Изобретение относится к авиастроению и может быть использовано для изготовления конструкций летательных аппаратов (ЛА).
Известно устройство для сборки ЛА в виде специализированного приспособления, представляющего собой плоскую или пространственную переналаживаемую по координатным отверстиям систему, состоящую из каркаса, базовых и фиксирующих элементов. Каждое специализированное приспособление предназначено для сборки однотипных частей ЛА. При переходе со сборки одного типоразмера сборной части ЛА на другой типоразмер приспособление не демонтируют, а переналаживают установленные на каркас базовые и фиксирующие элементы 1.
Наиболее близким к предлагаемому изобретению является сборочный комплекс для изготовления конструкций Л А, содержащий отдельные переналаживаемые сборочные и вспомогательные приспособления, каркасы которых выполнены с системой координатных отверстий для крепления базовых и фиксирующих элементов, съемного и вспомогательного оборудования 2.
Общими недостатками известных технических решения являются узкий диапазон переналадки применяемых сборочных и вспомогательных приспособлений, что исключает возможность их использования при переходе на выпуск других конструкций Л А; низкая эффективность использования производственных площадей сборочных цехов вследствие того, что высота сборочных и вспомогательных приспособлений обычно в несколько раз меньше рабочей высоты сборочных корпусов.
Цель изобретения - уменьшение материальных затрат и времени на подготовку сборочного производства при переходе на выпуск других конструкций ЛА и повышение эффективности использования производственных площадей сборочных цехов.
Цель достигается тем, что в предлагаемом сборочном комплексе для изготовления конструкций летательных аппаратов, содержащем переналаживаемые сборочные и вспомогательные приспособления, каркасы которых выполнены с системой координатных отверстий для крепления съемного и вспомогательного оборудования, каркасы отдельных сборочных и вспомогательных приспособлений соединены между собой, а система координатных отверстий выполнена единой для всех приспособлений. Каркас сборочного комплекса может быть многоярусным. Это позволяет располагать каждое стационарное сборочное
приспособление и каждую взаимосвязанную группу нестационарных сборочных и вспомогательных приспособлений в одном или нескольких смежных пролетах каркаса,
многократно переналаживать базовые и фиксирующие элементы стационарных сборочных приспособлений и многократно изменять состав нестационарных сборочных и вспомогательных приспособлений в широ0 ком диапазоне изменения состава, форм и габаритных размеров сборных частей ЛА. При этом каркас сборочного комплекса остается постоянным.
Сборочный комплекс может быть одно5 ярусным и многоярусным.
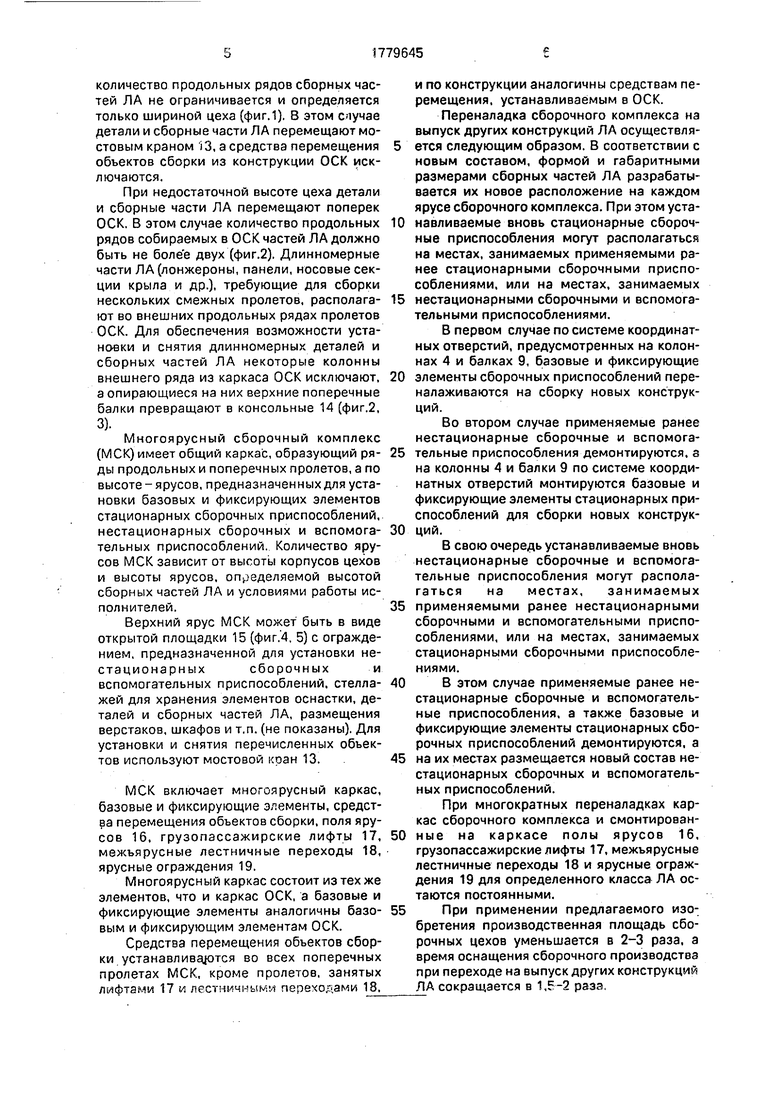
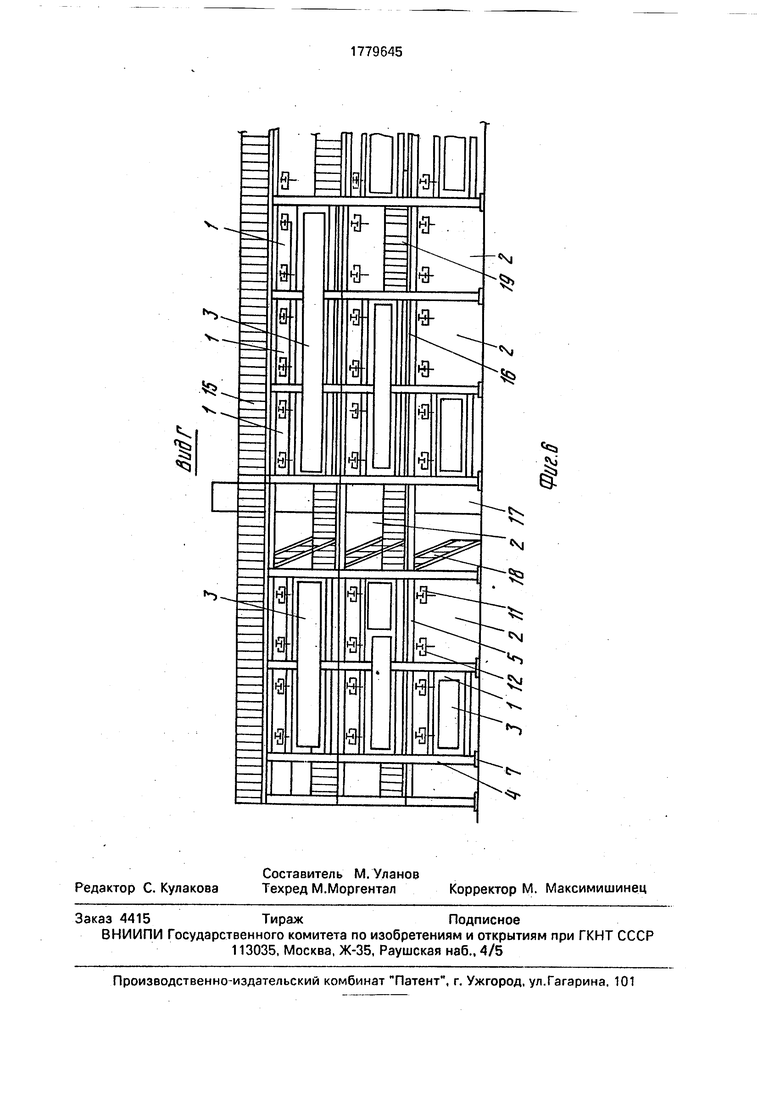
На фиг.1 и 2 показаны одноярусные сборочные комплексы; на фиг.З - виды А и Б на фиг,2; на фиг.4 и 5 - многоярусные сборочные комплексы; на фиг.6 - вид Г на фиг.5.
