Изобретение относится к обработке металлов давлением,, а именно к конструкциям секторных штампов для растяжки полых заготовок.
Целью изобретения является повышение производительности труда путе сокращения рабочего и холостого ходов подвижной части штампа.
На чертеже показана схема штампа, вертикальный разрез, слева от оси - штампа исходное положение, справа - конечный момент растяжки„
йтамп для растяжки полых заготовок на гидравлическом универсальном прессе содержит нижнюю плиту 1 с проточкой для фиксации заготовки 2 в нижней части штампа. Верхняя половина штампа состоит из верхней плиты 3 с закрепланной в ней оправкой 4. В постоянном соприкосновении с оправкой 4 находятся раздвижные секторы 5, которые низшей своей плоскостью опираются на кольцо 6, а верхняя часть секторов поджата посре,п,ством усилия цилиндрических пружин сжатия 7 через фланец 8, К трущимся поверхностям оправки и секторов подается смазка Для точного совпадения верхней половины штампа относительно нижней и для облегчения наладки имеются направляющие колонки 9 и втулки 10.
ДЧтамп работает .следующим образом,
Заготовку 2 устанавливают в проточку нижней плиты 1. Секторы 5 пуансона находятся в сомкнутом положении под действием силы тяжести н
Составитель И.Айнет,динов Редактор Э.Слиган Техред М.Ходаиигч
Заказ 5160/5 Тираж 783Подписное
БНИИПИ Государственного ксЛитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Ра тпская наб., д. 4/5
Произвопственнс-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
600672
усилия пружин сжатия 7, Ползун гидравлического пресса начинает ход вниз. Опускаюш еся с верхней половиной штампа секторы 5 пуансона сво5 бодно входят в полость заготовки 2, а направляюшле колонки 9 входят в направляюш11е втулки 10, При дальнейшем опускании ползуна заплечики 11 секторов пуансона ложатся своей
10 ниж15ей плоскостью на верхний торец заготовки 2 и дальнейшее опускание секторов прекращается, а оправка 4 продолжает движение вниз совместно с плитой 3, раздвигает секторы 5 пу 5 ансона. Опускание верхней части штампа производят до тех пор, пока верхняя плоскость фланца 8 не соприкоснется с нижней опорной плоскостью плиты 3,
20 Поверхность фланца 8 и обращенные к ней поверхности d сектора 5 выполнены коническими.
При обратном ходе ползуна прес- са оправка 4 с верхней плитой 3 уходит вверх, а секторы 5 пуансона под воздействием усилия пружин 7 начинают сходиться. Окончательное смьжание секторов происходит под добавочным воздействием конусной поверхности кольца 6. После этого секторы 5 пуансона опершись на кольцо б, выходят из полости заготовки 2.
Использование предлагаемого изоб- ретения позволяет повысить производительность труда путем сокращения холостого и рабочего ходов верхней части штампа.
Корректор М.Шароши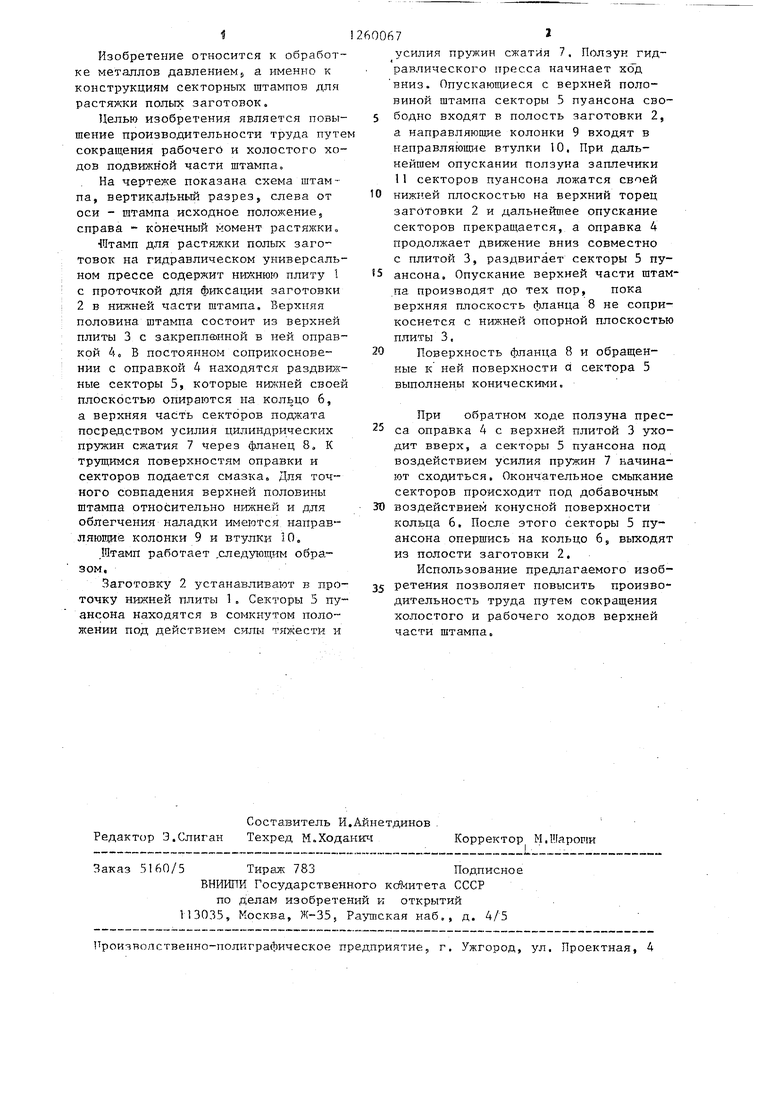
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки полых заготовок | 1991 |
|
SU1780902A1 |
| Штамп для изготовления деталей типа втулок | 1976 |
|
SU656729A1 |
| Штамп для растяжки полых заготовок | 1987 |
|
SU1445839A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |

| Штамп для раздачи и калибровки обечаек растяжением | 1978 |
|
SU738717A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
