Изобретение относится к металлообработке и может быть использовано для оцен- ки и контроля режущих свойств металлорежущих инструментов путем сравнительных испытаний.
Известен способ испытаний режущих свойств инструментов путем сравнения их стойкости.
Известен способ испытаний режущих свойств металлорежущих инструментов, заключающийся в том, что наряду с испытуемым инструментом используют базовый, осуществляют резание обоими инструментами и измеряют их износ, с учетом которого оценивают режущие свойства инструмента. Этот способ выбран в качестве прототипа.
Недостатком описанного способа является невысокая достоверность результатов испытаний.
Цель изобретения - повышение достоверности.
Поставленная цель достигается тем, что в способе испытаний режущих свойств металлорежущих инструментов , заключающемся в том .что наряду с испытуемым инструментом используют базовый, осуществляют резание обоими инструментами и измеряют их износ, с учетом которого оценивают режущие свойства инструмента, определяют зависимость скорости износа базового инструмента от величины износа, в процессе резания испытуемым инструментом измеряют его текущий износ и соответствующую скорость износа, а о режущих свойствах испытуемого инструмента судят по соотношению измеренной скорости его износа и скорости износа базового инструмента, соответствующей той же величине износа, что и у испытуемого инструмента.
VI VI
Ю Ю 00 О
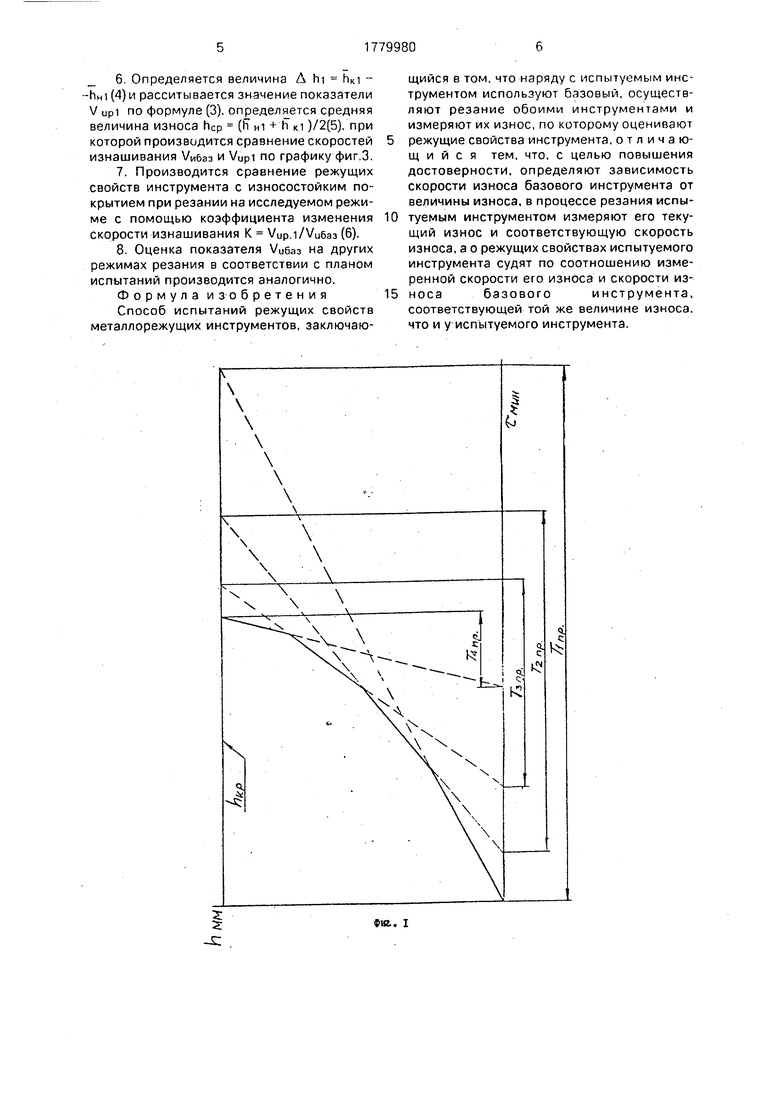
На фиг.1 представлен график, иллюстрирующий способ прогнозирования стойкости инструмента Т по результатам кратковременных испытаний путем линейной экстраполяции участков кривой износа h f (г ): на фиг.2 - кривые износа базовой фрезы при различных режимах резания; на фиг.З - зависимости скорости изнашивания базовой фрезы от величины ее износа при тех же режимах резания, что и фиг.2.
Предлагаемый способ, пригодный для сравнительных испытаний большинства инструментов, был опробован при проведении работ по определению оптимального состава и отработке технологии нанесения уни- версального износостойкого покрытия на концевые фрезы.
Для проведения исследований была изготовлена однозубая фреза со сменными режущими пластинами из быстрорежу- щей стали Н6М5. На первом этапе исследования на основе анализа априорной информации и производственного опыта определялись режимы испытаний, представляющие наибольший практический ин- терес. На каждом из этих базовых режимов осуществлялось стойкостное испытание одной режущей пластины без покрытия до ее затупления с периодическим контролем текущих значений износа и строились графи- ки кривых износа.
Математическая обработка результатов базовых испытаний показала, что наиболее точно (средняя ошибка не превышает 5%) кривые износа h f( т )) (см. фиг.2) аппроксимируются зависимостью вида
h А т вехр(С т + D т ).
