Изобретение относится к машиностроению и может быть использовано для контроля зубчатых механизмов, в частности оценки погрешности взаимного положения контактирующих зубьев зубчатых колес.
Известен способ оценки погрешности положения детали конструкции при циклическом нагружении, заключающийся в том, что определяют направление возрастания усталостных повреждений детали, закрепляют на ее поверхности вдоль этого направления датчик усталостных повреждений, проводят тарировочные испытания и по характеристике усталостных повреждений судят о погрешности положения детали
Недостатком способа является его значительная трудоемкость
Наиболее близким к изобретению является способ оценки погрешности положения детали конструкции при циклическом нагружении, заключающийся в том, что определяют направление возрастания усталостных повреждений деталей, закрепляют на поверхности детали вдоль этого направления датчик усталостных повреждений, проводят тарировочные испытания и определяют координату точки максимальных усталостных повреждений, проводят эксплуатационные испытания и по смещению этой точки определяют величину угла перекоса положения детали конструкции, по которой судят о погрешности положения детали.
Недостатком прототипа является низкая информативность оценки погрешности,
VI VJ 00
ел о
т.к. способом можно определить лишь один вид погрешности - угол перекоса.
Целью изобретения является превышение информативности оценки погрешности положения детали за счет учета величины непараллельности положения деталей.
Указанная цель достигается тем, что в способе оценки погрешности положения детали конструкции при циклическом нагру- жении. заключающемся в том, что определяют направление возрастания усталостных повреждений деталей, закрепляют на поверхности детали вдоль этого на- правления датчик усталостных повреждений, проводят тарировочные испытания и определяют координату точки максимальных усталостных повреждений, проводят эксплуатационные испытания и по смещению этой точки определяют величину угла перекоса положения детали конструкции, по которой суДят о погрешности положения детали, при тарировочных испытаниях измеряют длину L распространения усталостных повреждений, их количественную характеристику S в зоне максимальных усталостных повреждений и величину непараллельности у н п , определяют отношение S/L и строят график зависимости S/LOT у нп, при эксплуатационных испытаниях также измеряют величину L и S, вычисляют отношение S/L, по графику зависимости S/L от у,1П определяют величину непараллельности у н п и с учетом этой величины судят о погрешности положения детали конструкции.
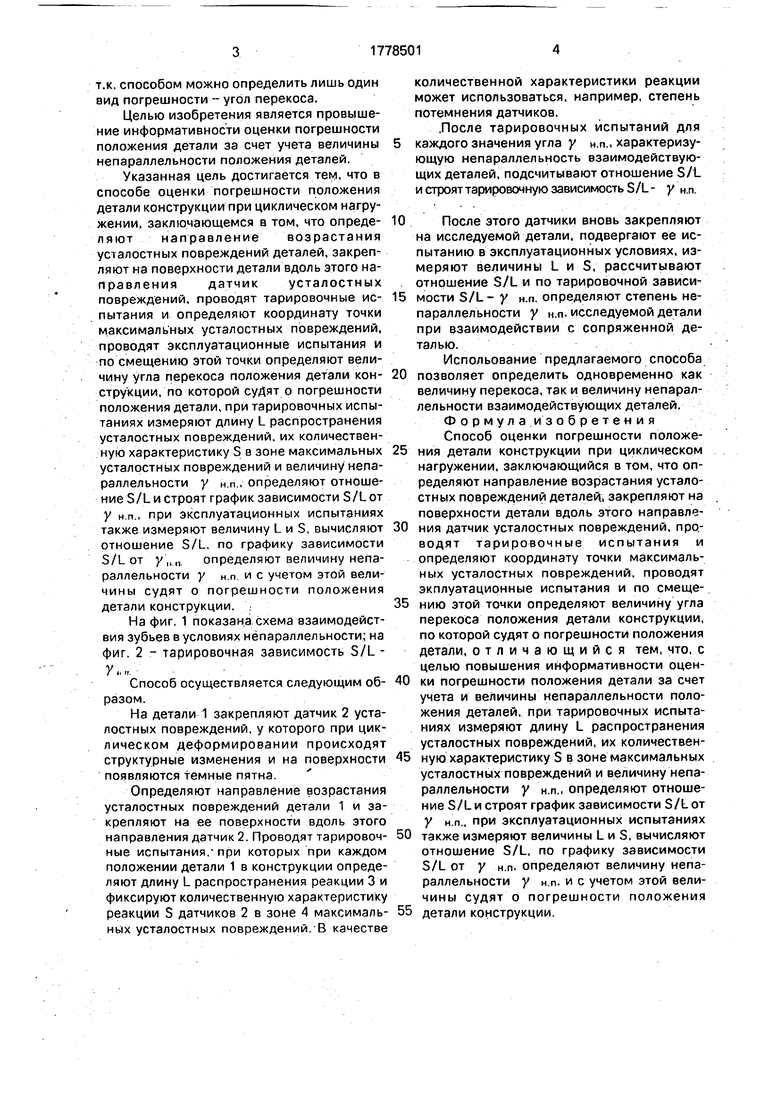
На фиг. 1 показана схема взаимодействия зубьев в условиях непараллельности; на фиг. 2 - тарировочная зависимость S/L У.-г,
Способ осуществляется следующим образом.
