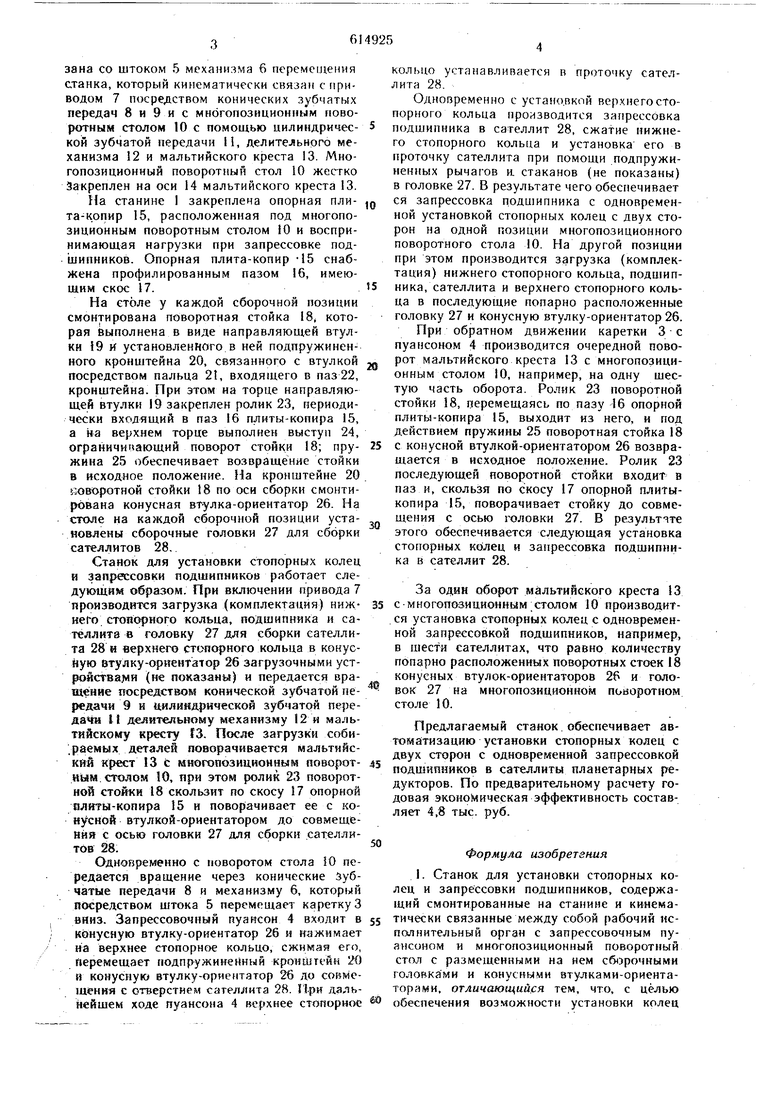
зана со штоком 5 механизма 6 перемещения станка, который кинематически связан с приводом 7 посредством конических зубчатых передач 8 и 9 и с мнбгопозиционным поворотным столом 10 с помощью цилиндрической зубчатой передачи II, делительного механизма 12 и мальтийского креста 13. Многопозиционный поворотный стол 10 жесгко Закреплен на оси 14 мальтийского креста 13.
