Изобретение относится к вагоностроению и касается внешней отделки кузовов подвижного состава.
Известен способ образования сбега на торцах гофров обшивы кузова, заключающийся в том, что торцы гофров предварительно закрывают путем пластической деформации их концевых участков на листовом металле. Устройство для осуществления известного способа включает продольные и поперечные элементы каркасе и обшиву чз гладких и гофрированных листов, прикрепленных к элементам жесткости каркаса (Ва- гоны/Под ред. Кузьмича Л Д. - М.: Машиностроение, 1978, с 87). Концы гофров закрыты сформированными из металла листа переходными элементами, получаемыми штамповкой или методом периодической прокатки заодно с гофрами
Из-за того, что длина гоФров ограничивается размерами штампа или шириной валкой профиле ибочного стана обшива на вагоне состоиг из большого количества соединенных сваркой гофрировэнных листов.
Недостаток известного способа - высокая трудоемкость, связанная с выполнени ем сварочных работ, проведение которых влечет за собой деформацию обшивы и соответственно ухудшение качества наружной поверхности вагона.
За прототип принят способ изготовления сбега на торцах гофров обшивы кузова, заключающийся в том, что предварительно изготовляют присоединительный элемент со сбегом и его соединяют с открытым тор- цем гофров обшивы (патент ГДР № 265867. кл. В 61 D 17/04, 1989) Для изготовления присоединительных элементов гофров в листовой прямоугольной заготовке делают ряды углублений по общим осям с расстоянием между ними соответствующим рабочему шагу гофров По рядам углублений делаются в дальнейшем разрезы заготовки на секции гофров После этого из заготовки делают продольные детали сек ций присоединительных элементов путем разрезания заготовки по каждому ряду углублений Присоединительные элементы
ч
Ч
ю ел
N3 Сд
соединяют свадкой с гофрированной наружной обшивой встык.
Недостатком известного способа является то, что формирование сбега на концах гофров в гофрированных листах обшивы требует выполнения таких трудоемких операций, как заварка и зачистка швов по сложному контуру гофров, ухудшающих качество наружной поверхности обшивы кузова.
Целью изобретения является снижение |рудоемкости изготовления и повышение качества наружной поверхности обшивы кузова.
Указанная цель в способе образования сбега на торцах гофров обшивы кузова, состоящей из гладких и гофрированных соеди- ненных между собой листов путем изготовления присоединительного элемента и его соединения с открытым торцем гофров обшивы, достигается тем, что вначале гофрированные и гладкие листы соединяют между собой внахлест, затем торцы гофров герметично закрывают заглушками с присоединительными элементами, причем заглушка выполнена заодно с присоединительным элементом из полимерного материала.
Особенностью заявляемого способа является то, что перед установкой заглушки с присоединительным элементом кузов окрашивают.
Предложенный способ экономичен, т.к. снижается трудоемкость формирования сбегов на концах гофр, а также улучшается качество наружной поверхности вагона.
Отличителоные особенности заявляемого способа образования сбега на торцах гофров обшивы кузова не были обнаружены в известных объектах аналогичного назначения, что соответствует принятым сейчас критериям изобретения.