0 Одноярусный сборочный комплекс (ОСК) имеет общий каркас, образующий ряды продольных и поперечных пролетов, предназначенных для установки базовых и фиксирующих элементов стационарных
5 сборочных приспособлений 1, нестационарных сборочных и вспомогательных приспособлений 2, используемых для сборки конструкций 3.
Каркас ОСК представляет собой про0 странственную сборно-разборную ферму, состоящую из колонн 4 с координатными отверстиями, продольных 5 и поперечных балок б, оснований колонн 7 и соединительных кронштейнов 8.
5 Базовые и фиксирующие элементы ОСК состоят из установленных на колоннах 4 каркаса съемных базовых балок 9 с координатными отверстиями и установленных на
них переналаживаемых базовых и фиксиру0 ющих узлов (не показаны).
Для обеспечения процесса сборки в ОСК предусмотрены средства перемещения элементов оснастки и объектов сборки, устанавливаемые во всех поперечных проле5 тах и состоящие из рельсовых балок 10 и кареток 11, на которые подвешены траверсы 12 или другие средства захвата, например тросы,ленты, жгуты.
Размеры пролетов ОСК выбираются в
0 зависимости от габаритных размеров типовых сборных частей определенного класса ЛА (легких, средних и тяжелых самолетов, вертолетов и др.) с учетом обеспечения нор- мальных условий работы исполнителей по
5 высоте.
Количество продольных рядов собираемых в ОСК частей ЛА зависит от высоты цеха, определяющей возможность перемещения деталей и сборных частей ЛА вверх- вниз. Если эти перемещения возможны,
