, Изобретение OTHOCVITCR к приборострозки;0. В чзстнопти .( способэм изготовления v:;iirti/.vHax головок с MSHOCCCTOHKHh ПОлктсными наконзчниками. / ззестй 1 cnocoD изготовления viarHWT: головки, пои которое формиоуют замыкающий сердечник с по меньшей (лере С,-НО т5мОТКОЙ ;/ 6nOii s iSHOCOCTQHKVlX ПС:;;ocHt- ;: Ha oHeMH;-:icoB, synofiHehSHbix «з па-;(ft-:a пластин, скрепленнь х собой через поокладку рабочего зазора, после мх ; :иооплеи;-Я с aoMLfхающими сердечником, rii;cne чего пуоиззодя обработку рабочей позерх:-:ост /1 упсм Нутогс б/юкз мэгнитной гпповки. Да-СЫЙ способ У ЗГОТ08ЛеН Л Ч ПОЗВОЛР:С обсклеч/ггь тпебу . эффективность -: :;--::л r-Oh rc.uoBKh зз счет мэлых частотных ,:отярь, обусловленных 1лз отовлением бло;;;. /олюс -ЬХ -шкоьечн ксв из пакета плаОдн;-л :{) ;-го недостатком является, во -O-j iK, ru что блок ппюг:нь х накомечнкх -1 фгр;«ируется скрепления его ;- с сердечником, что яв/1яется достато-;:. рудоек---:ой опепа1,ияй при изготоале iii. и во-вторых, такая конструкция - ir-ibiTHOH .,и не позволяет обеспечить о; .,::п ерко«:ть ь-юпрвднленик наг- аг л / -;:-: 0 И по i V;j:i:/:- f- .аорС:-; ;ч.л в ШИ.-i. С ,.1йГ:с-зс ;; я-,,г;,; .r..,;: vacTOT. i:,-;оп€о u/uiSKii v, ПО технглческой суш-.; -Л и ;:П:Г -. результату является - :ч:.С , . из ..--;я маг1-;итной гпловки, :т ;i ко-пгкм : фгфМ/фую; замыкающий серд;: ч|, л по мв;ь 11ей мере одной обмоткой л .y- ,Х полюсных - аконеч -гико- г прпдол1-, л/зкавками, скреплен;-::х :о5ой чбрез немагнитную ,:лдку p;hoi ;:: эачсрз обраиатыв,Э10т 5лл Ч8Ским припоем с малым злектросопотизлеи,-ем, нап зимер серебр :ным приоем. 1Делью изобретения является повыше/16 эффективности магнитной головки при зготовлеиИ 33 счет уменьшения чзстотых потерь. Поставленная цель достигается тем, что в способе изготовления магнитной головки, при котором формируют замыкающий сердечник с по меньшей мере одной обмоткой м блок .износостойких полюсных наконечников с продольными канавками, скрепленных между собой через немагнитную прокладку рабочего зазора, обрабатывают п/юскость разъема блока, скрепляют его по плоскости разъема с замыканэщим сердечHMsofH и обрабатывают рабочую поверхность блока полюсных наконечникоЕ, продольные канавки в блоке полюсных наконечнмков прорезают глухими со стороны упомянутой плоскости разъема и через немагнитную прокладку рабочего зазора, а обрабатывают рабочую поверхность блока до КХ БСКрЫТИЯНз фиг. 1 i-i3o6pax ei4a заготовка блока ПОЛИСНЫХ наконечников с прорезанными в ней продольными канавкам ,/1; нз фиг. 2 магнитная головкз без корпуса после обработ|и ее рабочей поверхности. Магнитную головку изготавливают сле.aysQinj/nv; образом. Ьлок 1 износостойких сендастовых попюсных наконечников 2 и 3 формируют путем рззмр ш.е и зля между тщательно отполирозакным л плоскостями наконечников 2 и 3 немагнитной прокладки 4 рабочего зазора и скрепления их в зтом положении припоем 5. Через предварительно обработанную плоск&сть рззъемз 6, перпендикулярную прокладку 4, прорезают, например., продольпг-.е глухие канавки 7, проходящие через немагнитную прокладку 4 рабочего зазора. Величину оставшейся непрорезанной перемычки выбирают из условия жестлостм заготовки. После шлифовки А полировки плоскости 6 блок 1 соединяют по ней компаундом с замыкающим сердечни о;ц 8, имеющим по крайней мере одг-:у 9. Замыкак7.щий сердечник 8 может быть выполнен цельным либо ссстыкованHbiw; из авух полусердечников с дополнительным зазорО{ч (не показан. В завис 1мости от решаемых задуч на замыкающем серде Ну1ке может размещаться одйг, две и т.д. обмоток. Используемь й комгтаунд одновременно служит и для заполиен /я глухих канавок 7. После полимер зации кимпз/ Н Д аГ1 р о i/i 3 в о Д я тшлифовкуil окончательную полировку лицевой радиусной поверхности блока 1. которая является рабо1 ей поверхностью магнитной головки. В процессе такой обработки часть 10 канавок : рэсполо.женкых нз периферии лицевой поверхности блока 1, вскоывается.
