В ид А
О
ьо
«
со
СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Установка для изготовления изогнутых труб | 1986 |
|
SU1433547A1 |
| Трубогибочная машина | 1990 |
|
SU1764738A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Трубогибочный станок | 1985 |
|
SU1269879A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1433589A1 |
Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству. Цель изобретения - увеличение производительности за счет сокращения длительности пауз между циклами изготовления изделий. Трубогибочный комплекс включает трубогибочную машину, устройство (У) 2 загрузки заготовок и выгрузки изделий и магазин трубных заготовок 3. У 2 состоит из приводного цилиндра (ПЦ) 29 продольного перемещения, установленного на каретке (К) 26 в подшипниках с возможностью ограниченного поворота. Снаружи на ПЦ 29 установлены перпендикулярно оси продольного перемещения под углом один к другому цилиндры загрузки 37 и выгрузки 39 У 2. Штоки упомянутых цилиндров имеют захваты 38 и 40 соответственно. На К 26 перпендикулярно оси продольного перемещения жестко закреплены цилиндры 33 ограниченного поворота. Общая плунжеррейка 34 цилиндров 33 ограниченного поворота взаимодействует с зубчатым колесом 42, выполненным на корпусе ПЦ 29. У 2 обеспечивает одновременную подачу трубной заготовки из магазина на позицию гибки и удаления готового изделия на приемный транспортер 47 для складирования. Изобретение позволяет увеличить производительность на 5-7%. 2 з.п.ф-лы, 3 ил.
фиг. 2
Изобретение относится к машиностроению и, в частности, к трубогибочному производству.