количество продольных рядов сборных частей ЛА не ограничивается и определяется только шириной цеха (фиг.1). В этом спучае детали и сборные части ЛА перемещают мостовым краном 13, а средства перемещения объектов сборки из конструкции ОСК исключаются.
При недостаточной высоте цеха детали и сборные части ЛА перемещают поперек ОСК, В этом случае количество продольных рядов собираемых в ОСК частей ЛА должно быть не более двух (фиг.2). Длинномерные части ЛА (лонжероны, панели, носовые секции крыла и др.), требующие для сборки нескольких смежных пролетов, располагают во внешних продольных рядах пролетов ОСК. Для обеспечения возможности установки и снятия длинномерных деталей и сборных частей ЛА некоторые колонны внешнего ряда из каркаса ОСК исключают, а опирающиеся на них верхние поперечные балки превращают в консольные 14 (фиг.2, 3).
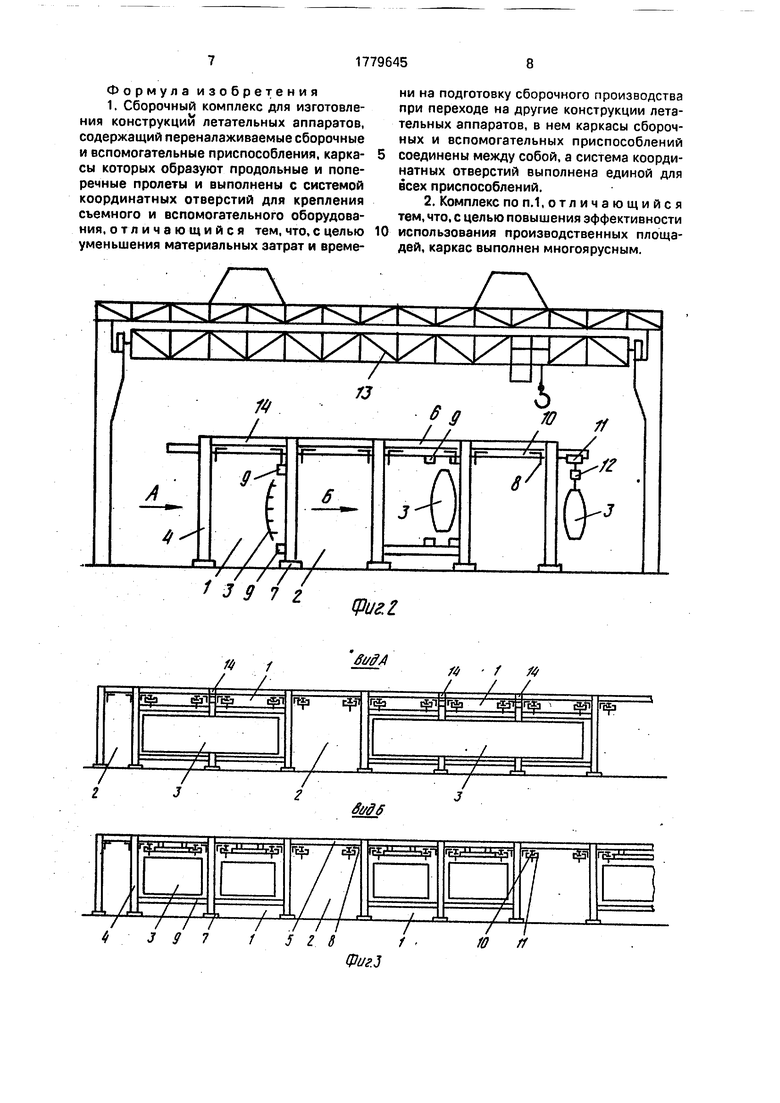
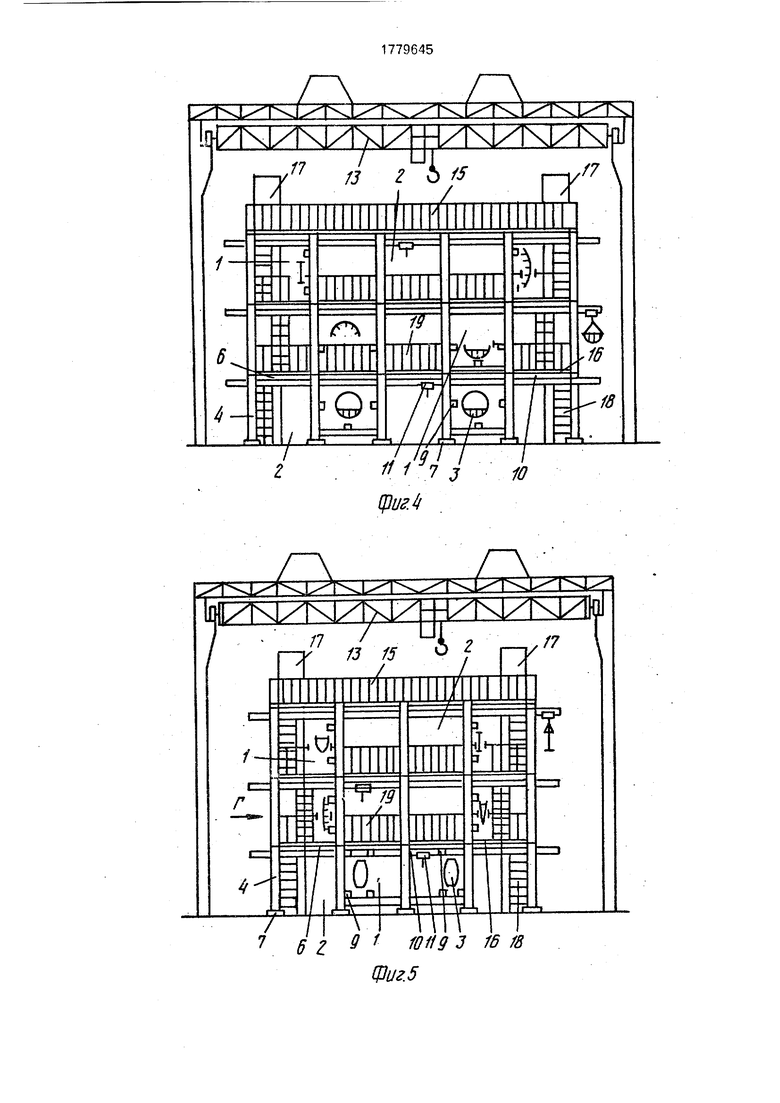
Многоярусный сборочный комплекс (МСК) имеет общий каркас, образующий ряды продольных и поперечных пролетов, а по высоте - ярусов, предназначенных для установки базовых и фиксирующих элементов стационарных сборочных приспособлений, нестационарных сборочных и вспомогательных приспособлений. Количество ярусов МСК зависит от высоты корпусов цехов и высоты ярусов, определяемой высотой сборных частей ЛА и условиями работы исполнителей.
