Изобретение относится к станкостроению и может быть использовано для обработки деталей большой длины фигурного профиля.
Цель изобретения расширение, технологических возможностей путем обеспечения обработки длинномерных деталей фигурного профиля за один проход за счет применения копирного механизма, кинематически связанного с механизмом продольной подачи обрабатываемой детали.
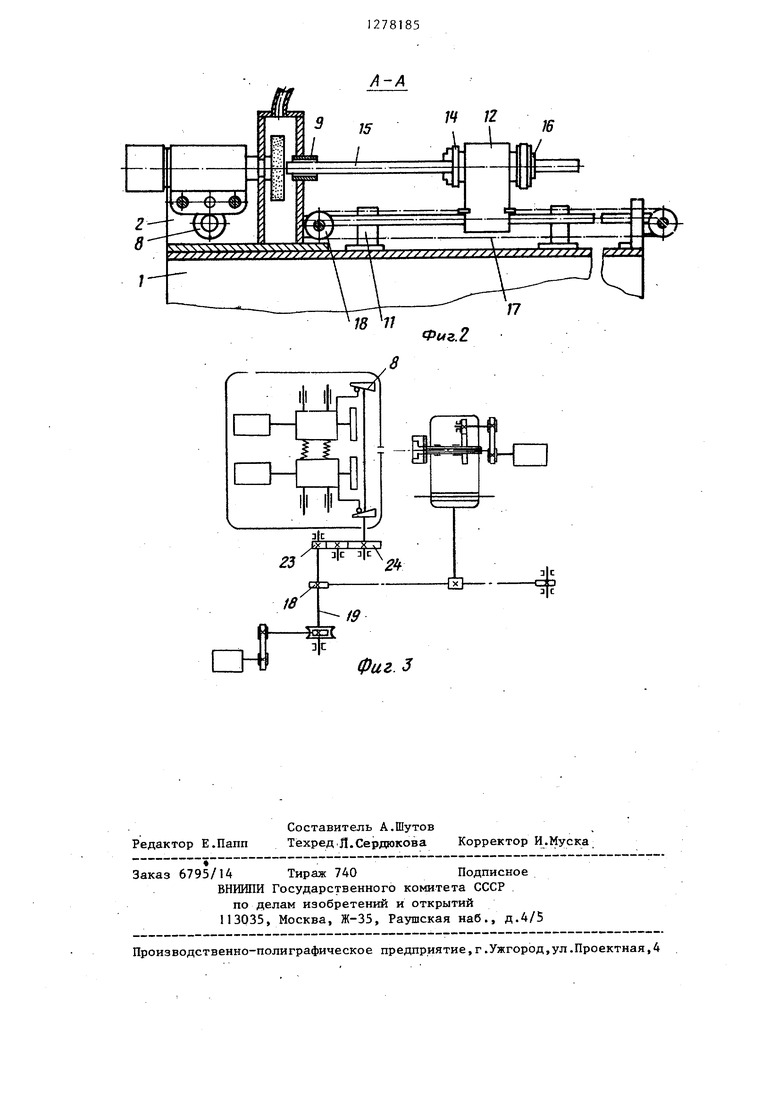
На фиг.1 изображен станок, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - кинематическая схема станка.
Станок содержит смонтированную на станине 1 шлифовальную бабку 2, состоящую из двух шлифовальных головок 3 с фланцевыми электродвигателями 4 и абразивными кругами 5, прижи- маюпщхся с помощью пружин 6 упорами 7 к кулачкам 8, пРИ вращении которых обеспечиваются радиальные колебания головок 3, а также фильеру 9. На станине установлены направляющие Ш, закрепленные на опорах П. На направ пяющих установлена передняя бабка12 с электродвигателем 13, приводящим во вращение патрон 14 с закрепленной в нем обрабатываемой деталью 15..
На передней бабке I2 расположен шпиндель 16 и на ней же закреплена цепь 17, охватьшающая звездочку 18, расположенную на валу 19, который приводится во вращение электродвигателем 20 через червячный редуктор 21; вал 19 через редуктор 22, в котором расположены шестеренки 23 и 24 связан с кулачками 8.
Станок работает следующим образом.