Формула изобретения Способ изготовления магнитной головки, при котором формируют замыкающий сердечник с по крайней мере одной обмоткой и блок износостойких полюсных наконечников с продольными канавками, скрепленных между собой через немагнитную прокладку рабочего зазора, обрабатывают плоскость разъема блока и скрепляют его с замыкающим сердечником по упомянутой плоскости, после чего обрабатывают
рабочую поверхность блока полюсных наконечников, отличающийся тем, что, с целью повышения эффективности магнитной головки при изготовлении за счет уменьшения частотных потерь, продольные канавки в блоке полюсных наконечников прорезают глубокими со стороны упомянутой плоскости разъема и через немагнитную прокладку рабочего зазора, а обрабатывают
0 рабочую поверхность блока до вскрытия канавок.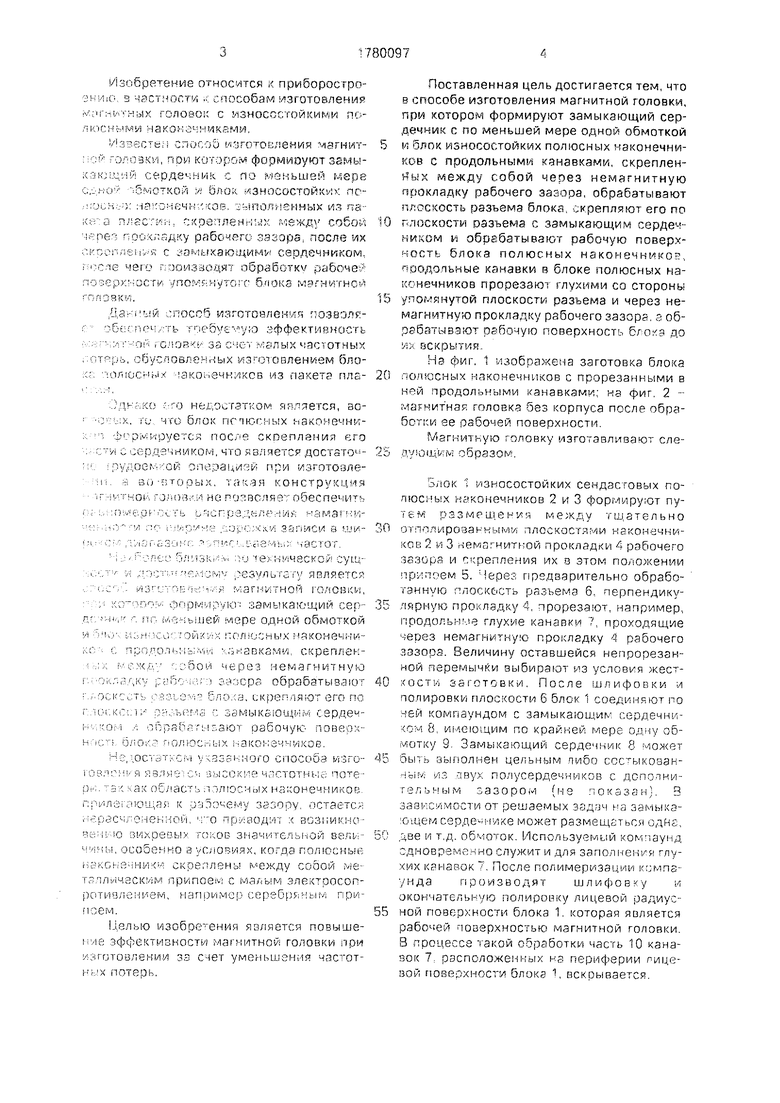