Верхний ярус МСК может быть в виде открытой площадки 15 (фиг.4. 5) с ограждением, предназначенной для установки нестационарныхсборочныхивспомогательных приспособлений, стеллажей для хранения элементов оснастки, деталей и сборных частей ЛА, размещения верстаков, шкафов и т.п. (не показаны). Для установки и снятия перечисленных объек- тов используют мостовой коан 13.
МСК включает многоярусный каркас, базовые и фиксирующие элементы, средства перемещения объектов сборки, поля ярусов 16, грузопассажирские лифты 17, межъярусные лестничные переходы 18, ярусные ограждения 19.
Многоярусный каркас состоит из тех же элементов, что и каркас ОСК, а базовые и фиксирующие элементы аналогичны базовым и фиксирующим элементам ОСК.
Средства перемещения объектов сборки устанавливается во всех поперечных пролетах МСК, кроме пролетов, занятых лифтами 17 и лестничными переходами 18.
и гто конструкции аналогичны средствам перемещения, устанавливаемым в ОСК.
Переналадка сборочного комплекса на выпуск других конструкций ЛА осуществляется следующим образом. В соответствии с новым составом, формой и габаритными размерами сборных частей ЛА разрабатывается их новое расположение на каждом ярусе сборочного комплекса. При этом уста0 навливаемые вновь стационарные сборочные приспособления могут располагаться на местах, занимаемых применяемыми ранее стационарными сборочными приспособлениями, или на местах, занимаемых
5 нестационарными сборочными и вспомогательными приспособлениями.
В первом случае по системе координатных отверстий, предусмотренных на колоннах 4 и балках 9, базовые и фиксирующие
0 элементы сборочных приспособлений переналаживаются на сборку новых конструкций.
Во втором случае применяемые ранее нестационарные сборочные и вспомога5 тельные приспособления демонтируются, а на колонны 4 и балки 9 по системе координатных отверстий монтируются базовые и фиксирующие элементы стационарных приспособлений для сборки новых конструк0 ций.
В свою очередь устанавливаемые вновь нестационарные сборочные и вспомогательные приспособления могут располагаться на местах, занимаемых
5 применяемыми ранее нестационарными сборочными и вспомогательными приспособлениями, или на местах, занимаемых стационарными сборочными приспособлениями.
0 В этом случае применяемые ранее нестационарные сборочные и вспомогательные приспособления, а также базовые и фиксирующие элементы стационарных сборочных приспособлений демонтируются, а
5 на их местах размещается новый состав нестационарных сборочных и вспомогательных приспособлений.
При многократных переналадках каркас сборочного комплекса и смонтирован0 ные на каркасе полы ярусов 16, грузопассажирские лифты 17, межъярусные лестничные переходы 18 и ярусные ограждения 19 для определенного класса ЛА остаются постоянными.
5 При применении предлагаемого изобретения производственная площадь сборочных цехов уменьшается в 2-3 раза, а время оснащения сборочного производства при переходе на выпуск других конструкций ЛА сокращается в 1,-2 раза,
Формула изобретения 1. Сборочный комплекс для изготовления конструкций летательных аппаратов, содержащий переналаживаемые сборочные и вспомогательные приспособления, каркасы которых образуют продольные и поперечные пролеты и выполнены с системой координатных отверстий для крепления съемного и вспомогательного оборудования, отличающийся тем, что, с целью уменьшения материальных затрат и време
ни на подготовку сборочного производства при переходе на другие конструкции летательных аппаратов, в нем каркасы сборочных и вспомогательных приспособлений соединены между собой, а система координатных отверстий выполнена единой для всех приспособлений.