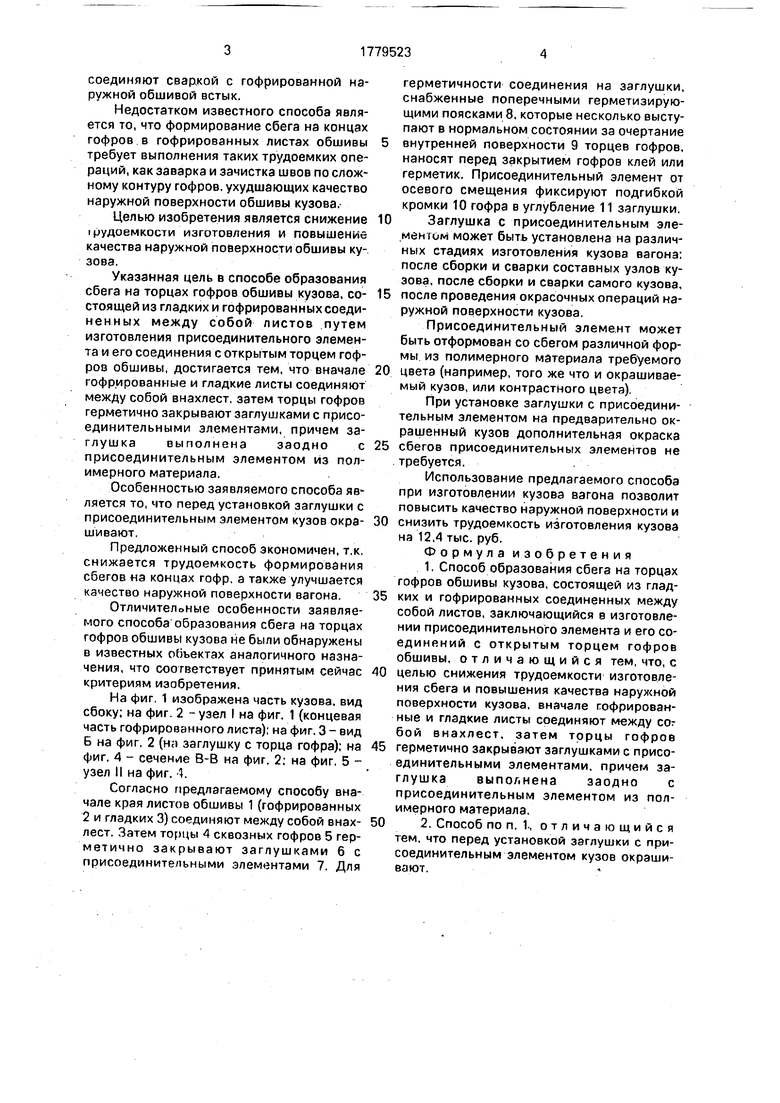
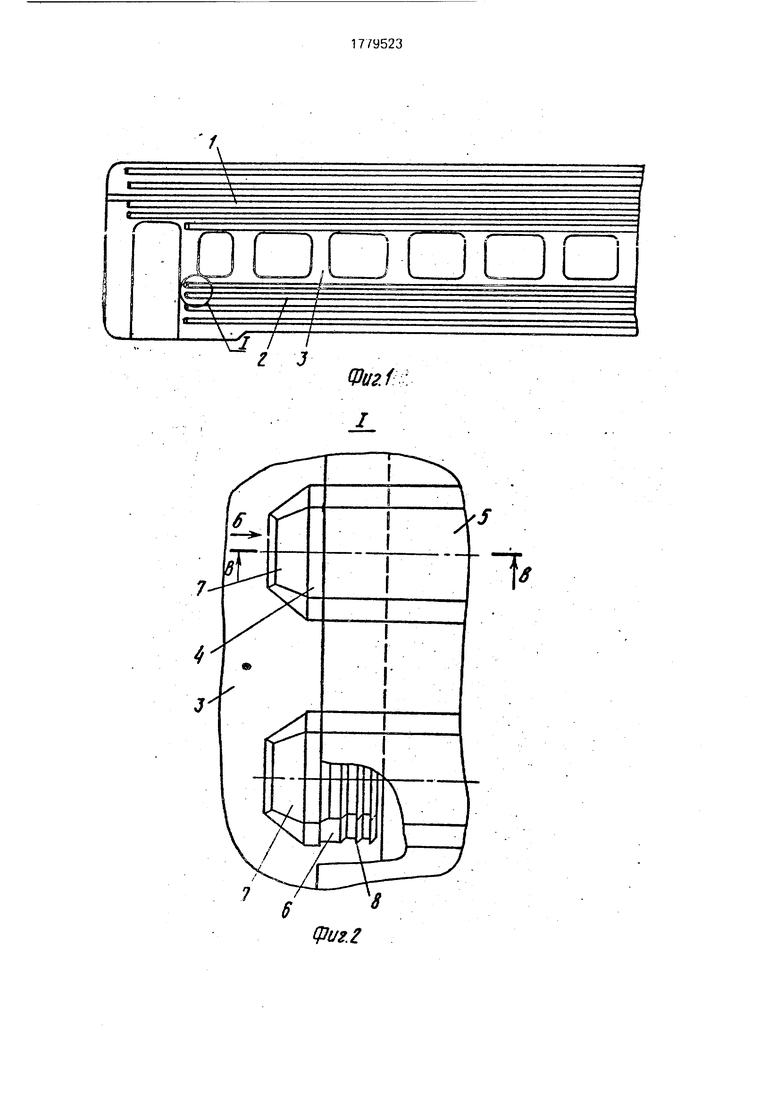
На фиг. 1 изображена часть кузова, вид сбоку; на фиг. 2 - узел I на фиг. 1 (концевая часть гофрированного листа); на фиг. 3 - вид Б на фиг. 2 (ня заглушку с торца гофра); на фиг. 4 - сечение В-В на фиг. 2; на фиг, 5 - узел II на фиг. 4.
