со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа резервуара с плавающей крышей и устройство для сборки понтонного кольца из коробов при монтаже резервуара с плавающей крышей | 1983 |
|
SU1182143A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1980 |
|
SU912468A1 |
| Резервуар | 1984 |
|
SU1232587A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
Использование: в сварочном производстве для изготовления объемных изделий. Сущность изобретения: короба-модули собирают в смежных ячейках а и б сборочного кондуктора. При сборке осуществляется подгонка друг к другу стыкуемых поверхностей. Затем один из коробов-модулей перемещают на сварочный стенд, а другой короб на его место в кондукторе. В свободной ячейке сборочного кондуктора производят сборку очередного короба-модуля с подгонкой стыкуемой поверхности с поверхностью оставшегося в смежной ячейке короба-модуля. Проверку на герметичность производят на сварочном стенде. 1 з.п. ф-лы, 3 ил.
Изобретение относится к резервуарост- роению и может найти применение при индустриальном изготовлении кольца плавающей крыши резервуара из коробов- модулей.
Известна технологическая линия для изготовления конструкций коробчатого типа, включающая листоразрезную установку, кондуктор для сборки коробов, соединенные между собой роликовыми секциями, стенд-кантователь для сварки коробов, участок для сборки и сварки монтажных блоков из коробов, грузоподъемный механизм 1,
Недостатками известной линии являют- ся:
она не содержит листогибочную машину, что исключает возможность механизации заготовки стенок коробов-модулей с желобообразными краями, например, для резервуара по авт. св. СССР № 1232587;
сварку и опрессовку коробов производят на отдельных участках, что снижает производительность и занимает дополнительную производственную площадь;
изготавливаемые короба-модули до. сборки из них монтажных блоков предварительно не стыкуются, что затрудняет обеспечение точности размеров и геометрической формы коробов-модулей, монтажных блоков, и вызывает дополнительные подгоночные работы при монтаже понтонного кольца, удлиняющие сроки монтажа плавающей крыши.
Целью настоящего изобретения является повышение качества плавающей крыши и производительности поточной линии при одновременном снижении сроков монтажа плавающей крыши и экономии производственных площадей.
VI
vj
О
ел
4
сл
Поставленная цель достигается тем, что поточная линия снабжена установленной перед кондуктором для сборки коробов-модулей листогибочной машиной, кондуктор для сборки коробов-модулей состоит из двух смежных ячеек, каждая из которых имеет опорные ложементы и контурные фиксирующие элементы (стойки), а сварочный стенд-кантователь снабжен пластиной для герметизации полости короба-модуля, имеющей штуцер для присоединения к источнику давления. Сопоставительный анализ с прототипом показывает, что заявляемая поточная линия содержит установленную перед кондуктором листогибочную машину, кондуктор для сборки коробов-модулей состоит из двух смежных ячеек, каждая из которых имеет поддон и контурные фиксирующие элементы, а стенд-кантователь снабжен пластиной для герметизации полости короба-модуля, имеющей штуцер для присоединения к источнику давления.
Таким образом предлагаемая поточная линия соответствует критерию изобретения новизна.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области тех- ники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию существенные отличия.