2. Комплекс по п.1,отличающийся тем, что, с целью повышения эффективности использования производственных площадей, каркас выполнен многоярусным.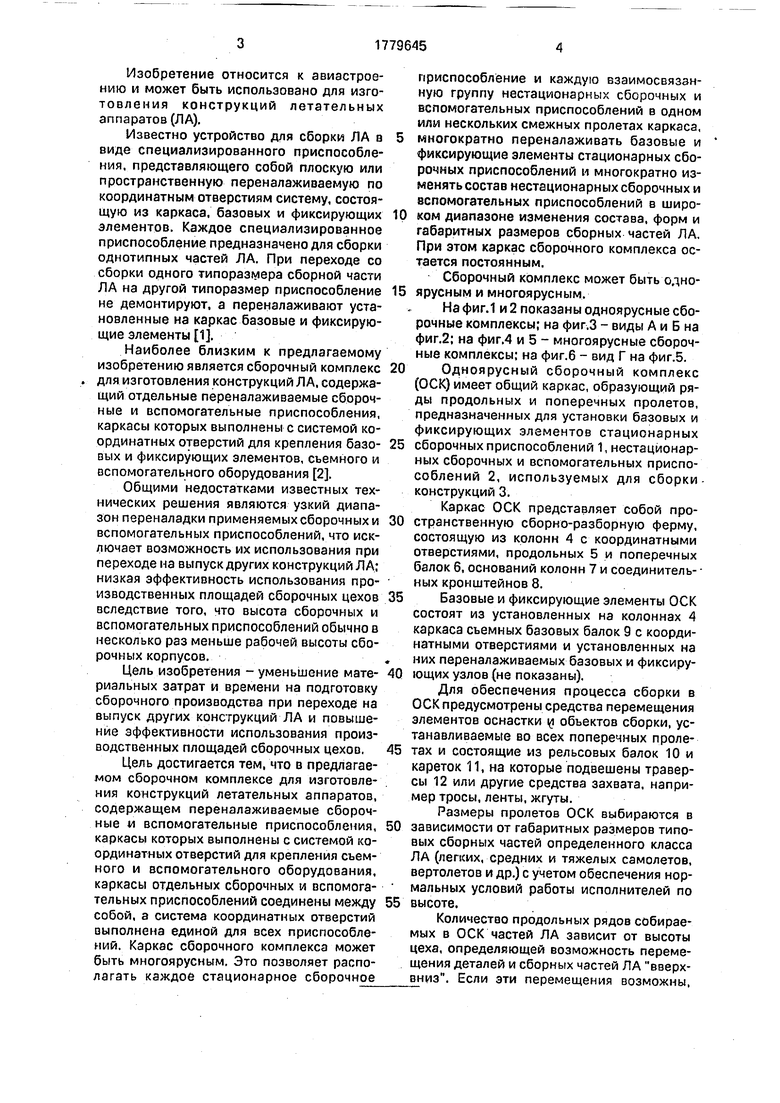
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| ВЫСОТНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА И СПОСОБ ЕЕ ВОЗВЕДЕНИЯ | 1997 |
|
RU2120011C1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ В ПРОСТРАНСТВЕ ЭЛЕМЕНТОВ СБОРНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2759013C1 |
| АЭРОСТАТИЧЕСКИЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ (ВАРИАНТЫ) | 2011 |
|
RU2511500C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1981 |
|
SU1077197A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1990 |
|
SU1683280A1 |
Изобретение относится к авиастроению и может быть использовано для изготовления конструкций летательных аппаратов. Цель изобретения - уменьшение материальных затрат и времени на подготовку сборочного производства при переходе на выпуск других конструкций летательных аппаратов, а также повышение эффективности использования производственных площадей сборочных цехов. Сборочный комплекс для изготовления конструкций летательных аппаратов представляет собой одноярусный или многоярусный комплекс, содержащий сборочные 1 и вспомогательные 2 приспособления, ряды