Изобретение относится к станкостроению, в частности к транспортным устройст- вам автоматических линий для механической обработки деталей.
Цель изобретения - сокращение занимаемых производственных площадей.
На фиг.1 изображена автоматическая линия, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.2.
Автоматическая линия состоит из станков 1-3, выполняющих одинаковый комплекс операций технологического процесса обработки заготовки и взаимосвязанных между собой роликовым транспортером, выполненным в виде двух ветвей - загрузочной ветви 4 и разгрузочной ветви 5. Ролики б каждой ветви вращаются с помощью цепной передачи 7 от мотора-редуктора (не показан). По транспортеру перемещаются палеты 8, несущие заготовки 9. Палеты 8 представляют собой платформу с ориентирующими элементами. В зоне загрузки транспортера и перед каждой зоной загрузки станков размещены подъемные устройства (подъемники) 10-13 на ветви 4 и 14-17 на ветви 5. Перед подъемниками 11-13 и 15-17 установлены заслонки 18-23, а за подъемниками 11 и 12 установлены заслонки 24 и 25. Разгрузочная ветвь 5 размещена в плоскости, параллельной ветви 4, но опущенной на расстояние, необходимое для прохождения палеты 8 с обработанной заготовкой 9 под конструктивными элементами поднятых подъемных устройств 15-16, Загрузка и разгрузка станков 1-3 заготовками 9 осуществляется портальными манипуляторами 26, оснащенными двумя захватами (не показаны), а загрузка палет 8 на ветви 4 транспортера заготовками, например, с соседней автоматической линии (не показана), состоящей из другой группы станков, выполняющих одинаковый определенный комплекс технологических операций, и разгрузка палет 8, например, путем передачи обработанных заготовок 9 на другую автоматическую линию (не показана) для выполнения следующего комплекса технологических операций осуществляются портальным манипулятором 27. Перемещение палет 8 с заготовками 9 в зонах загрузки станков 1-3 с подъемников 11-13 на подъемники 14-16 и свободных палет 8 с подъемника 17 на подъемник 10 осуществляется толкателями 28. Обе ветви 4 и 5 транспортера оснащены направляющими 29 для палет 8. Подъемники 10-13 м 14-17 содержат соответственно направляющие планки 30 и 31, а также гидравлические приводы 32, Положения подъемных устройств 10-17 контролируются конечными выключателями 33 и 34. Положения всех других механизмов автоматической линии также контролируются конечными выключателями (не показаны).
Автоматическая линия работает следующим образом.
В исходном положении подъемники 10 и 17 находятся в крайнем верхнем положении, подъемники 11-16 и заслонки 24 и 25 0 в нижнем, а заслонки 18-20 - в верхнем положении. Палета 8 с обработанной заготовкой 9 находится на подъемнике 17. Манипулятор 27 снимает эту заготовку с палеты 8 и переносит ее, например, к загру5 зочной позиции соседней автоматической
линии (не показана). В это время пустая
палета 8 толкателем 28 по направляющим
1 плавкам 29 перемещается на подъемник 10,
где манипулятор 27 устанавливает на нее
0 заготовку 9. Затем подъемники 10 и 17 опускаются, а палета 8 с заготовкой 9 по роликам 6 переместится до заслонки 18. Имеющиеся в этой зоне конечные выключатели (не показаны) контролируют наличие
5 палеты, заготовки на ней, а также занятость станка 1 и подъемников 11 и 16.
Если станок 1 свободен, то заслонка 24 и подъемник 16 займут крайнее верхнее по- ложенме, заслонка 18 опустится, а палета 8
0 переместится на позицию подъемника 11. Затем подъемник 11 идет вверх и направляющие планки 30 и 31 устанавливаются в одном уровне. Толкатель 28 перемещает па5 лету 8 с заготовкой 9 по направляющим планкам 30 и 31 на позицию подъемника 16. Отсюда манипулятор 26 берет заготовку 9 и переносит ее на станок 1, а обработанную заготовку, взятую со станка 1, устанавлива0 ет на палету 8, Далее подъемник 16 опускает налету 8 с обработанной заготовкой на ролики 6 разгрузочной ветви 5, по которым она переместится до заслонки 23 разгрузочно - загрузочной позиции транспортера. Если
5 подъемники 10 и 17 свободны, то заслонка 23 опускается и палета 8 с обработанной заготовкой переместится на позицию подъемника 17, который затем вместе с палетой 8 поднимается вверх. Одновременно зай0 мет верхнее положение и подъемник 10. Далее цикл повторится.
Если станок 1 занят, то заслонка 18 опустится и палета 8 с заготовкой 9 переместится к загрузоиной позиции станка 2, а в
5 случае занятости и станка 2 опустится также заслонка 19, пропуская палету 8 с заготовкой к загрузочной позиции станка 3. При этом взаимодействие заслонок, подъемников w манипуляторов, расположенных в зонах загрузки станков 2 и 3 аналогично описанному для станка 1.
Налеты 8 с заготовками 9 перемещаются по загрузочной ветви 4 транспортера до тех пор, пока не произойдет заполнения зон перед загрузочной позицией каждого станка 1-3, что контролируется соответствующими конечными выключателями.
По разгрузочной ветви 5 палеты 8 с обработанными заготовками 9 проходят под планками 31 подъемников 15 и 16, находящимися в крайнем верхнем положении в момент загрузки стан ков 1 и 2, или над планками 31 подъемников15 и 16, находящихся в крайнем нижнем положении во время обработки деталей на станках. Это обеспечивается более низким по высоте расположением ветви 5, чем ветви 4, а также работой конечных выключателей, находящихся на ветви 5, и заслонок 21 и 22, которые исключают прохождение палет 8 в момент подъема и опускания подъемников 15и 16, или при заполнении зоны разгрузочной ветви 5 перед заслонкой 23.