На детали 1 закрепляют датчик 2 усталостных повреждений, у которого при циклическом деформировании происходят структурные изменения и на поверхности появляются темные пятна
Определяют направление возрастания усталостных повреждений детали 1 и закрепляют на ее поверхности вдоль этого направления датчик 2. Проводят тарировочные испытания,-при которых при каждом положении детали 1 в конструкции определяют длину L распространения реакции 3 и фиксируют количественную характеристику реакции S датчиков 2 в зоне 4 максимальных усталостных повреждений В качестве
количественной характеристики реакции может использоваться, например, степень потемнения датчиков.
.После тарировочных испытаний для каждого значения угла у н п , характеризующую непараллельность взаимодействующих деталей, подсчитывают отношение S/L и строят тарировочную зависимость S/L - у н п
После этого датчики вновь закрепляют на исследуемой детали, подвергают ее испытанию в эксплуатационных условиях, измеряют величины L и S, рассчитывают отношение S/L и по тарировочной зависимостиЗ/L-y н.п определяют степень непараллельности у н п. исследуемой детали при взаимодействии с сопряженной деталью.
Испольование предлагаемого способа
позволяет определить одновременно как величину перекоса, так и величину непараллельности взаимодействующих деталей. Формула изобретения Способ оценки погрешности положения детали конструкции при циклическом нагружении, заключающийся в том, что определяют направление возрастания усталостных повреждений деталей,, закрепляют на поверхности детали вдоль этого направления датчик усталостных повреждений, проводят тарировочные испытания и определяют координату точки максимальных усталостных повреждений, проводят экплуатационные испытания и по смещению этой точки определяют величину угла перекоса положения детали конструкции, по которой судят о погрешности положения детали, отличающийся тем, что, с целью повышения информативности оценки погрешности положения детали за счет учета и величины непараллельности положения деталей, при тарировочных испытаниях измеряют длину L распространения усталостных повреждений, их количественную характеристику S в зоне максимальных усталостных повреждений и величину непараллельности у н п, определяют отношение S/L и строят график зависимости S/L от у н п . при эксплуатационных испытаниях