которых образуют продольные и поперечные пролеты, а в вертикальной плоскости - ярусы. Сборочные приспособления 1, содержащие базовые и фиксирующие элементы 9, могут устанавливаться в любом месте комплекса и в соответствии с габаритными размерами сборных частей 3 располагаться в одном или нескольких пролетах. Вспомогательные приспособления 2, содержащие нестационарную сборочную и вспомогательную оснастку, а также съемные средства механизации, автоматизации и обслуживания сборочных процессов, также могут устанавливаться в любом месте комплекса и располагаться в одном или нескольких смежных пролетах. Система координатных отверстий приспособлений выполнена единой, что позволяет многократно переналаживать сборочный комплекс в широком диапазоне изменения габаритных размеров сборных частей летательного аппарата. 1 з.п. ф-лы, б ил. VJ VI О О сл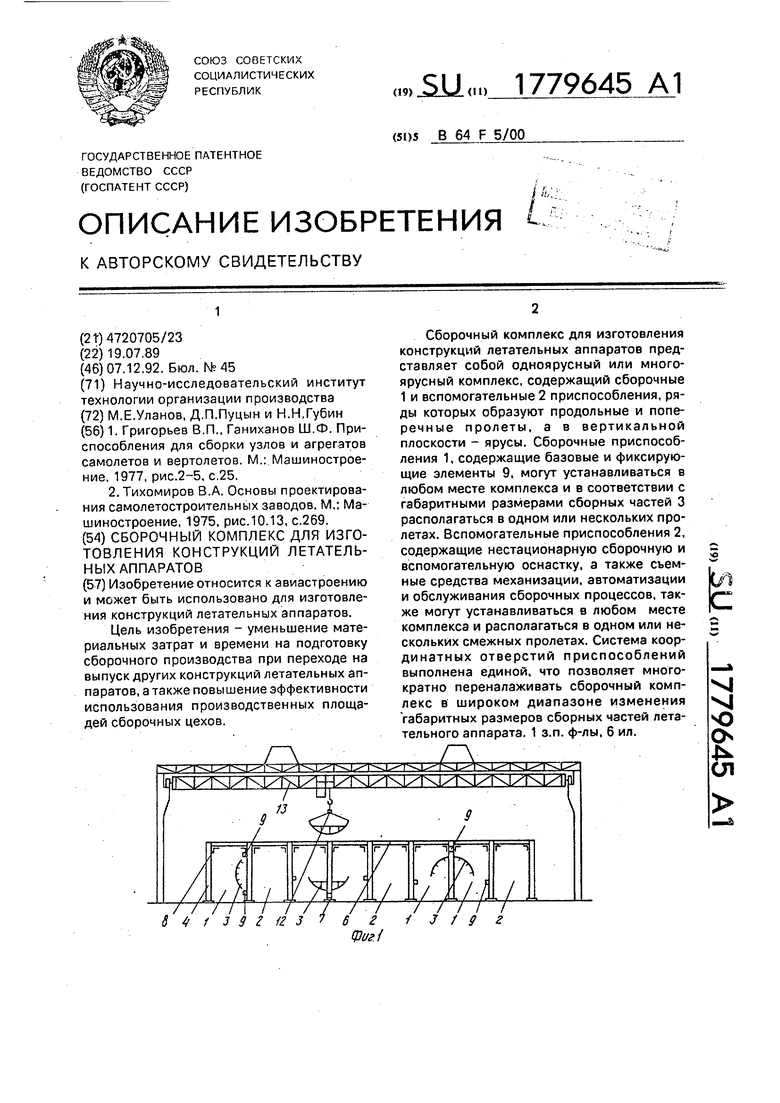
/7/ / /
1 3 9 7 /
/
Г
tpu&l
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Григорьев В.П., Ганиханов Ш.Ф | |||
| Приспособления для сборки узлов и агрегатов самолетов и вертолетов | |||
| М.: Машиностроение, 1977, рис.2-5, с.25 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Тихомиров В.А | |||
| Основы проектирования самолетостроительных заводов | |||
| М.: Машиностроение, 1975, рис.10.13, с.269 | |||
