений меняется величина коррекции основной программы в соответствии с отклонением диаметра фрезы от расчетиого значения. Как видно из cxciiibi (фиг. 1), при введенных реостатах, т. е. когда нх сопротивлення закорочены, на выходы фазовых мостов («ВЫХ. 1 н «ВЫХ. 2) будет ностунать ииформация программы с коррекцией, равной нулю, т. е. будет поступать ииформация программы, соответствуюшая номинальному диаметру фрезы.
При неремешеннн двнжков реостатов в информацию программы будет вводиться информация коррекции.
Если сонротивление реостатов с последовательно включеииымн ностояииымн сопротивлениями на несколько порядков больше сопротивлеиия емкостей (на частоте несуш,ей), то при полностью включеииом сонротивлении мостов откорректированная программа будет близка к программе, рассчитанной для ми11имальиого значения фрезы, т. е. программе коррекции.
Суммироваине информации основной программы с информацией коррекции в фазовых мостах сопровождается паразитной амнлитудиой модуляцией. Вектор фазы паразитной амплитудной модуляции в информации, снимаемой с «ВЬ1Х. 1, сдвинут на 180° относительно вектора фазы паразитной модуляции, снимаемой с «ВЫХ. 2.
Информация с «ВЫХ. 1 и «ВЫХ. 2 поступает в амплитудный сумматор, нредставляющий собой видоизмеиеиие парафазиого усилителя, где происходит наложение информации, поступающей с «ВЫХ. 1, на информацию, поступающую с «ВЫХ. 2, в результате чего значительно уменьшается амплитудная паразитная модуляция.
Однако поскольку информация, поступающая с «ВЫХ. 2, сдвииута на 90° отиосительно информации, поступающей с «ВЫХ. 1, то информация, поступающая с «ВЫХ. 2, перед поступлением на амплитудный сумматор предварительно поступает на фазосдвигающий мост, где сдвигается на 90°. Такнм образом, на амплитудный сумматор информация с первого и второго каналов поступает совпадающей по фазе. После амплитудного сумматора информация
программы поступает в усилитель-ограничитель, где происходит дальнейшее исключение амплитудиой паразитной модуляции, а в фазовом дискриминаторе - сравнение информации программы с ииформацией датчиков положеиия. Сигиал ошибки поступает в привод станка, где и происходит отработка программы.
В системе программного управления двухкоординатным фрезерным станком задающей подачей является вращение стола, а профилирующей нодачей - движение каретки (несущей стол) относительно фрезы.
Предмет изобретения
1.Система программного унравления с коррекцией программы фрезерным станком аналогового тина с записью информации иа магинтиую ленту по методу фазовой модуляции,
позволяющая вводить коррекцию в программу в процессе обработки деталей за счет иесоответствия диаметра ффезы расчетному зиаче1;ию, путем использования донолнительиой дорожки с ииформацией коррекции для каждой
независимой координаты, отличающаяся тем, что ннформацня коррекции вводится в информацию ирограммы в фазовом сумматоре суммарно-разностными фазовыми мостами, что позволяет нроизводить суммироваиие информании с разиостью фаз, достигающей 180°, и обеспечить мииимальную иаразитиую амплитудную модуляцию.
2.Система по п. 1, отличающаяся тем, что в качестве информации коррекции может использоваться информация координаты, рассчитанная нрнменительно к диаметру фрезы меиьще иоминального диаметра с тем условием, чтобы максимальная фазовая разность между ииформацией коррекции и информацией программы не превыщала 180°.
3.Система по пн. 1 и 2, отличающаяся тем, что регулятор автоподстройки позволяет менять размер обрабатываемой детали без изменеиня ирограммы (в иересчете сдвига фаз 180°
ирограммы).
fsBM 2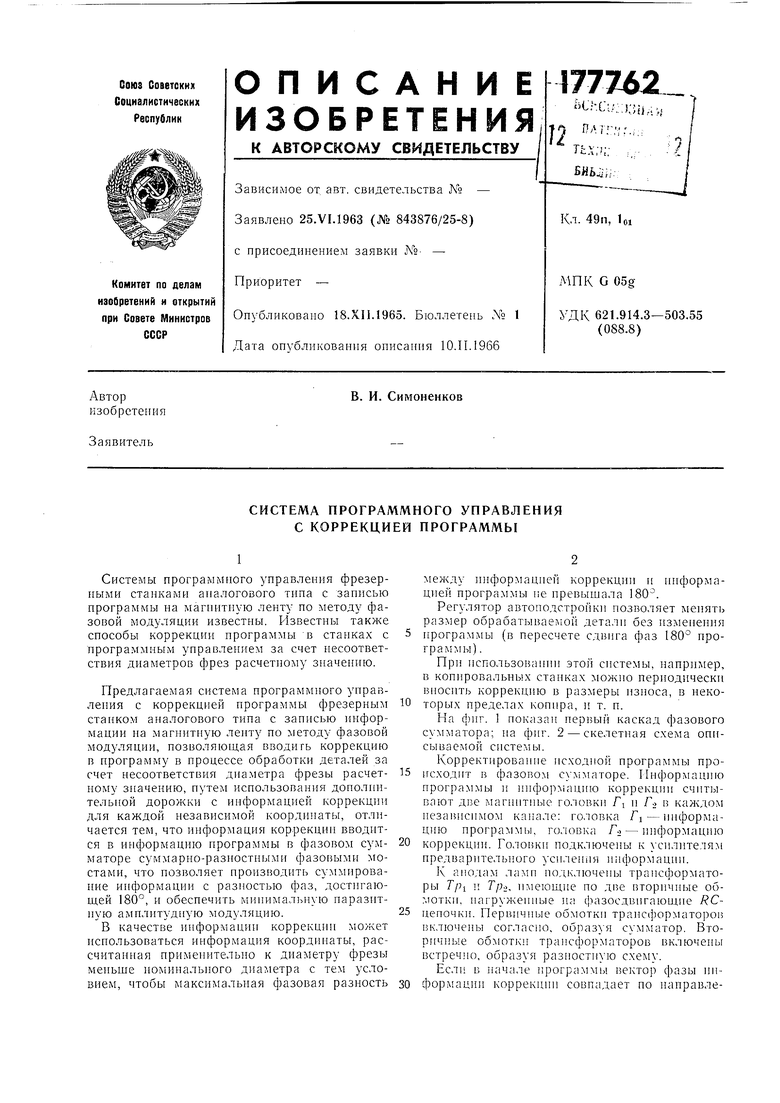
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ВНУТРИШАГОВОГО ДЕЛЕНИЯ ДЛЯ ПОЗИЦИОННБ1Х СИСТЕМ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1970 |
|
SU286462A1 |
| Устройство для управления процессом резания фрезерного станка | 1972 |
|
SU455320A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И ТРАНСЛ1ИССИИ;-Ji^Hihib;VXHH'iiC;K4g5Ио;^'1 | 1972 |
|
SU353169A1 |
| Измерительное устройство к балансировочному станку | 1989 |
|
SU1649328A1 |
| Устройство для автоматической коррекции погрешности фрезерования | 1981 |
|
SU1028473A1 |
| Устройство для адаптивного программного управления металлорежужим станком | 1977 |
|
SU631875A1 |
| Фазо-импульсное устройство для программного управления | 1975 |
|
SU538341A1 |
| Управляемый автогенератор | 1982 |
|
SU1075364A1 |
| Фазовый модулятор | 1977 |
|
SU720679A1 |
| Устройство для программного управления грузотранспортными механизмами | 1976 |
|
SU595742A1 |
Опорный канап
57Фиг.