также измеряют величины L и S, вычисляют отношение S/L, по графику зависимости S/L от у н п. определяют величину непараллельности у н п. и с учетом этой величины судят о погрешности положения
детали конструкции
Ы 2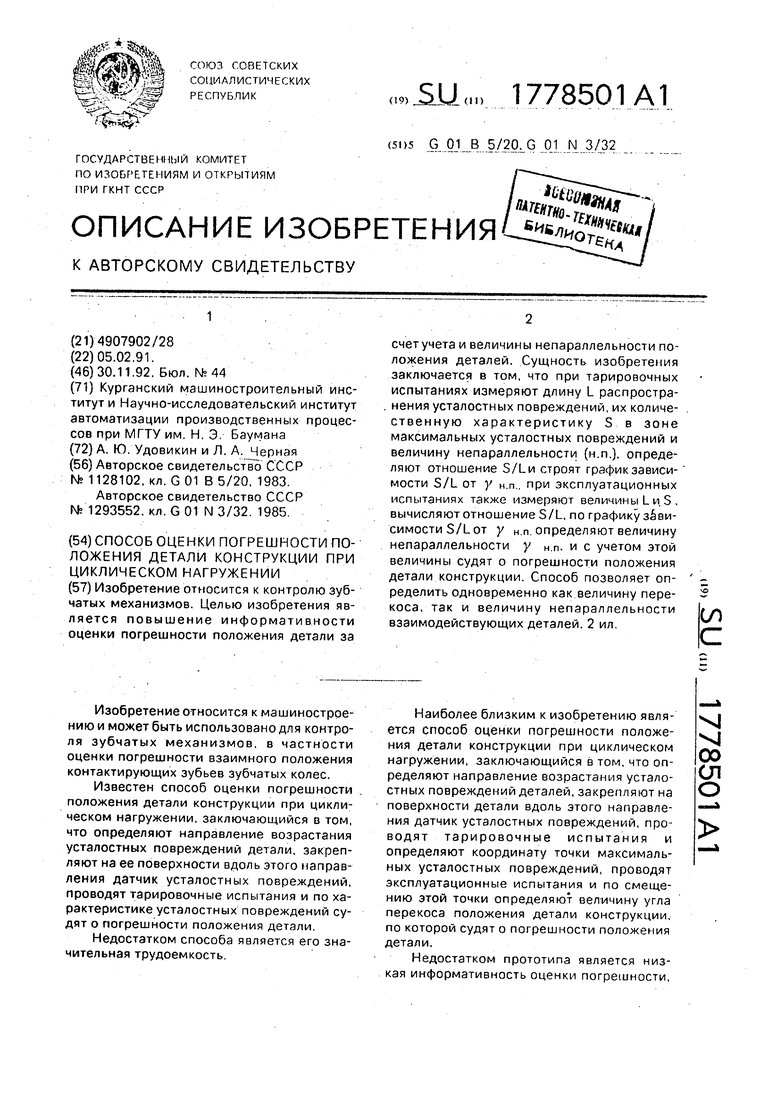
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки погрешности взаимного положения деталей машин при циклическом нагружении | 1983 |
|
SU1128102A1 |
| Способ оценки погрешности положения элементов зубчатых механизмов | 1989 |
|
SU1652804A1 |
| Способ оценки погрешности положения детали конструкции при циклическом нагружении | 1985 |
|
SU1293552A1 |
| Датчик усталостного повреждения | 1989 |
|
SU1714338A1 |
| СПОСОБ УСТАЛОСТНЫХ ИСПЫТАНИЙ МЕТАЛЛИЧЕСКИХ ОБРАЗЦОВ | 2010 |
|
RU2443993C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ В ДЕТАЛЯХ МАШИН | 2001 |
|
RU2212638C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДАТЧИКОВ ДЛЯ КОНТРОЛЯ ЦИКЛИЧЕСКИХ ДЕФОРМАЦИЙ | 2001 |
|
RU2209412C2 |
| Способ прогнозирования остаточной долговечности элементов конструкций | 1987 |
|
SU1585722A1 |
| Способ определения коэффициента концентрации напряжений в зубчатой передаче | 1987 |
|
SU1478039A1 |
| Способ определения эквивалентного коэффициента интенсивности напряжений металлических конструкций | 1987 |
|
SU1612238A1 |
Изобретение относится к контролю зубчатых механизмов. Целью изобретения является повышение информативности оценки погрешности положения детали за счетучета и величины непараллельности положения деталей. Сущность изобретения заключается в том, что при тарировочных испытаниях измеряют длину L распространения усталостных повреждений, их количественную характеристику S в зоне максимальных усталостных повреждений и величину непараллельности (н.п), определяют отношение S/LH строят график зависимости S/L от у н п при эксплуатационных испытаниях также измеряют величины , вычисляют отношение S/L, по графику зависимости S/L от у н п определяют величину непараллельности у н п. и с учетом этой величины судят о погрешности положения детали конструкции Способ позволяет определить одновременно как величину перекоса, так и величину непараллельности взаимодействующих деталей. 2 ил СП с
%
он.л.
| Способ оценки погрешности взаимного положения деталей машин при циклическом нагружении | 1983 |
|
SU1128102A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
