ел С

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий автоматизированный участок | 1987 |
|
SU1585118A1 |
| Гибкая производственная система | 1988 |
|
SU1593916A1 |
| АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 1992 |
|
RU2045384C1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Роботизированный технологический комплекс | 1989 |
|
SU1703390A1 |
| Установка для обработки деталей | 1989 |
|
SU1680477A1 |
| Устройство загрузки станка для зачистки отливок | 1990 |
|
SU1731408A1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |



Использование: станкостроение, в частности гибкие автоматизированные производства. Гибкий автоматизированный участок содержит технологическое оборудование, размещенное вдоль траектории перемещения ттабелера, связанного с установленными на стойках многоярусными накопителями групповых палет и тактовыми столами. Тактовые столы и накопители выполнены в виде портальной конструкции. Трасса штабелера расположена между стойками тактовых столов и накопителей. Штабелер имеет возможность взаимодействия с тактовыми столами и накопителями при установке и снятии палет в горизонтальной плоскости вдоль трассы его перемещения. 6 ил.
Изобретение относится к станкострое1- нию, вчастности к гибким автоматизированным производственным системам для механической обработки деталей.
Цель изобретения - сокращение занимаемых производственных площадей и повышение гибкости.
Это достигается тем, что ГАУ включает технологическое оборудование, размещенное вдоль траектории перемещения штабелера, связанного с накопителями палет и тактовыми столами. Штабелер в транспортном положении расположен под тактовым столом и нижним ярусом накопителя, а траектория его перемещения проходит между стойками накопителей и тактовых столов. При этом штабелер выполнен с возможностью взаимодействия с тактовыми столами и накопителями при установке и снятии палет в горизонтальной плоскости вдоль траектории его перемещения.
Сопоставительный анализ с прототипом показывает, что в заявляемом ГАУ расположение штабелера в транспортном положении под тактовым столом и нижним ярусом накопителя позволяет ему осуществить загрузку на ролики тактового стола и ложементы накопителя так, что площадка штабелера проходит между консолями ложементов накопителя и роликов тактового стола. При этом зона работы портального, манипулятора и зона работы штабелера не пересекаются, что позволяет совместить времена работы штабелера и манипулятора, т.е. повысить производительность технологического оборудования.
Благодаря расположению стоек накопителей и тактовых столов в одной вертикальной плоскости, образующих туннель, внутри которого проходит траектория перемещения штабеля, сокращаются поперечные габариты ГАУ, что приводит к сокращению производственных площадей.
00
о
«яд
Выполнение штабелера с возможностью взаимодействия с тактовыми столами и накопителями при установке и снятии па- лет в горизонтальной плоскости вдоль траектории его перемещения и независимое расположение палет по ярусам накопителя позволяет одновременно обрабатывать в ГАУ детали нескольких наименований, что позволяет повысить гибкость ГА.
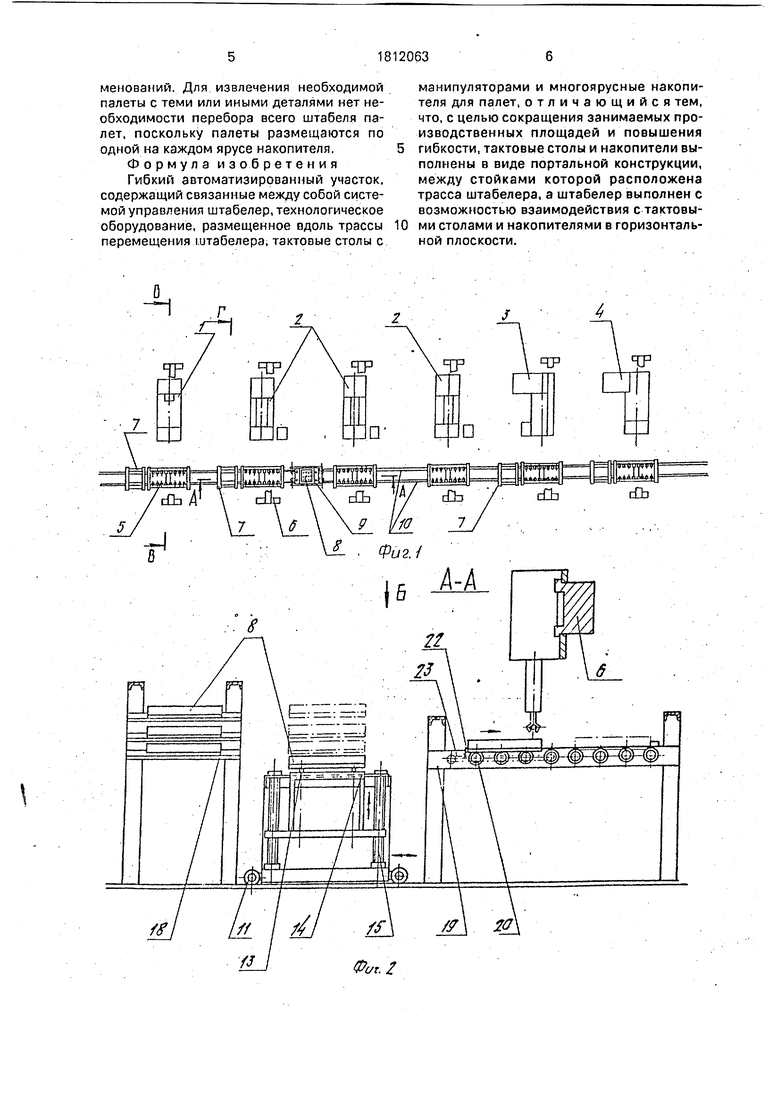
На фиг. 1 показан участок, в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг, 1; на фиг. 6 - тактовый стол с палетой.