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Магнитная головка и способ ее изготовления | 1990 |
|
SU1780096A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1704156A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
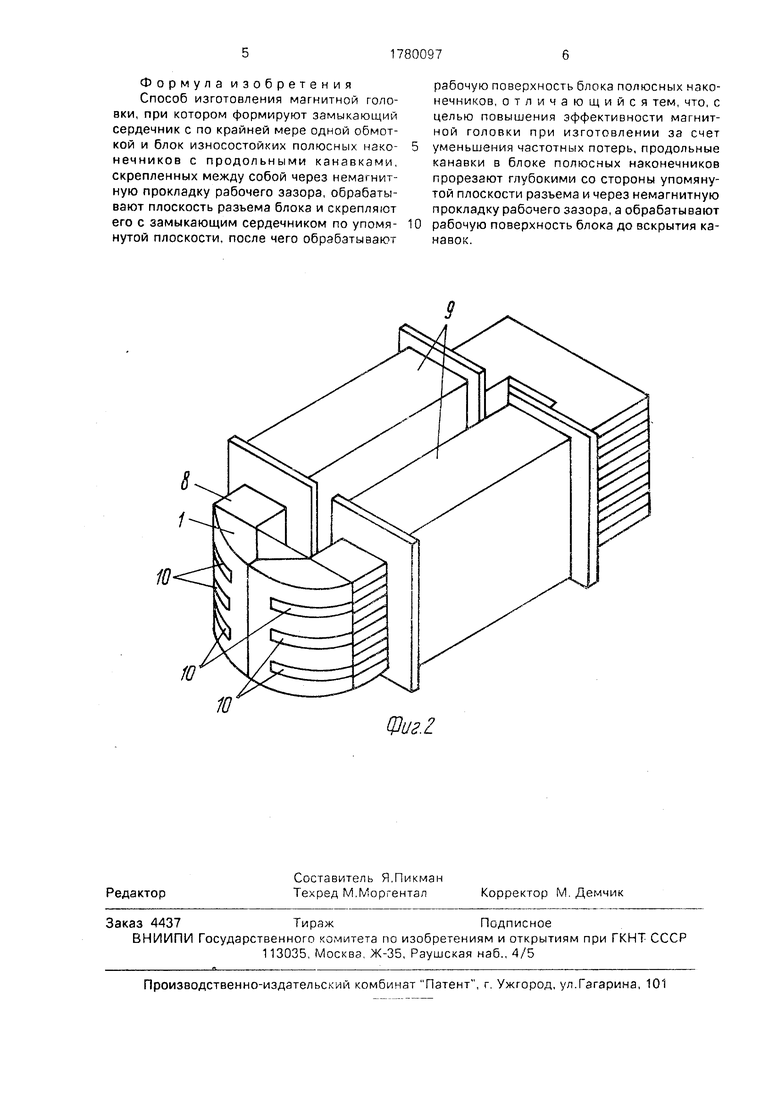
Использование: изобретение относится к приборостроению, в частности к способа54 изготовления износостойких магнитных головок.'Сущность изобретения: в блоке 1 полюсных наконечников прорезают продольные глухие канавки 7 со стороны плоскости б разъема и через немагнитную прокладку 4 рабочего зазора, г обрабатывают рабочую поверхность блока до вскрытия кзнавок. При этом плоскость разъема служит для сопряжения с замыкающим сердечником 8. 2 ил.
Фиг
| Авторское свидетельство СССР №1715095, кл;С 11 А 5/127, 1989.Авторское свидетельство СССР N! 836666, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