(D
По результатам всех базовых опытов 40 был определен критерий затупления экспериментальных фрез - Ьзкр. 0,5 мм и определено время кратковременного испытания сменной режущей пластины на каждом (i- ом) режиме так, чтобы ее износ Д hi за 45 время такого испытания А т достигал
Д К i 0,05-0,10 мм. В частности, для режима № 1 Д ri 24 мин, для режима №2 Д Т2 Ю мин, для режима № ЗДТз15
4 мин.50
Зависимости изменения скорости изнашивания Vui при базовых испытаниях имеот вид:
Vu f h(r ) А твехр(С т-t-D -т2)(С + + 2D- т) + АВг в 1) exp(C-r + D-r2 ). (2)
Кривые изменения скорости изнашивания фрез от их износа (V ц баз f(h}) по
0
5
0 5 0
5
0 5
0
5
результатам базовых испытаний строятся на основе расчетов по формулам (1) и (2).
Для проверяемого инструмента (с износостойким покрытием) параметр Vu легко определяется по результатам кратковременных стойкостных опытов по формуле (3).
V Upi s (hKi - М/ ДГ| Д hi/ Д г, (3)
где Д hi - приращение износа инструмента за время испытания Дп на режиме Ј| f(Vi, Si, ti, h,).
Поскольку левая часть кривых V u баз f(h)(cM. фиг.З) имеет крутопадающий характер, использование для испытаний начального участка кривой износа нерационально, вследствие возможного появления значительных погрешностей в определении скорости изнашивания Vu. Для испытаний инструментов по предлагаемому способу следует использовать ветвь кривой износа правее точки перегиба.
Таким образом, сравнительные испытания инструментов по предлагаемому способу осуществляются в следующей последовательности:
1.Составляется план проведения испытаний и выбираются режимы резания, представляющие для исследования наибольший интерес.
2.На выбранных режимах резания проводятся базовые стойкостные опыты с. целью построения кривых износа h f( т). На каждом из режимов за период резания до затупления текущая величина износа инструмента контролируется 6-8 раз. Измерения в каждой точке кривой повторяются 10 раз. В качестве оценки ширины фаски износа принимается ее средняя арифметическая величина ha. Для повышения точности измерений следует использовать оптический микроскоп с ценой деления отсчетной шкалы - 0,001 мм.
3.Полученные кривые износа аппроксимируются зависимостями типа (1), дифференцируются и на основе расчета по полученным уравнениям типа (1) и (2) строятся зависимости V и баз f(h) для всех режимов резания в соответствии с планом испытаний,
4.Вырабатывается начальный износ у проверяемого инструмента на наименее загруженном режиме до величины ha вблизи точки перегиба на кривой V и баз f(h) и измеряется начальная величина износа hni (также 10 раз).
5.Производится кратковременное резание в течение времени Л тл на том же режиме и замеряется износ инструмент)
6 Определяется величина Д hi hKi - -hHi (4) и расситывается значение показатели V цр1 по формуле (3), определяется средняя величина износа hcp (Ff н1 + h K1 )/2(5). при которой производится сравнение скоростей изнашивания /ибаэ и VUpi по графику фиг 3.
7. Производится сравнение режущих свойств инструмента с износостойким покрытием при резании на исследуемом режиме с помощью коэффициента изменения скорости изнашивания К VUp i/VU6a3 (6).
8 Оценка показателя /ибаз на других режимах резания в соответствии с планом испытаний производится аналогично.
Формула изобретения
Способ испытаний режущих свойств металлорежущих инструментов, заключаю0
5
щийся в том. что наряду с испытуемым инструментом используют базовый, осуществляют резание обоими инструментами и измеряют их износ, по которому оценивают режущие свойства инструмента, отличающийся тем, что, с целью повышения достоверности, определяют зависимость скорости износа базового инструмента от величины износа, в процессе резания испытуемым инструментом измеряют его текущий износ и соответствующую скорость износа, а о режущих свойствах испытуемого инструмента судят по соотношению измеренной скорости его износа и скорости износабазовогоинструмента, соответствующей той же величине износа. что и у испытуемого инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытаний режущих свойств металлорежущих инструментов | 1990 |
|
SU1779980A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА РЕЗАНИЕМ | 2012 |
|
RU2496903C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2500504C1 |
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИРЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕМЕТАЛЛОВ СО СНЯТИЕМ СТРУЖКИ | 1971 |
|
SU418278A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИНСТРУМЕНТАЛЬНОГО КОЭФФИЦИЕНТА ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ПЛАСТИН | 2002 |
|
RU2231042C2 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
Изобретение относится к металлообработке и может быть использовано для оценки и контроля режущих свойств металлорежущих инструментов путем сравнительных испытаний. Целью изобретения является повышение достоверности. Используют базовый инструмент. Исследуемый инструмент испытывают при тех же режимах резания, что и базовый, а сравнение их режущих свойств осуществляют по скорости изнашивания, определяемой при равной величине их износа. 3 ил.
| Министерство автомобильной промышленности СССР, НПО НИИАВТОПРОМ | |||
| Определение режущих свойств быстрорежущих сталей | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Башков В.М., Кацев П.Г | |||
| Испытания режущего инструмента на стойкость.- М.: Машиностроение, 1985, с 136 и 101-102. | |||