Обрабатываемзж) деталь вручную пропускают через шпиндель 16 передней бабки и через фильеру 9 шлифовгипьной бабки до упора в абразивные круги и закрепляют обрабатываемую деталь в патроне 14. Включив электродвигатель 20 через червячный редуктор 21, соединенный с валом 19, на котором находится звездочка 18 цепной передачи закрепленной на передней бабке 12, осуществляют продольную подачу обра- батьшаемой детали. При этом одновременно включают электродвигатели 4
вращения абразивных кругов 5 и обрабатываемую деталь 15. Вал 19 с посаженной на него звездочкой 18 через редуктор 22 кинематиче ски связан с кулачками 8 (фиг.2)5 которые, вращаясь, раздвигают шлифовальные головки и обеспечивают фигурную обработку детали.
Для шлифования обрабатываемой де- тали используют абразивные круги марки 24А32ПС26Б1т. Мощность электродвигателей вращения абразивньпс кругов равна 1,5 кВт, продольной подачи - 1,5 кВт, а вращения обраба- тываемой детали - 0,4 кВт.
Угол сбега кулачка определяется по формуле
360 V, где о(. - рабочий сбег кулачка;
Z - число.зубьев шестеренки 23
редуктора 22, равное 18; Zg - число зубьев шестеренки 24
редуктора 22, равное 174; Z - число зубьев звездочки 18
цепной передачи, равное 22; t - шаг звездочки 18, равны$
12,7 мм;
f - длина обрабатьгоаемой дета- ли, равная 2500 мм.
Формула изобретения
Станок дпя шлифования наружной
поверхности вращения длинномерных деталей, содержащий станину, на ко.- торой установлена шлифовальная бабка с двумя шлифовальными головками, I закрепленное между последними и передней бабкой устройство для базирования детали, а также механизмы радиальных колебаний шлифовальных бабок и продольной подачи передней бабки, отличающийся, тем,