Управление работой автоматической линией осуществляется программируемым контроллером (не показан).
Формула изобретения Автоматическая линия, содержащая по
крайней мере одну группу станков, выполняющих одинаковый комплекс операций технологического процесса обработки заготовок и установленных на налетах, и парал0 лельно расположенные две ветви транспортера, на которых установлены передаточные приспособления, подъемники и манипуляторы для передачи заготовок с транспортера на станок и обратно, о т л и ч5 ающаяся тем, что, с целью сокращения занимаемых производственных площадей, ветви транспортера размещены взаимно параллельно, но на разных уровнях, при этом уровень высоты ветви транспортера, распо0 ложенного с группой станков, расположен ниже ветви другого транспортера с возможностью обеспечения прохождения палеты с заготовкой под элементами поднятого подъемника,i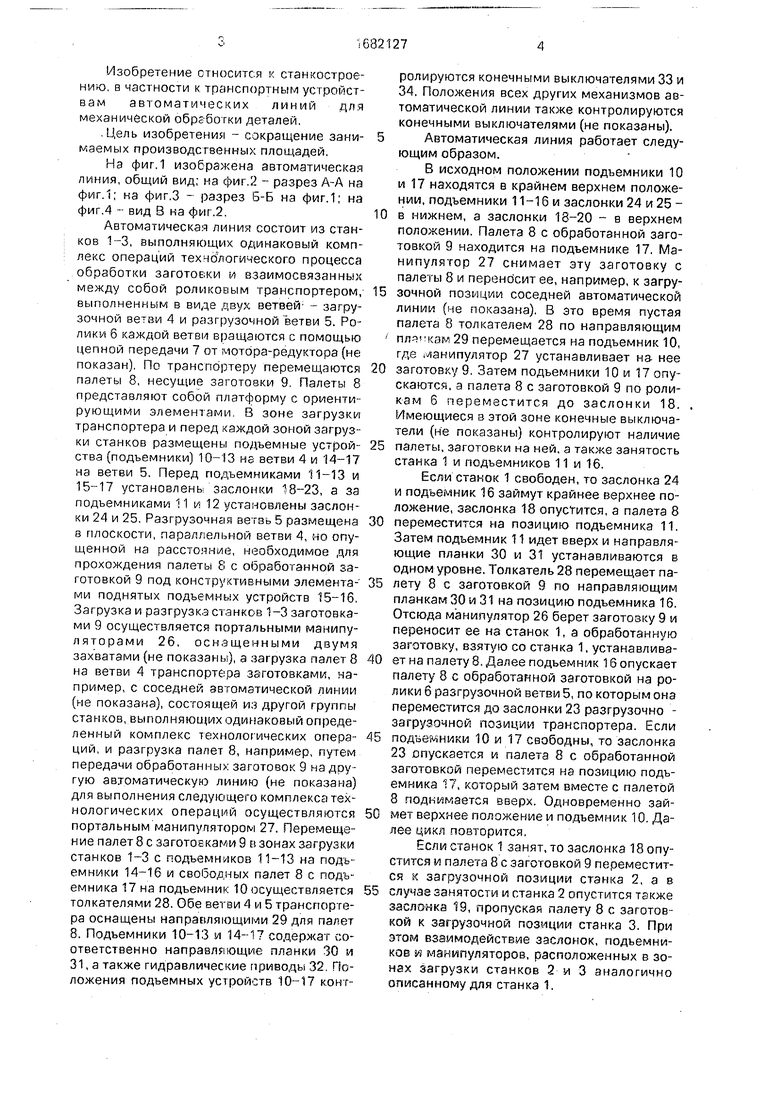

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1988 |
|
SU1685682A1 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Поточная линия | 1984 |
|
SU1212761A1 |
| Автоматическая линия механической обработки | 1983 |
|
SU1191260A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |

Изобретение относится к станкостроению, в частности к транспортным устройствам автоматических линий для механической обработки деталей Целью изобретения является сокращение производственных площадей за счет снабжения линии портальными кранами и выполнением ветвей транспортера на разных уровнях. Автоматическая линия содержит станки, которые связаны транспортером, имеющим загрузочную 4 и разгрузочную 5 ветви. Ролики каждой ветви вращаются от цепной передачи 7. По транспортеру перемещаются палеты 8 с заготовками 9. В зоне загрузки транспортера и перед каждой зоной загрузки станков размещены подъемные устройства 10 и 17, а перед ними установлены заслонки. Палета 8 с обработанной заготовкой 9 находится на устройстве 17. Манипулятор снимает эту заготовку с палеты и переносит ее на следующий участок линии. В это время пустая палета 8 толкателем 28 по направляющим планкам 29 перемещается на устройство 10, где соответствующий манипулятор устанавливает на нее следующую заготовку 9. Затем устройства 10 и 17 опускаются и палета 8 с заготовкой 9 перемещается до следующей заслонки. Если какой-либо станок свободен, то манипуляцией подъемных устройств, т.е. установкой их в один уровень, и с применением толкателя 28 палета перемещается с ветви 5 транспортера на ветвь 4. Далее манипулятором заготовка снимается с палеты и перемещается в рабочую зону станка. 4 ил. А-А - (Л С Os со го 4 Фиг г
из
j
t7 Si в Я / / /X
в- нУш
tlj-H-u-H- frfr-т
ITO
AS
2S
2t
W
-е--ы4-bMJ
В-Б
| Автоматическая станочная линия | 1974 |
|
SU536039A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
