(Б) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ ЛИСТОВ В ПОЛОТНИ1ЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU1022797A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
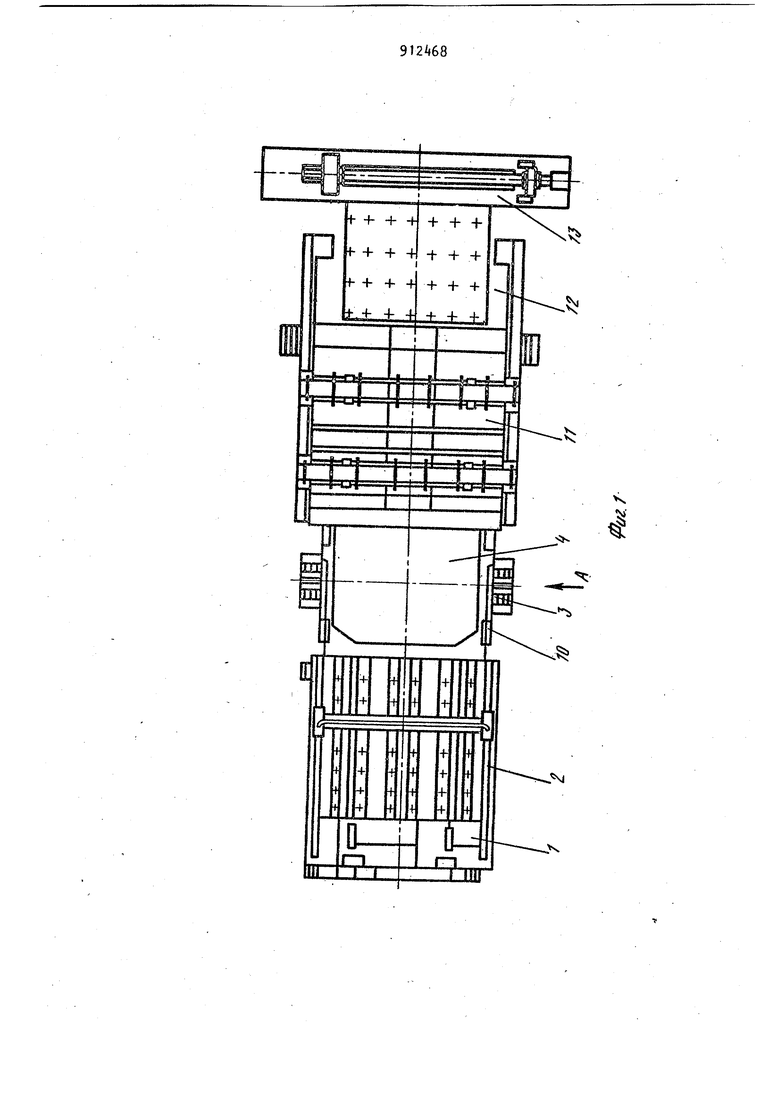
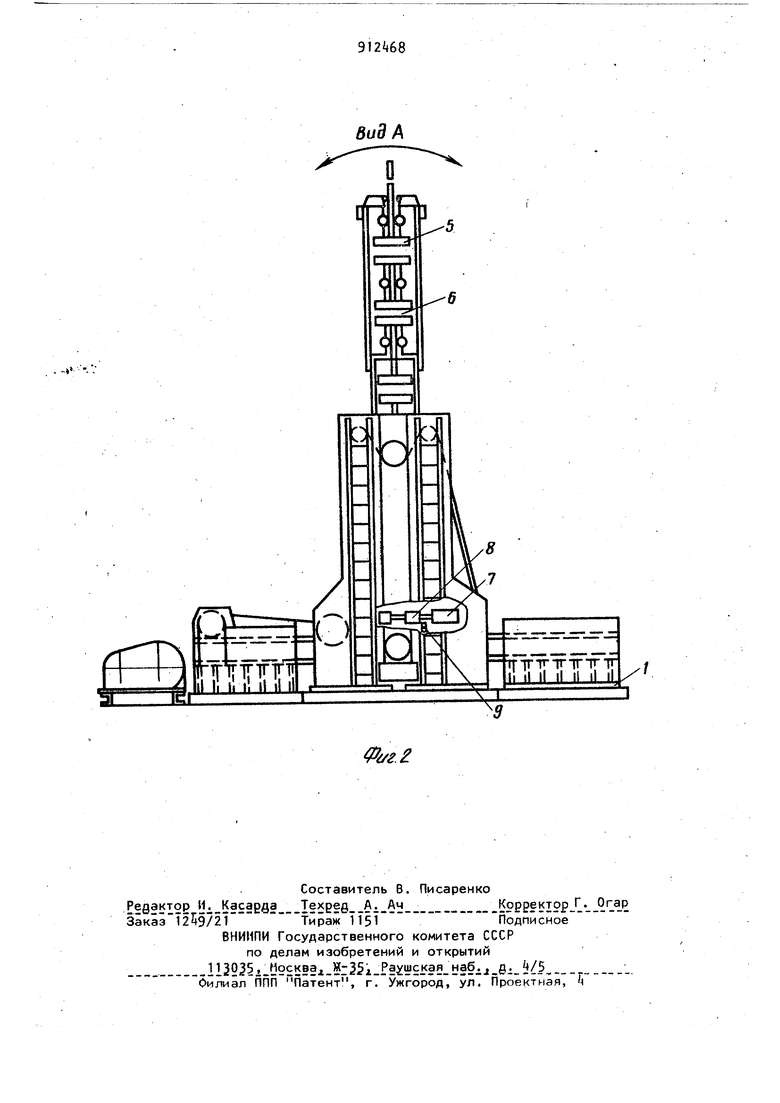
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки листов в по лотнища. Известен стенд для сборки и двусторонней сварки листового металла в полотнища, содержащий параллельные приводные рольганги, две консольноповоротные сварочные колонны, на которых подвешены сварочные головки и прижимные устройства, кантователь, флюсовую подушку и механизм выравнивания листов i 1 1Недостатками этого стенда являются сложность конструкции и невозможность выполнять сборку и сварку полотнища более чем из двух листов. Известна также потомная линия для сборки и сварки листов о полотнища, содержащая смонтированные на основании последовательно стенд сборки полотнищ со шлепперным устройством, приводной кантователь полотнищ с П-о .разной скобой, ось вращения которой (Расположена параллельно основанию, стенд сварки полотнищ со смонтированными на направляющих сварочными головками, соединенные между собой транспортирующим устройством, а также расположенную в конце линии листогибочную машину 2J. Однако эта поточная линия малопроизводительна, так как велико межоперационное время. Цель изобретения - повышение производительности путем сокращения межоперационного времени. Указанная цель достигается тем, что в поточной линии для .сборки и сварки листов в полотнища, содержащей смонтированные на основании последовательно стенд сборки полотнищ со шлепперным устройством, приводной кантователь полотнищ с П-образной скобой, ось вращения которой расположена параллельно основанию, стенд сварки полотнищ со смонтированными на направляющих, сварочными головками. соединенные между собой транспортирующим устройством, а также расположенную в конце линии листогибочную машину, П-образная скоба кантователя оснащена планками, соединяющими боковые торцы П-образной скобы между собой, замыкающая перемычка П-образной скобы выполнена в виде нескольких силовых цилиндров со штоками-, корпуса которых жестко закреплены на одной боковой образующей П-образной скобы, а их штоки выполнены длиной, превьяиающей расстояние между боковыми образующими П-образной скобы, и расположены перпендикулярно образую- ... , . . На фиг. 1 изображена поточная линия для сборки и сварки листов в полотнища, вид в плане; на фиг, 2 вид Л на фиг. 1 . Поточная линия для сборки и сварки листов в полотнища содержит стенд 1. сборки листов в полотнища со шлеппер ным устройством 2, кантователь 3 полотнищ с П-обра зной скобой, выполнен ной из жестко соединенных планками 5 двух боковых образующих 6 и установленных в торце боковых образующих не скольких силовых цилиндров 7 со штойами 8, смонтированные на