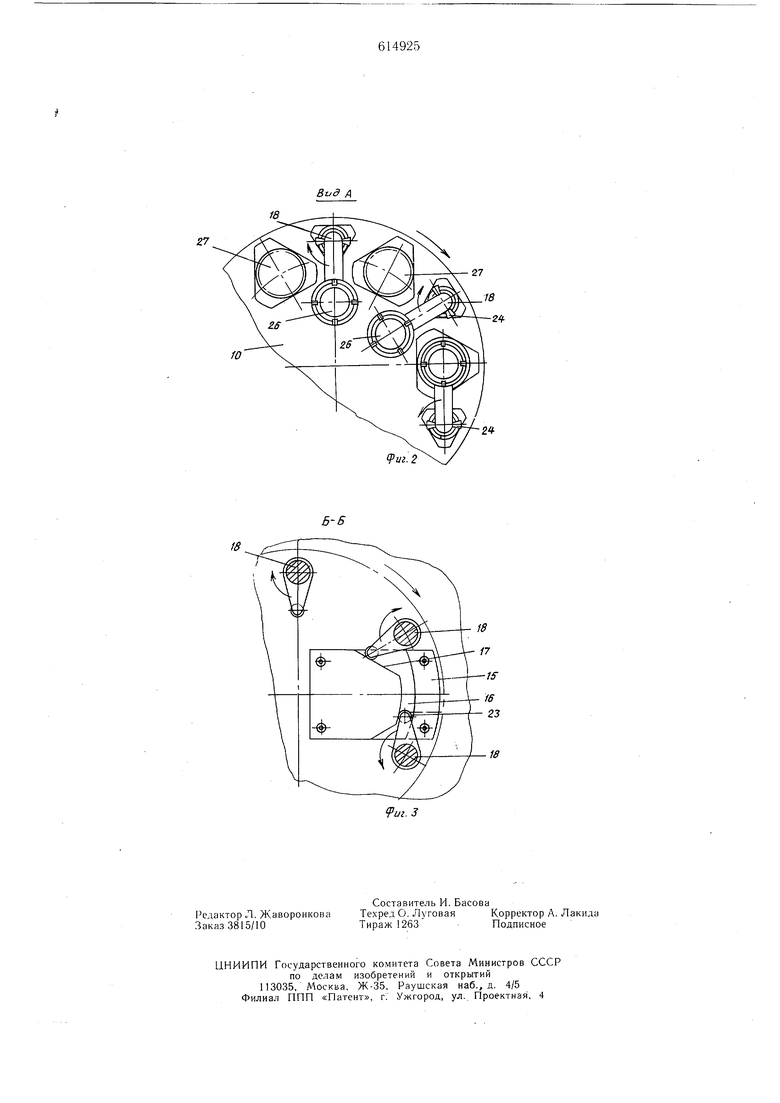
На станине I закреплена опорная плита-копир 15, расположенная под многопоэиционным поворотным столом 10 и воспринимающая нагрузки при запрессовке подшипников. Опорная плита-копир 45 снабжена профилированным пазом 16, имеющим скос 17.
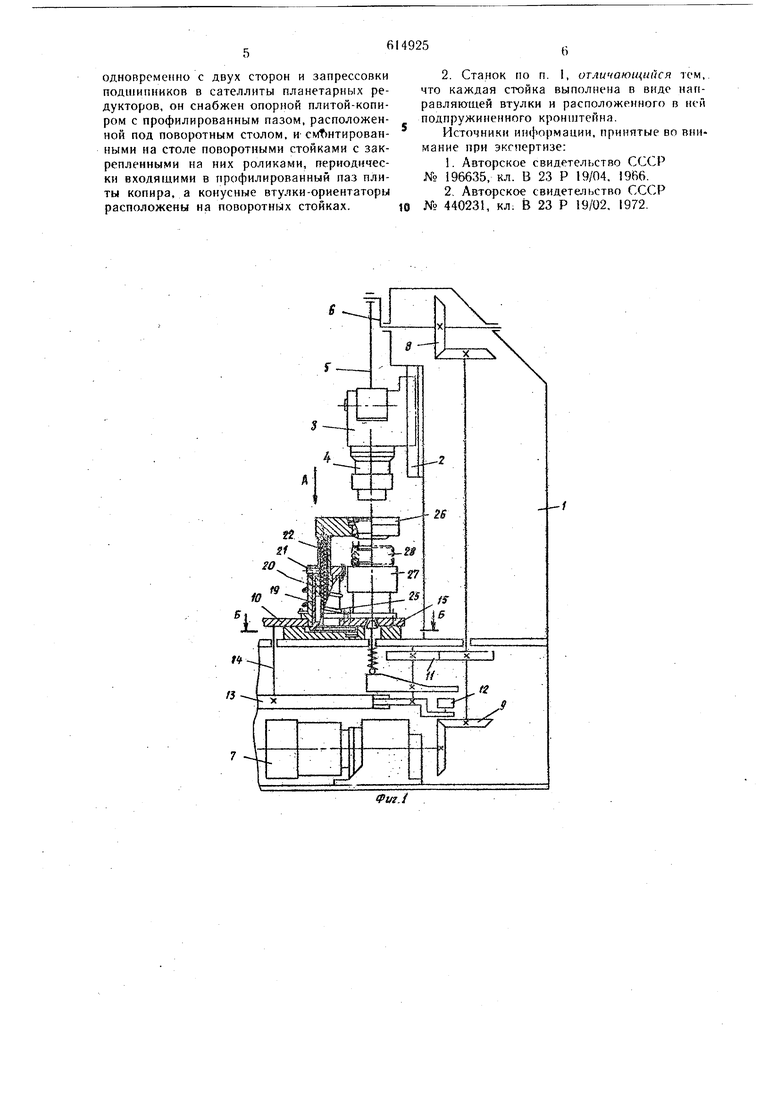
На столе у каждой сборочной позиции смонтирована поворотная стойка 18, которая выполнена в виде направляющей втулки 19 и установленного в ней подпружиненного кронштейна 20, связанного с втулкой посредством пальца 21, входящего в паз 22, кронштейна. При этом на торце направляющей втулки 19 закреплен ролик 23, периодически входящий в паз 16 плиты-копира 15, а на верхнем торце выполнен выступ 24, ограничииающий поворот стойки 18; пружина 25 обеспечивает возвращение стойки в исходное положение. На кронштейне 20 йоворотной стойки 18 по оси сборки смонтирована конусная вт-улка-ориентатор 26. На столе на каждой сборочной позиции установлены сборочные головки 27 для сборки сателлитов 28.
