ffnl ОаЖ Оля ОлЖ-1 OsЈR OnTt-г Я,р« ОлК
СЛ
С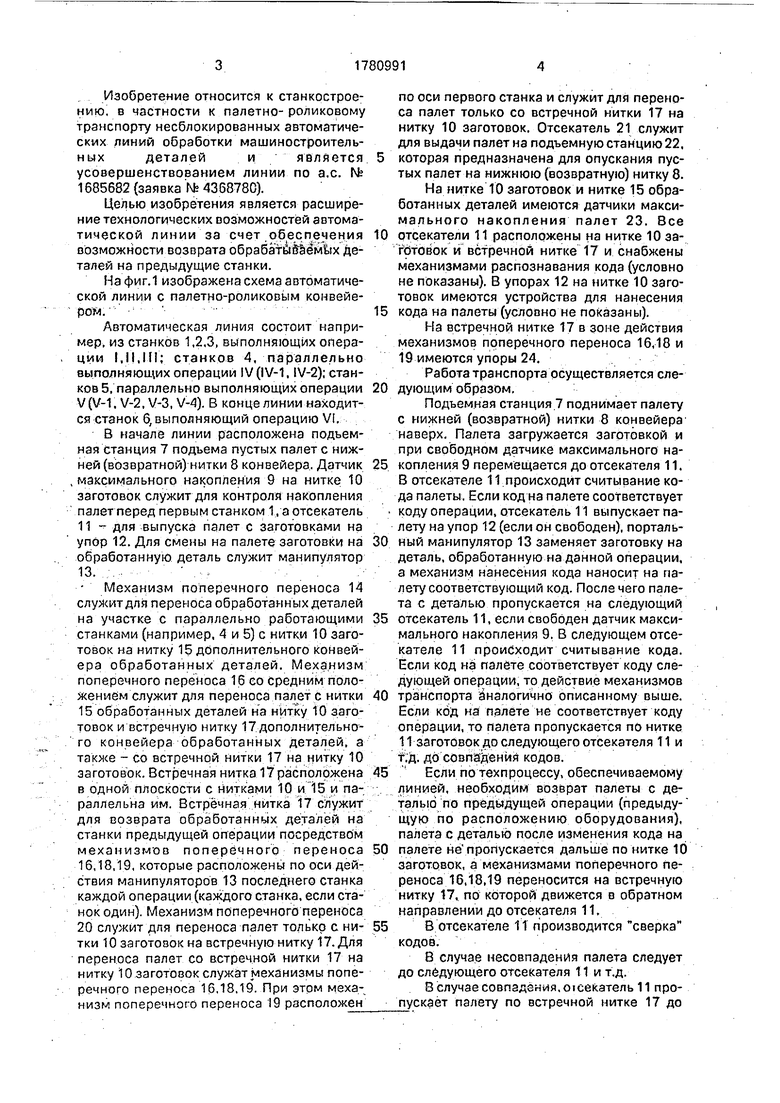
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1988 |
|
SU1685682A1 |
| Устройство подъема и поперечной перегрузки палеты | 1990 |
|
SU1780993A1 |
| Гибкий автоматизированный участок | 1987 |
|
SU1585118A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автоматическая линия | 1989 |
|
SU1682127A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Гибкий автоматизированный участок | 1990 |
|
SU1812063A1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
Изобретение относится к станкостроению, в частности к палетно-роликовому транспорту несблокированных автоматических линий обработки машиностроительных деталей. Цель изобретения - расширение технологических возможностей. Для этого автоматическая линия снабжена вторым дополнительным конвейером с встречной ниткой 17 для возврата обработанных деталей на станки предыдущей операции посредством дополнительных механизмов поперечного переноса 16,18,19. Встречная нитка 17 и нитка 10 заготовок расположены параллельно друг другу в одной плоскости. Все отсекатели 11 установлены на нитке 10 заготовок и встречной нитке 17 и снабжены механизмами распознавания кода. 1 ил.
«1ч
w- 7vU l A
4rV
)
t/--T---J- -4 М г-fli гЪ 1
jm fi-JjTW JA fPtf
Im1 . - -з:АА Г
-
ГЗ
da
4rV
fi-JjTW JA fPtf
-з:АА Г
-v I 7я
W
U
vi
00
о чэ о
ю
Изобретение относится к станкостроению, в частности к палетно-роликовому транспорту несблокированных автоматических линий обработки машиностроительныхдеталейиявляетсяусовершенствованием линии по а.с. № 1685682 (заявка № 4368780).
Целью изобретения является расширение технологических возможностей автома- тической линии за счет обеспечения возможности возврата обрабаптыбаёмых деталей на предыдущие станки.
На фиг.1 изображена схема автоматической линии с палетно-роликовым конвейером.
Автоматическая линия состоит например, из станков 1,2,3, выполняющих операции I.II.Hl; станков 4, параллельно выполняющих операции IV(IV-1, IV-2); станков 5, параллельно выполняющих операции V(V-1. V-2, V-3, V-4). В конце линии находится станок б, выполняющий операцию VI.
В начале линии расположена подъем- ная станция 7 подъема пустых палет с нижней (возвратной) нитки 8 конвейера. Датчик , максимального накопления 9 на нитке 10 заготовок служит для контроля накопления палет перед первым станком 1, а отсекатель 11 - для выпуска палет с заготовками на упор 12. Для смены на палете заготовки на обработанную деталь служит манипулятор 13.