П-образной скобе путевые выключатели Э, сблокированные с приводами транспортирующего устройства 10 и кантователя 3 полотнищ, стенд 11 сварки полотнищ и расположенный за ним стенд 12 отстоя, и листогибочную машину 13Поточная линия для сборки и сварки листов в полотнища работает следующим образом. Листы подаются шлепперным устройством 2 на стенд 1 сборки, на котором они собираются в полотнище, а затем через П-образную скобу k кантователя 3 полотнищ подаются транспо тирующим устройством 10 на стенд 11 сварки полотнищ,где производится авто матическая сварка первой стороны полотнища. Затем включаются силовые ци линдры П-образной скобы кантователя полотнищ, которые замыкают перемычки П-образной скобы 4 и в крайних полоксениях штокой замыкают ( размыкают) Контакты путевых выключателей сблокированных с приводом транспортирующего устройства 10 и приводом кантователя 3 полотнищ. Включается реверсивный привод транспортирующего устройства 10 и полотнище поступает в П-образную скобу t кантователя 3 после чего кантуется на 180 и транспортирующим устройством 10 подается из П-образной скобы кантователя 3 на стенд 11 сварки, где производится сварка второй стороны полотнища. После сварки полотнище транспортирующим устройством 10 подается на стенд 12 отстоя и далее - на листогибочную машину 13. Использование предлагаемой поточной линии позволяет сократить производственную площадь, занимаемую ней, на 25 и снизить ее стоимость на 20%. Экономический эффект за счет повыния производительности путем сокращения межоперационного времени, а так , « ал же сокращения производственных площадей, занимаемых линией,, составляет 3 тыс. рублей. Формула изобретения Поточная линия для сборки и сварки листов в полотнища, содержащая смонтированные на основании последовательно стенд сборки полотнищ со шлепперным устройством, приводной кантователь полотнищ с П-образной скобой, ось вращения которой расположена параллельно основанию, стенд сварки полотнищ со смонтированными на направляющих сварочными головками, соединенные между собой транспортирующим устройством, а также расположенную в конце линии листогибочную машину, отли чающаяся, тем, что, с целью повышения производительности путем сокращения межоперационного времени П-образная скоба кантователя оснащена планками, соединяющими боковые торцы П-образной скобы между собой, замыкающая перемычки П-образной скобы выполнена в виде нескольких силовых цилиндров со штоками, корпуса которых жестко закреплены на одной боковой образующей П-образной скобы, а их штоки выполнены длиной, превышающей расстояние между боковыми образующими П-образной скобы, и расположены перпендикулярно образующим. Источники информации,, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 366951, 1СЛ. В 23 К 37/0, .10.70. 2.Авторское свидетельство СССР № 228195, кл. В 23 К 37/0t, 11.08.67 (прототип).
ву5А