Цель изобретения - увеличение производительности путем сокращения длитель- ности паузы между циклами изготовления излелий, а также увеличения долговечности работы устройства загрузки заготовок и выгрузки изделий.
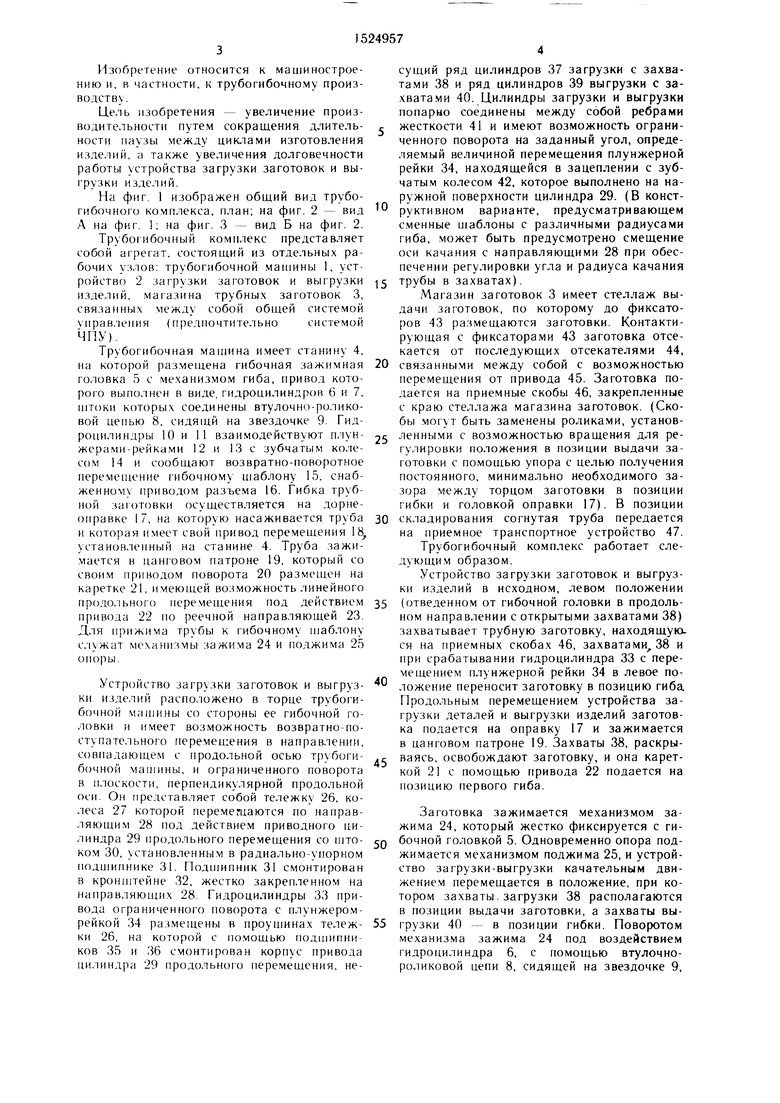
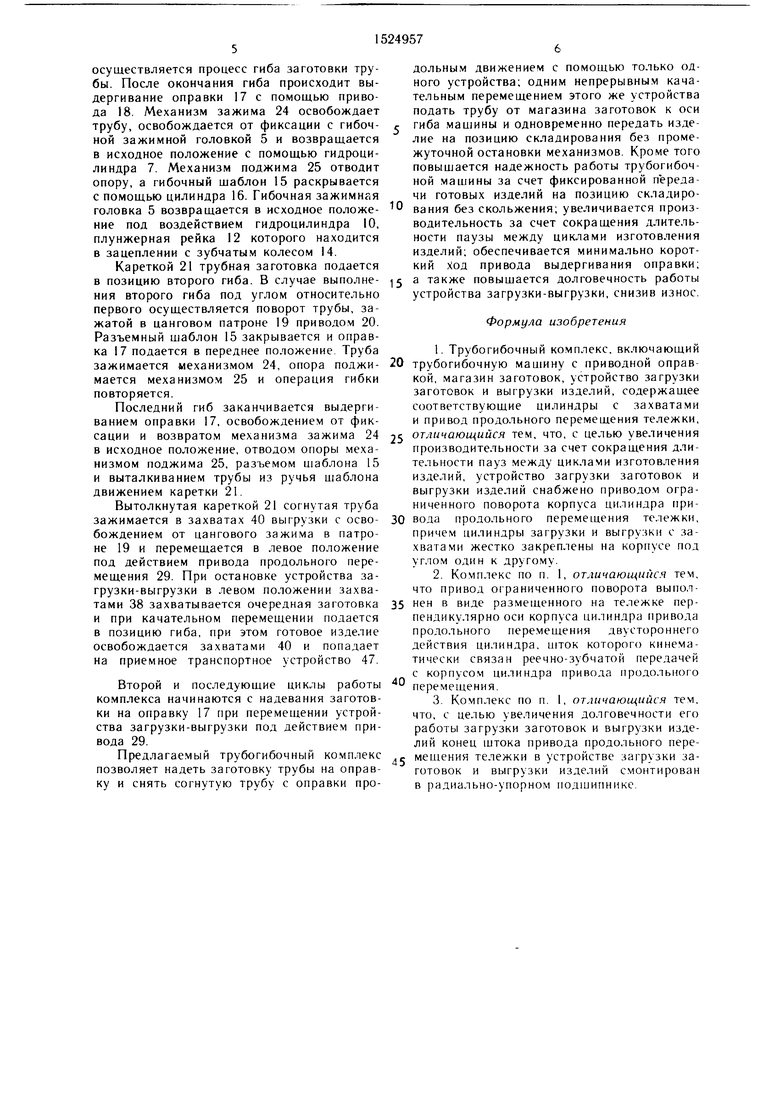
На фиг. I изображен общий вид трубо- гибочного комплекса, план; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
Трубогибочный комплекс представляет собой агрегат, состоящий из отдельных рабочих узлов: трубогибочной , устройство 2 загрузки заготовок и выгрузки изделий, магазина трубных заготовок 3, связанных между собой общей системой управления (предпочтительно системой ЧПУ).
Трубогибочиая машина имеет станину 4, на которой размещена гибочная зажимная головка 5 с механизмом гиба, привод которого выполнен в виде, гидроцилиндров 6 и 7, щтоки которых соединены втулочно-ролико- вой цепью 8, сидящй на звездочке 9. Гидроцилиндры 10 и 11 взаимодействуют плун- жерами-рейками 12 и 13 с зубчатым колесом 14 и сообщают возвратно-поворотное перемещение гибочному шаблону 15, снабженному приводом разъема 16. Гибка трубной заготовки осуществляется на дорне- оправке 17, на которую насаживается труба и которая имеет свой привод перемещения 18, установ,1енный на станине 4. Труба зажимается в цанговом патроне 19, который со своим приводом поворота 20 размещен на каретке 21, имеющей возможность линейного продо,:1ьного пере.мещения под действием привода 22 по реечной направляющей 23. Для прижима трубы к гибочному П1аблону служат механизмы зажима 24 и поджима 25 опоры.