Технологическое оборудование ГАУ располагается в один ряд (станки 1-4). Станки 2 (параллельно работающие) предназначены для выполнения одной и той же операции И (Н-1, Н-2, I1-3), а станки 1, 3, 4 (последовательно работающие)-для выпол- нения различных операций (I, 111, IV), У каждого станка 1-4 установлены тактовые столы 5, для обслуживания которых служат манипуляторы 6. В районе каждой технологической операции установлены стационарные накопители 7, предназначенные дпя установки групповых палет 8 с деталями (заготовками). Штабелер 9 служит для транспортировки групповых палет 8 между накопителями 7 и столами 5. Порталы стаци- онарных накопителей 7 и тактовых столов 5 образуют единый туннель, внутри которого проходит штабелер 9. При этом стойки накопителя 7 тактового стола 5 расположены в одной вертикальной плоскости. Штабе- лер 9 установлен на рельсах 10. Ходовые колеса 11 и привод 12 предназначены для перемещения штабелера 9. Групповая пале- та 8 установлена на установочные штыри 13 на площадке 14 штабелера 9. Для переме- щения площадки 14 в вертикальном направлении по ходовым винтам 15 предназначен привод 16 и цепь 17, Стационарный накопитель 7 представляет собой 4-стоечную арочную конструкцию, на кото- рой в несколько ярусов попарно закреплены в продольном направлении консольные ложементы 18. Тактовый стол 5 представляет собой 4-стоечнуюарочную конструкцию
с закрепленными на ней продольными
брусьями 19с расположенными на них консольными приводными фрикционными роликами 20 с приводом 21. Кроме того, на брусьях 18 установлены подвижные упоры 22 с регулируемым перемещением, разме- щенные на цепи 23, от привода 24. Штабелер 9 снабжен дополнительным механизмом 25 для извлечения палет 8.
Работа участка осуществляется следующим образом.
5
O
5 0 5 0 5 0 5
0
5
д
По вызову станков 1-4, в соответствии с программой, штабелер 9 привозит палету 8 на тактовый стол 5. При этом площадка 14 проходит между консолями роликов 20, движением площадки 14 вниз палета 8 устанавливается на ролики 20. Манипулятор 6 начинает обслуживание групповой палеты 8, При этом постоянно вращающиеся ролики 20 тактового стола 5 все время поджимают палету 8 к упорам 22. После того, как один ряд деталей обработан, упор 22 перемещается на шаг (равный шагу укладки деталей в налете 8).и передвигает палету 8, преодолевая вращение роликов 20. После того как все детали в палете 8 обработаны, приводы 21 и 24 реверсируются. Упор 22 возвращаются в исходное положение, а па- лета 8 перемещается из рабочей зоны в зону выгрузки. Одновременно с этим штабелер 9 приводит следующую палету 8 с заготовками, манипулятор 6 начинает ее обслуживание. Штабелер 9 переезжает под тактовым столом 5 в зону выгрузки и ходом площадки 14 вверх берет палету 8 с поверхности роликов 20 на штыри 13. Штабелер 9 выезжает из зоны тактового стопа 5. При этом площадка 14 проходит между консолями роликов 20. Штабелер 9 везет налету 8 на тактовый стол 5 следующей операции либо в стационарный накопитель 7. При этом загрузка накопителя 7 начинается с верхнего яруса, а выгрузка - с нижнего, для того чтобы обеспечить свободный проход площадки 14 между консолями ложементов 18.
Построение гибкого участка по такой схеме позволяет совмещать времена работы портального манипулятора, тактового стола м штабелера. Кроме того, установив палету на ролики, штабелер уходит вниз, и не пересекает зону работы манипулятора, что позволяет манипулятору приступить к обслуживанию палеты сразу же после ее установки на полотно рольганга; это происходит задержку технологического оборудования при смене палет. В результате повышается производительность технологического оборудования.
Установка палеты на полотно рольганга сверху вниз с последующим выездом штабелера под тактовым столом позволяет исключить механизм захвата палет на штабелере. Незначительное время, необходимое для смены палет, позволяет исключить накопители заготовок и готовых деталей у каждого станка и ограничиться одним накопителем заготовок на каждую операцию.
Повышение гибкости достигается за счет того, что на участке возможна одновременная обработка деталей нескольких паименований. Для извлечения необходимой налеты с теми или иными деталями нет необходимости перебора всего штабеля па- лет, поскольку палеты размещаются по одной на каждом ярусе накопителя. Формула изобретения Гибкий автоматизированный участок, содержащий связанные между собой системой управления штабелер,технологическое оборудование, размещенное вдоль трассы перемещения штабелерэ, тактовые столы с
0
манипуляторами и многоярусные накопителя для палет, отличающийся тем, что, с целью сокращения занимаемых производственных площадей и повышения гибкости, тактовые столы и накопители выполнены в виде портальной конструкции, между стойками которой расположена трасса штабелера, а штабелер выполнен с возможностью взаимодействия с тактовыми столами и накопителями в горизонтальной плоскости.
| Гибкий автоматизированный участок | 1987 |
|
SU1585118A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
