Изобретение относится к технологии машиностроения, в частности к финишным методам обработки цилиндров двигателей внутреннего сгорания.
Известны способы хонингования, при которых инструменту относительно заготовки сообщают движение формообразования, представляющее собой вращение и реверсивное поступательное движение, а в процессе обработки рабочие разводят бруски.
Способ не решает проблемы повышения качества при одновременном насыщении поверхностного слоя антифрикционным материалом.
Известен также способ хонингования, принимаемый за прототип, при котором инструменту относительно заготовки со- общают движение формообразования, представляющее собой вращение и реверсивное поступательное движение, в процессе обработки рабочие элементы разводят, а в рабочую зону подают жидкость
Способ также не решает проблемы повышения качества обработки при одновременном насыщении поверхностного слоя антифрикционным материалом.
Целью изобретения является повышение качества обработки и производительности процесса.
Поставленная цель достигается тем, что в качестве рабочих элементов используют установленные на оси ролики, а в зону обработки непрерывно подают металлосодержащую среду, нагретую до 50-60°С. Способ, как процесс выполнения взаимосвязанных действий, показан на примере обработки внутренней цилиндрической поверхности гильзы цилиндра двигателя внутреннего сгорания
Исходные данные материал гильзы - серый чугун С4-32. диаметр обрабатываемой внутренней цилиндрической поверхности 130 мм, степень шероховатости Ra 2,5 мкм, длина цилиндра L 150 мм. Режимы обСП
С
XI х| о ел
(Л 00
работки: окружная скорость V 65 м/мин, осевая скорость Уд 32 м/мин,
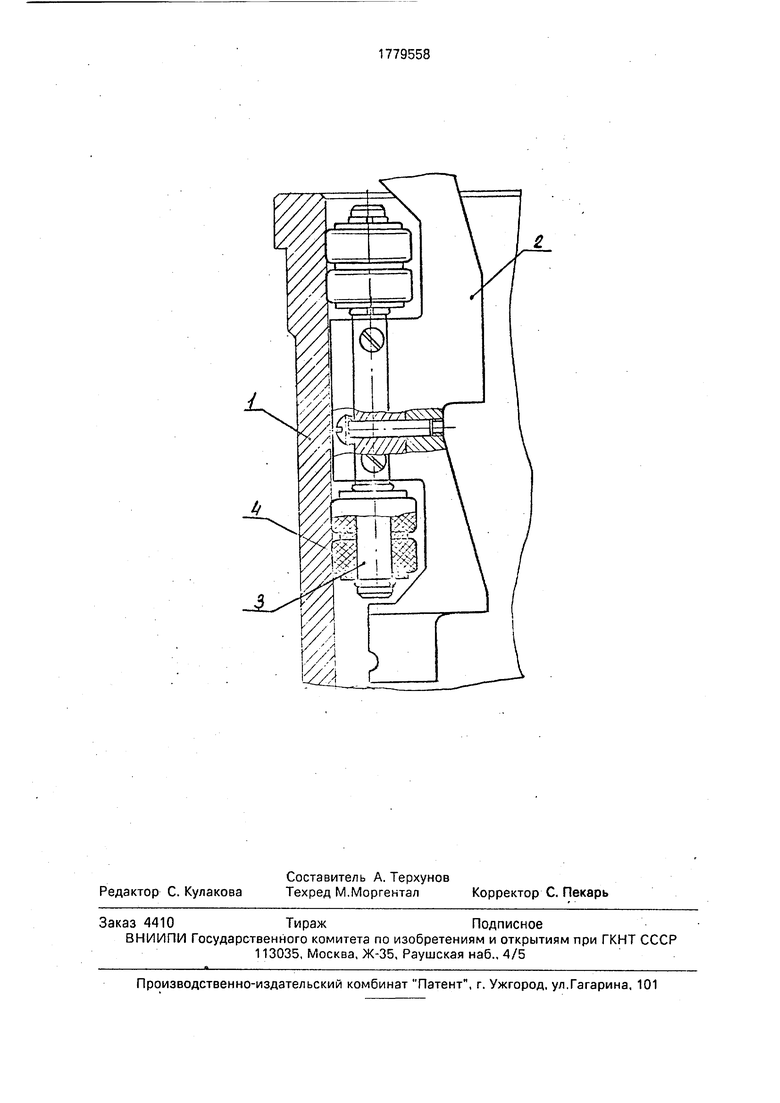
На чертеже показан инструмент для хо- нингования.