Устройство загрузки заготовок и выгруз- ки изделий расположено в торце трубогибочной машины со стороны ее гибочной головки и имеет возможность возвратно-поступательного перемещения в направлении, совпадающем с продольной осью трубогибочной мап1ины, и ограниченного поворота в плоскости, перпендикулярной продольной оси. Он представляет собой тележку 26, колеса 27 которой переметаются по направляющим 28 под действием приводного цилиндра 29 продольного перемещения со што- ком 30, установленным в радиальпо-упорном подшипнике 31. Подп1ипник 31 смонтирован в кронштейне 32, жестко закрепленном на паправляюп их 28. Гидроцилиидры 33 привода ограниченного поворота с плунжером- рейкой 34 размеп1ены в проушинах тележ- ки 26, на которой с гю.мощью подшипников 35 и 36 смонтирован корпус привода ци,пиндра 29 продольного перемещения, несущий ряд цилиндров 37 загрузки с захватами 38 и ряд цилиндров 39 выгрузки с захватами 40. Цилиндры загрузки и выгрузки попарно соединены между собой ребрами жесткости 41 и имеют возможность ограниченного поворота на заданный угол, определяемый величиной перемещения плунжерной рейки 34, находящейся в зацеплении с зубчатым колесом 42, которое выполнено на наружной поверхности ци пиндра 29. (В конструктивном варианте, предусматривающем сменные шаблоны с различными радиусами гиба, может быть предусмотрено смещение оси качания с направляющими 28 при обеспечении регулировки угла и радиуса качания трубы в захватах).
Магазин заготовок 3 имеет стеллаж выдачи заготовок, по которому до фиксаторов 43 размещаются заготовки. Контактирующая с фиксаторами 43 заготовка отсекается от последующих отсекателями 44, связанны.ми между собой с возможностью перемещения от привода 45. Заготовка подается на приемные скобы 46, закрепленные с краю стеллажа магазина заготовок. (Скобы могут быть заменены роликами, установленными с возможностью вращения для регулировки положения в позиции выдачи заготовки с помощью упора с целью получения постоянного, минимально необходимого зазора между торцом заготовки в позиции гибки и головкой оправки 17). В позиции складирования согнутая труба передается на приемное транспортное устройство 47.
Трубогибочный комплекс работает следующим образом.
Устройство загрузки заготовок и выгрузки изделий в исходном, левом положении (отведенном от гибочной головки в продольном направлении с открытыми захватами 38) захватывает трубную заготовку, находящую- ся на приемных скобах 46, захватами 38 и при срабатывании гидроцилиндра 33 с перемещением плунжерной рейки 34 в левое положение переносит заготовку в позицию гиба Продольным перемещением устройства загрузки деталей и выгрузки изделий заготовка подается на оправку 17 и зажимается в цанговом патроне 19. Захваты 38, раскрываясь, освобождают заготовку, и она кареткой 21 с помощью привода 22 подается на позицию первого гиба.
Заготовка зажимается механизмом зажима 24, который жестко фиксируется с гибочной головкой 5. Одновременно опора поджимается механизмом поджима 25, и устройство загрузки-выгрузки качательным дви- жение.м перемещается в положение, при котором захваты.загрузки 38 располагаются в позиции выдачи заготовки, а захваты выгрузки 40 - в позиции гибки. Поворотом механизма зажима 24 под воздействием гидроцилиндра 6, с помощью втулочно- роликовой цепи 8, сидящей на звездочке 9,
осуществляется процесс гиба заготовки трубы. После окончания гиба происходит выдергивание оправки 17 с помощью привода 18. Механизм зажима 24 освобождает трубу, освобождается от фиксации с гибочной зажимной головкой 5 и возвращается в исходное положение с помощью гидроцилиндра 7. Механизм поджима 25 отводит опору, а гибочный щаблон 15 раскрывается с помощью цилиндра 16. Гибочная зажимная
дольным движением с помощью только одного устройства; одним непрерывным кача- тельным перемещением этого же устройства подать трубу от магазина заготовок к оси гиба машины и одновременно передать изделие на позицию складирования без промежуточной остановки механизмов. Кроме того повыщается надежность работы трубогибоч- ной мащины за счет фиксированной передачи готовых изделий на позицию складироголовка 5 возвращается в исходное положе- 0 вания без скольжения; увеличивается производительность за счет сокращения длительности паузы между цикутами изготовления изделий; обеспечивается минимально короткий ход привода выдергивания оправки; а также повыщается долговечность работы устройства загрузки-выгрузки, снизив износ.