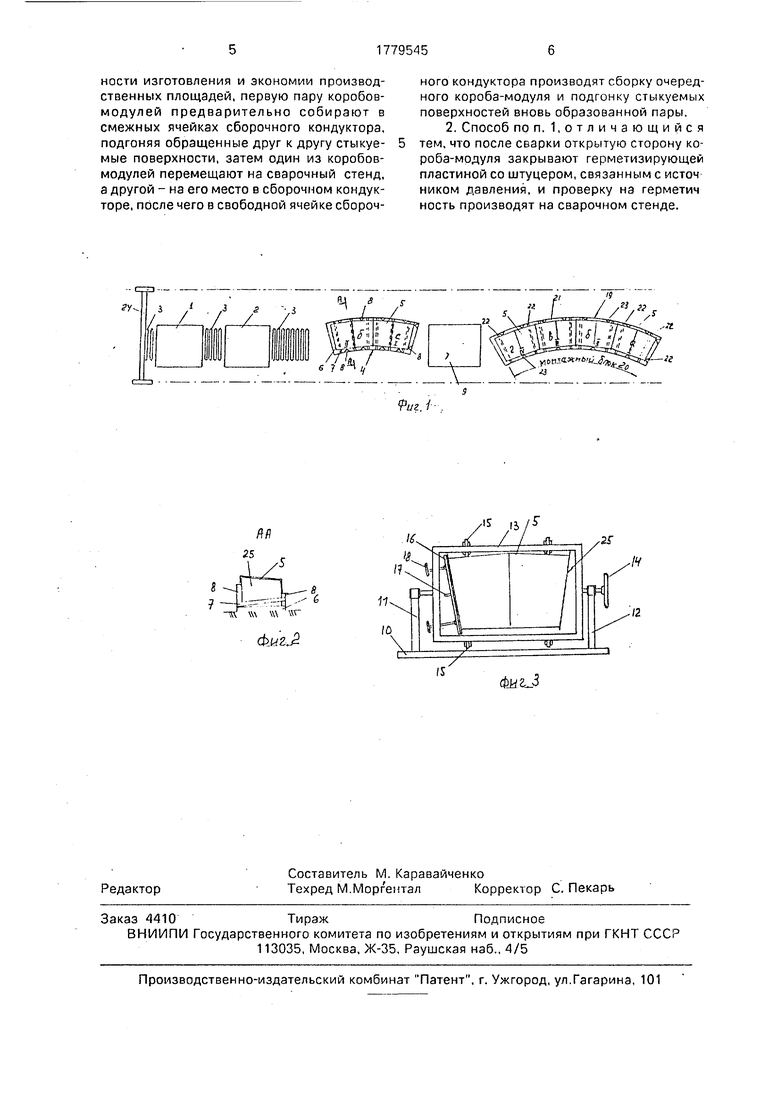
На фиг. 1 показана принципиальная схема поточной линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сварочный стенд- кантователь,
Предлагаемая поточная линия состоит из листоразрезной установки 1, например ножниц, листогибочной машины 2, роликовых транспортеров 3, кондуктора 4 для сборки коробов-модулей 5, который снабжен двумя смежными ячейками а и б, каждый из которых имеет основание б, опорные ложементы 7, контурные фиксирующие элементы 8, сварочного стенда-кантователя 9, имеющего основание 10, стойки 11 и 12, раму 13, привод 14, фиксаторы 15, герметизирующую пластину 16 со штуце- ро м 17 для присоединения к источнику давления, прижимы 18, кондуктора 19 для сборки и сварки монтажного блока 20, который имеет основание 21, опорные ложементы 22, контурные фиксирующие элементы 23, грузоподъемного механизма 24.
Поточная линия работает следующим образом.
Металлические листы для изготовления коробов-модулей 5 грузоподъемным механизмом 24 подают на листоразрезную установку (механические ножницы) 1, где изготавливают заготовки. Заготовки подают на листогибочную машину 2, где производят
отбортовку кромок. Гнутые и плоские заготовки подают в ячейку а контура 4. На прихватах собирают короб-модуль 5 (I). Заготовки подают в ячейку б кондуктора 4. Производят сборку короба-модуля 5 (II),
0 точно стыкуя его (без сварки) с коробом- модулем 5 (I). Короб-модуль 5 (I) с помощью грузоподъемного механизма 24 подают и устанавливают в сварочном стенде-кантователе 9, фиксируя фиксато5 рами 15. Производят сварку всех швов полуавтоматической или автоматической сваркой. Герметизирующей пластиной 16 закрывают открытый торец (другой конец закрыт перегородкой 25 короба). Штуцер 17
0 присоединяют к источнику давления, производят испытание швов на плотность (опрес- совку).
Одновременно с этой операцией короб- модуль 5 (II) из ячейки б пзреставляют в
5 ячейку а кондуктора 4. Производят сборку короба-модуля 5 (III) в ячейке б и т.д. При такой технологии все короба-модули 5 (I, II, III) последовательно проходят предварительную стыковку (подгонку) между собой в
0 кондукторе 4, чем обеспечивается качество и точность геометрической формы монтажного блока 20 и всего понтонного кольца плавающей крыши. После опрессовки короба-модули 5 (I, II, III...) подают в кондуктор
5 19 для сборки и сварки монтажного блока 20 из заданного количества коробов-модулей 5, При этом сборку и сварку монтажного блока 20 производят в последовательности, соответствующей сборке коробов-модулей
0 5 (I, II, III...) в кондукторе 4, т.е. все короба- модули, составляющие монтажный блок, оказываются предварительно уже взаимно подогнанными между собой, что значительно ускоряет сборку монтажных блоков и
5 понтонного кольца и монтаж плавающей крыши резервуара.
Готовые монтажные блоки, собранные из заданного количества коробов-модулей, с указанием (надписью) их порядковых но0 меров, соответствующих очередности их изготовления, отгружают для монтажа плавающей крыши.
Формула изобретения
-
25 с
Л4
,Л
W
ного кондуктора производят сборку очередного короба-модуля и подгонку стыкуемых поверхностей вновь образованной пары.
awbv
yibttizxHb u &b y- гг
к.
IS /4s
/ / д.
,х
У
О
АЧ
11
-12
/о
Ж.
тг
/S
7
| Авторское свидетельство № 916198, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