Механизм поперечного переноса 14 служит для переноса обработанных деталей на участке с параллельно работающими станками (например, 4 и 5) с нитки 10 заготовок на нитку 15 дополнительного конвейера обработанных деталей. Механизм поперечного переноса 16 со средним положением служит для переноса палет с нитки 15 обработанных деталей на нитку 10 заготовок и встречную нитку 17 дополнительного конвейера обработанных деталей, а также - со встречной нитки 17 на нитку 10 заготовок. Встречная нитка 17 расположена в одной плоскости с нитками 10 и 15 и параллельна им. Встречная нитка 17 служит для возврата обработанных деталей на станки предыдущей операции посредством механизмов поперечного переноса 16,18,19, которые расположены по оси действия манипуляторов 13 последнего станка каждой операции (каждого станка, если станок один). Механизм поперечного переноса 20 служит для переноса палет только с ни- тки 10 заготовок на встречную нитку 17. Для переноса палет со встречной нитки 17 на нитку 10 заготовок служат механизмы поперечного переноса 16,18.19. При этом механизм поперечного переноса 9 расположен
по оси первого станка и служит для переноса палет только со встречной нитки 17 на нитку 10 заготовок. Отсекатель 21 служит для выдачи палет на подъемную станцию 22. которая предназначена для опускания пустых палет на нижнюю (возвратную) нитку 8.
На нитке 10 заготовок и нитке 15 обработанных деталей имеются датчики максимального накопления палет 23. Все отсекатели 11 расположены на нитке 10 заготовок и встречной нитке 17 и снабжены механизмами распознавания кода (условно не показаны). В упорах 12 на нитке 10 заготовок имеются устройства для нанесения кода на палеты (условно не показаны).
На встречной нитке 17 в зоне действия механизмов поперечного переноса 16,18 и 19 имеются упоры 24.
Работа транспорта осуществляется следующим образом.
Подъемная станция 7 поднимает палету с нижней (возвратной) нитки 8 конвейера наверх. Палета загружается заготовкой и при свободном датчике максимального накопления 9 перемещается до отсекателя 11. В отсекателе 11 происходит считывание кода палеты. Если код на палете соответствует коду операции, отсекатель 11 выпускает па- лету на упор 12 (если он свободен), портальный манипулятор 13 заменяет заготовку на деталь, обработанную на данной операции, а механизм нанесения кода наносит на па- лету соответствующий код. После чего пале- та с деталью пропускается на следующий отсекатель 11, если свободен датчик максимального накопления 9. В следующем отсекателе 11 происходит считывание кода. Если код на палете соответствует коду следующей операции, то действие механизмов транспорта аналогично описанному выше. Если код на палете не соответствует коду операции, то палета пропускается по нитке 11 заготовок до следующего отсекателя 11 и т.д. до совпадения кодов.
Если по техпроцессу, обеспечиваемому линией, необходим возврат палеты с деталью по предыдущей операции (предыду- щую по расположению оборудования), палета с деталью после изменения кода на палете не пропускается дальше по нитке 10 заготовок, а механизмами поперечного переноса 16,18,19 переносится на встречную нитку 17, по которой движется в обратном направлении до отсекателя 11,
В отсекателе 11 производится сверка кодов.
8 случае несовпадения палета следует до следующего отсекателя 11 и т.д.
В случае совпадения. 01секатель 11 пропускает палету по встречной нитке 17 до
упора 24 и с упора 24 стоящей поперечного переноса 15,18,19 возвращается на нитку 10 заготовок на упор 12 той операции, которая соответствует коду на налете.
Работа транспорта на участке с парал- лельно работающими стойками осуществляется следующим образом.
Палета с деталью приходит по нитке 10 заготовок на отсекатель 11 первого станка на данной операции.
Если код палеты не соответствует коду операции, палёта пропускается дальше (если свободен датчик максимального накопления) и в отсекателе 11 каждого из параллельно работающих станков происхо- дит сверка кодов. Палета беспрепятственно проходит через этот участок по нитке 10 заготовок. ..:Если код палеты соответствует коду операции, участок работает по обычной схе- ме работы.
Первый станок обеспечивает себе минимальное накопление деталей, при превышении которого упор пропускает деталь к следующему станку этой операции и т.д. На упоре 12 происходит замена портальным манипулятором 1.3 заготовки на обработанную деталь и станция поперечного переноса 14 переносит палету с деталью на нитку 15 обработанных деталей. На упоре станка при замене манипулятором 13 заготовки на обработанную деталь происходит перекоди; рование палеты, в соответствии с которым у последнего станка этой операции станция поперечного переноса 16 переносит палету с деталью с нитки 15 обработанных деталей и с упора 12 станка на встречную нитку 17, либо с упора 12 палёта следует дальше по нитке 10 заготовок, а станция поперечного переноса 16 переносит палету на нитку 10 заготовок.
Формула изобретения Автоматическая линия для однотипных станков по авт.св. № 1685682, от л и ч а ю щ- а я с я тем. что, с целью расширения технологических возможностей, линия снабжена вторым дополнительным коявейером с механизмами распознавания, расположенным параллельно основному с возможностью перемещения в направлении, противоположном основному, и связанным с основным конвейером посредством дополнительно введенных механизмов поперечного переноса.
| Автоматическая линия | 1988 |
|
SU1685682A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