что, с целью расширения технологических возможностей путем обеспечения возможности обработки длинномерных деталей фигурного профиля за один проход, механизм радиальных колебаНИИ каждой шлифовальной бабки кинематически связан через введенный в станок редуктор с механизмом продольной подачи передней бабки, выполненным в виде цепной передачи, при этом
механизм радиальных колебаний выполнен в виде кулачка.
А-А
18 7/
Фиг. 2
Фиг.З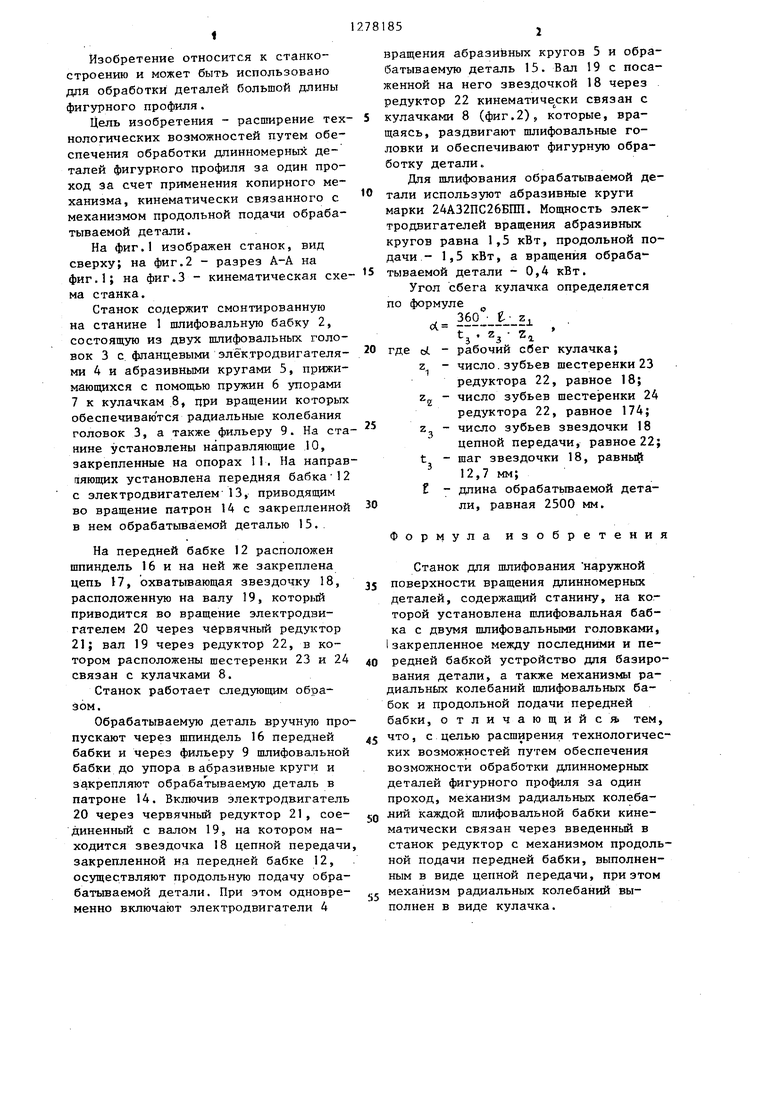
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования наружной поверхности вращения длинномерных деталей | 1990 |
|
SU1780997A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для шлифования поднутрения дисковых пил | 1979 |
|
SU921796A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| УСТРОЙСТВО для снятия ФАСОК НА ДЕТАЛЯХ С ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU384654A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| СПОСОБ ЗАТЫЛОВОЧНОГО ШЛИФОВАНИЯ РЕЖУЩИХ ЗУБЬЕВ МЕТЧИКОВ, ФОРМИРОВАТЕЛЕЙ РЕЗЬБЫ И ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2397059C2 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
Изобретение относится к облас- ти станкостроения. Целью изобретения является обеспечение возможности обработки длинномерных деталей фигурного профиля за один проход пугг тем применения копирного механизма, кинематически связанного с механизмом продольной подачи обрабатываемой детали. Две шлифовальные головки 3 с абразивными кругами 5 прижимаются с помощью пружин 6 упорами 7 к цилиндрическим кулачкам 8, при вращении которых обеспечиваются радиальные колебания головок 3. При помощи электродвигателя I3 и цепи 17 передняя бабка 12 вместе с закрепленной в ней обрабатываемой.деталью 15 получает продольное перемещение. Цилиндрический кулачок 8 кинематически связан с механизмом продольного перемещения детали 15. 3 ил. (Л 1C СХ) 00 СП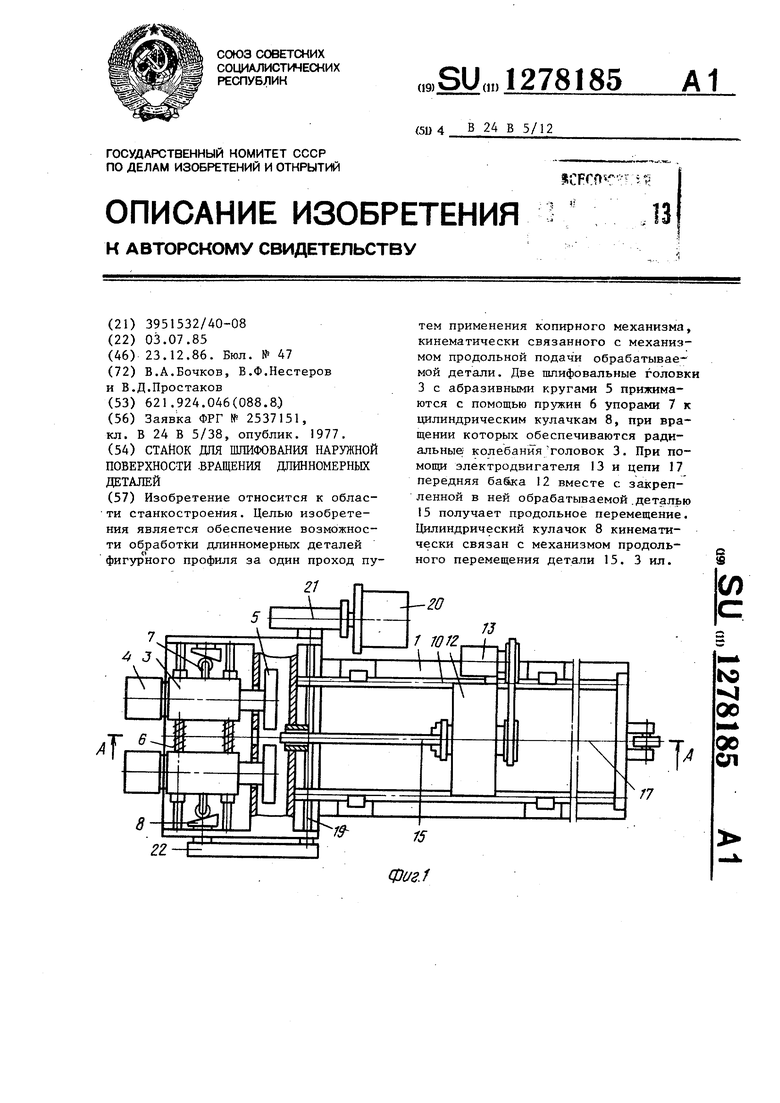
| СПОСОБ ПОДГОТОВКИ НЕСПЕКАЮЩЕГОСЯ УГЛЯ | 2013 |
|
RU2537151C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
