между собой кольцевыми щелями 8, образованными наружными поверхностями перегородок нижней 5 и внутренней поверхностью матрицы 2.
Пресс-форма работает следующим об- разом.
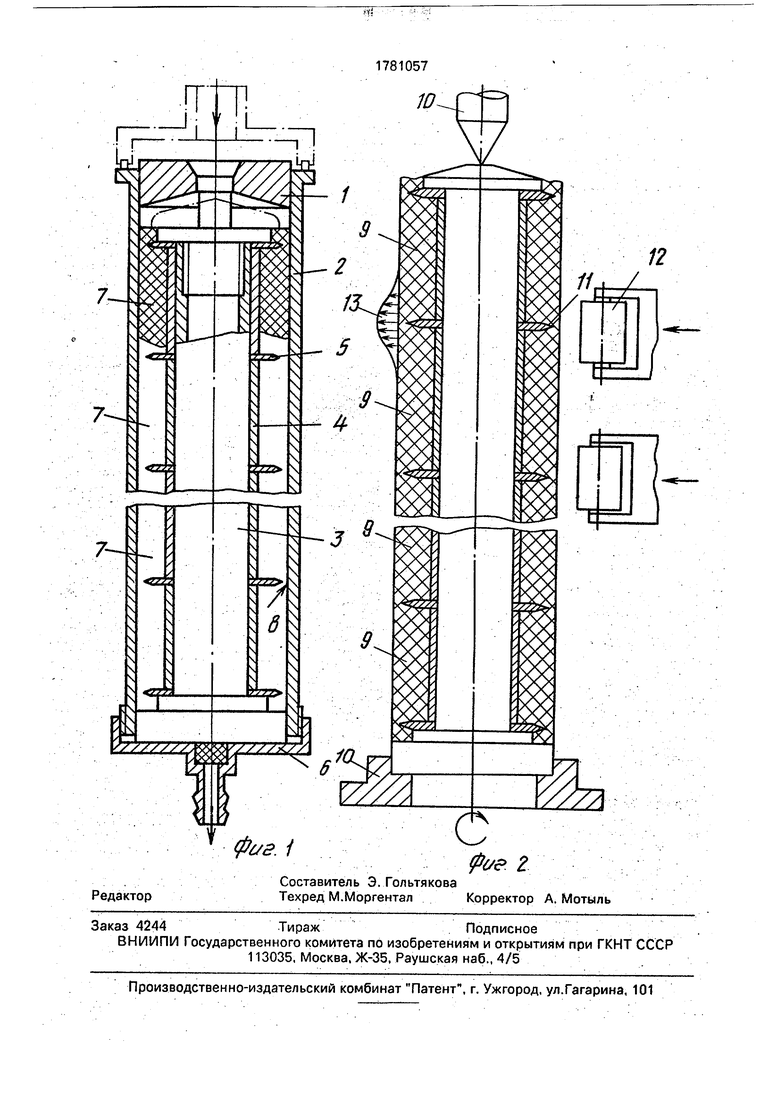
Заливочная крышка 1 подсоединяется к литьевой машине (на фиг. не показана) и полость между арматурными вкладышамТч и матрицей 2 вакуумируется. Полимер пода- ется сначала в зону верхнего гнезда 7, постепенно через щели 8 проникая до нижнего. Таким образом, на несколько изделий имеется только один литник-полость заливочной крышки. Это существенно со- кращает потери материала и трудозатраты по удалению избытка.
После отверждения дорн 3 совместно с изделиями 9 выталкивается из матрицы 2 и устанавливается во вращающиеся центры 10(фиг.2).
Напротив перемычек 11, образованных цепями 8 и соединяющих изделия 9, размещают нажимные ролики 12, которые при вра- щении дорна Заказывают давление на материал и разрушают его перерезанием в зоне дисковых ножей 5. В результате получают раздельные изделия, поскольку ножи 5 покрыты антиадгезионным материалом и не залипают на полимере.
При определенном сочетании величины щели 8 и соответственно перемычки 11, механических свойств материала и температурных режимов возможно самопроизвольное разрушение в этой зоне за счет напряжений при усадке. Наличие напряженного состояния 13 в полимере у кромки ножа значительно облегчает задачу разрезания перемычки роликом.
Таким образом, описанная конструкция пресс-формы позволяет не только получать одновременно несколько изделий, но и повысить качество путем исключения механической обработки для получения конечных размеров по торцам изделий.
Формула изобретения
Пресс-форма для изготовления малогабаритных изделий из полимерных материалов, содержащая цилиндрическую матрицу и цилиндрический дорн с кольцевыми пере- городками, разделяющими кольцевую формующую полость на отдельные гнезда для формования изделий, сообщенные между собой кольцевыми щелями, образованными наружными поверхностями перегородок и внутренней поверхностью матрицы, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий, кольцевые перегородки выполнены в виде съемных дисковых ножей.
Редактор
фиг. /
с
fae 2
Составитель Э. Гольтякова
Техред М.МоргенталКорректор А. Мотыль
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| ЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА | 1993 |
|
RU2050278C1 |
| Устройство для переработки расплава полимеров | 1968 |
|
SU270982A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ЛЕНТЫ И УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ ТАБЛЕТКИ И ЭКСТРУЗИИ ФТОРОПЛАСТОВОЙ ЛЕНТЫ | 1993 |
|
RU2085373C1 |
| ПАЛОЧКА ДЛЯ КАРАМЕЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2248719C2 |
| Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала | 1989 |
|
SU1669746A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Гранулятор для пастообразных материалов | 1981 |
|
SU1012964A1 |