Формула изобретения I. Трубогибочный комплекс, включающий
ние под воздействием гидроцилиндра 10, плунжерная рейка 12 которого находится в зацеплении с зубчатым колесом 14.
Кареткой 21 трубная заготовка подается в позицию второго гиба. В случае выполнения второго гиба под углом относительно первого осуществляется поворот трубы, зажатой в цанговом патроне 19 приводом 20. Разъемный шаблон 15 закрывается и оправка 17 подается в переднее положение. Труба
зажимается механизмом 24, опора поджи- 20 трубогибочную машину с приводной оправмается механизмом 25 и операция гибки
повторяется.
Последний гиб заканчивается выдергиванием оправки 17, освобождением от фиксации и возвратом механизма зажима 24 в исходное положение, отводом опоры механизмом поджима 25, разъемом шаблона 15 и выталкиванием трубы из ручья шаблона движением каретки 21.
Вытолкнутая кареткой 21 согнутая труба
кои, магазин заготовок, устройство загрузки заготовок и выгрузки изделий, содержащее соответствующие цилиндры с захватами и привод продольного перемещения тележки, 25 отличающийся тем, что, с целью увеличения производительности за счет сокращения длительности пауз между циклами изготовления изделий, устройство загрузки заготовок и выгрузки изделий снабжено приводом ограниченного поворота корпуса цилиндра призажимается в захватах 40 выгрузки с осво- 30 вода продольного перемещения тележки,
бождением от цангового зажима в патроне 19 и перемещается в левое положение под действием привода продольного перемещения 29. При остановке устройства загрузки-выгрузки в левом положении захвапричем цилиндры загрузки и выгрузки с захватами жестко закреплены на корпусе под углом один к другому.
Второй и последующие циклы работы комплекса начинаются с надевания заготовки на оправку 17 при перемещении устройства загрузки-выгрузки под действием привода 29.
Предлагаемый трубогибочный комплекс позволяет надеть заготовку трубы на оправку и снять согнутую трубу с оправки про
дольным движением с помощью только одного устройства; одним непрерывным кача- тельным перемещением этого же устройства подать трубу от магазина заготовок к оси гиба машины и одновременно передать изделие на позицию складирования без промежуточной остановки механизмов. Кроме того повыщается надежность работы трубогибоч- ной мащины за счет фиксированной передачи готовых изделий на позицию складирования без скольжения; увеличивается производительность за счет сокращения длительности паузы между цикутами изготовления изделий; обеспечивается минимально короткий ход привода выдергивания оправки; а также повыщается долговечность работы устройства загрузки-выгрузки, снизив износ.
кои, магазин заготовок, устройство загрузки заготовок и выгрузки изделий, содержащее соответствующие цилиндры с захватами и привод продольного перемещения тележки, 5 отличающийся тем, что, с целью увеличения производительности за счет сокращения длительности пауз между циклами изготовления изделий, устройство загрузки заготовок и выгрузки изделий снабжено приводом ограниченного поворота корпуса цилиндра припричем цилиндры загрузки и выгрузки с захватами жестко закреплены на корпусе под углом один к другому.
пендикулярно оси корпуса цилиндра привода продольного перемещения двустороннего действия цилиндра, шток которого кинематически связан реечно-зубчатой передачей с корпусом цилиндра привода продольного перемещения.
47
1Ц 5 8 n 10 6
I / /
, f
JS
46 5S 4i
Bud 6
Фие.д
21 n У
9 10 18 1
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