Согласно предлагаемому способу вначале края листов обшивы 1 (гофрированных 2 и гладких 3) соединяют между собой внахлест. Затем торцы 4 сквозных гофров 5 герметично закрывают заглушками 6 с присоединительными элементами 7. Для
герметичности соединения на заглушки, снабженные поперечными герметизирующими поясками 8, которые несколько выступают в нормальном состоянии за очертание
внутренней поверхности 9 торцев гофров, наносят перед закрытием гофров клей или герметик. Присоединительный элемент от осевого смещения фиксируют подгибкой кромки 10 гофра в углубление 11 заглушки.
Заглушка с присоединительным элементом может быть установлена на различных стадиях изготовления кузова вагона: после сборки и сварки составных узлоб кузова, после сборки и сварки самого кузова,
после проведения окрасочных операций наружной поверхности кузова.
Присоединительный элемент может быть отформован со сбегом различной формы из полимерного материала требуемого
цвета (например, того же что и окрашиваемый кузов, или контрастного цвета).
При установке заглушки с присоединительным элементом на предварительно окрашенный кузов дополнительная окраска
сбегов присоединительных элементов не требуется.
Использование предлагаемого способа при изготовлении кузова вагона позволит повысить качество наружной поверхности и
снизить трудоемкость изготовления кузова на 12,4 тыс. руб.
Формула изобретения 1. Способ образования сбега на торцах гофров обшивы кузова, состоящей из гладких и гофрированных соединенных между собой листов, заключающийся в изготовлении присоединительного элемента и его соединений с открытым торцем гофров обшивы, отличающийся тем, что, с
целью снижения трудоемкости изготовления сбега и повышения качества наружной поверхности кузова, вначале гофрированные и гладкие листы соединяют между со бой внахлест, затем торцы гофров
герметично закрывают заглушками с присоединительными элементами, причем заглушка выполнена заодно с присоединительным элементом из полимерного материала.
2. Способ по п. 1., отличающийся тем, что перед установкой заглушки с присоединительным элементом кузов окрашивают.
QJt/zf :
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение панели наружной обшивки с концевой стойкой стены кузова вагона | 1989 |
|
SU1729864A1 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2010 |
|
RU2423262C1 |
| Боковая стена полувагона | 2022 |
|
RU2786906C1 |
| Боковая стенка кузова вагона | 1990 |
|
SU1729865A1 |
| Кузов железнодорожного вагона-хоппера | 2018 |
|
RU2709520C1 |
| ВАГОН ДЛЯ ПЕРЕВОЗКИ СЫПУЧИХ ГРУЗОВ | 2000 |
|
RU2194642C2 |
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2201356C2 |
| ВАГОН ДЛЯ ПЕРЕВОЗКИ ЛЕГКОВЫХ АВТОМОБИЛЕЙ, ТАРНО-ШТУЧНЫХ И ПАКЕТИРОВАННЫХ ГРУЗОВ | 2007 |
|
RU2347699C2 |
| ХОППЕР-ВАГОН МОДУЛЬНЫЙ | 2003 |
|
RU2265536C2 |
Использование в вагоностроении для внешней отделки кузовов подвижного состава. Сущность изобретения края гофрированных 2 и гладких 3 листов соединяют между собой внахлест Затем торцы 4 гофров 5 герметично закрывают заглушками 6 с присоединительными элементами 7. причем заглушка выполнена заодно с присоединительным элементом из полимерного материала. Перед установкой заглушки с присоединительным элементом кузов предварительно окрашивают. 1 з п. ф-лы, 5 ил.
фиг. г
MS
Щиг.5
| Патент ГДР № 265867, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