Обрабатываемая заготовка 1 закрепляется на столе станка в приспособлении(не показано). Хонинговальная головка набрана из восьми секторов 2 и закреплена в шпинделе станка. Шпинделю станка сообщается вращение и возвратно-поступательное движение. На секторах 2 закреплены оси
3,на которых свободно установлены ролики
4.В процессе обработки ролики 4 прижимаются к обрабатываемой поверхности гильзы 1 и, обкатываясь в процессе формообразования, формируют цилиндрическую поверхность. В результате обработки получается поверхность, степень шероховатости которой составляет ,l62 мкм.
Необходимость такого нагрева технологической среды вызвана тем, что проведен- ные исследования показали, что в контактной паре ролик - цилиндрическая поверхность при наличии технологической среды в указанном диапазоне температур образуется износостойкая пленка. Нанесение такой пленки на рабочую поверхность деталей машин, в частности цилиндров ДВС. повышает их износостойкость и снижает трение,
В процессе обработки в зону хонинго- вания подается технологическая среда следующего состава, мас.%:
Хлористая медь5
Двуххлористое олово1
Формалин15
Мочевина1
Мочевиноформальдегиднаясмола1
Нитрит натрия0,2
Глицерин77
Технологическая среда в зону обработки подается нагретой до 56°С.
Формула изобретения Способ хонингования, при котором инструменту и заготовке сообщают относительное вращательное и возвратно-поступательное перемещение, а в зону обработки подают жидкость, отличающийся тем, что, с целью повышения качества обработки и производительности процесса хонингова- ния, берут инструмент, рабочие элементы которого выполнены, в виде свободно установленных на оси роликов, а в качестве жидкости берут нагретую до 50-60°С метал- лосодержащую среду следующего состава, мас.%:
Хлорная медь4-9
Олово двуххлористое 0,8-3 Формалин 37%-ный 14-22 Мочевина0,7-1,3
Мочевиноформальдегиднаясмола0,7-1,7
Нитрит натрия0,08-0,4
Глицерин79,72-63,0
- т 

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2313439C1 |
| КОМБИНИРОВАННЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2006 |
|
RU2313440C1 |
| СПОСОБ ОБРАБОТКИ ГИЛЬЗ ЦИЛИНДРОВ С НАКАТЫВАНИЕМ ПОВЕРХНОСТИ ПЕРЕД ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКОЙ (ФАБО) | 1996 |
|
RU2110391C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| СПОСОБ ОБРАБОТКИ ГИЛЬЗЫ БЛОКА ЦИЛИНДРОВ С СОЗДАНИЕМ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2013 |
|
RU2570683C2 |
| Способ финишной обработки гильз и цилиндров двигателей | 1987 |
|
SU1583262A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
Использование: в технологии машиностроения. Сущность изобретения: повышение качества и производительности достигается тем, что в качестве рабочих элементов используют установленные на оси ролики, а в зону обработки непрерывно подают металлосодержащую среду, нагретую до 50-60°С, следующего состава, мае, %: хлорная медь 4-9: двуххлористое олово 0.8 - 3; формалин 37%-ный 14-22; мочевина 0,7- 1,3; мочевино-формальдегидная смола 0,7-1,7; нитрит натрия 0,08-0,4; глицерин 79,72-63. 1 ил.
-Я ) fr с
| Способ хонингования | 1987 |
|
SU1440679A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