Станок для установки стопорных колец и запрессовки подшипникон работает следующим образом. При включении привода 7 производится загрузка (комплектация) нижнего стопорного кольца, подшипника и сателлита в головку 27 для сборки сателлита 28 и верхнего стопорного кольца в кокусную втулку-орнентатор 26 загрузочными устройагва 1И (не показаны) и передается вращение посредством конической зубчатой передачи 9 и цилиндрической зубчатой передаЧи И деянтельному механизму 12 и мальтийскому кресту ГЗ. После загрузки соби.раемых деталей поворачивается мальтийский крест 13 с многопозиционным поворотным столом 10, при этом ролик 23 поворотной стойки 18 скользит по скосу 17 опорной аляты-копира 15 и поворачивает ее с конусной втулкой-ориентатором до совмещения с осью головки 27 для сборки сателлитов 28.
Одновременно с поворотом стола 10 передается вращение через конические Зубчатые передачи 8 и механизму 6, который посредством штока 5 перемещает каретку 3 винз. Запрессовочный пуаргсон 4 входит в конусную втулку-ориентатор 26 и нажимает на верхнее стопорное кольцо, сжимая его, Перемещает подпружиненный кронштейн 20 я конусную втулку-ориентатор 26 до совмещ ення с отверстием сателлита 28. Мри дальнейшем ходе пуансона 4 верхнее стопорное
кольцо устанав.пивается в проточку сателлита 28.
Одновременно с установкой вер.хнегостопорного кольца производится запрессовка подшипника в сателлит 28, сжатие нижнего стопорного кольца и установка его в проточку сателлита при помощи подпружиненных рычагов а стаканов (не показаны) в головке 27. В результате чего обеспечивает ся запрессовка подшипника с одновременной установкой стопорных колец с двух сторон на одной позиции многопозиционного поворотного стола 10. На другой позиции при этом производится загрузка (комплектация) нижнего стопорного кольца, подшипника, сателлита и верхнего стопорного кольца в последующие попарно расположенные головку 27 и конусную втулку-ориентатор 26.
При обратном движении каретки 3с пуансоном 4 производится очередной поворот мальтийского креста 13 с многопозиционным столом 10, например, на одну шестую часть оборота. Ролик 23 поворотной стойки 18, перемещаясь по пазу 16 опорной плиты-копира 15, выходит из него, и под действием пружины 25 поворотная стойка 18 с конусной втулкой-орнентатором 26 возвращается в исходное положение. Ролик 23 последующей поворотной стойки входит в паз и, скользя по скосу 17 опорной плитыкопира 15, поворачивает стойку до совмещения с осью головки 27. В результате этого обеспечивается следующая установка стопорных колец и запрессовка подшипника в сателлит 28.
За один оборот мальтийского креста 13 с многопозиционным столом 10 производится установка стопорных колец с одновременной запрессовкой подшипников, например, в шести сателлитах, что равно количеству попарно расположенных поворотных стоек 18 конусных втулок-ориентаторов 26 и головок 27 на многопозиционном поворотном столе 10.
Предлагаемый станок обеспечивает автома1тизацию установки стопорных колец с двух сторон с одновременной запрессовкой подшипников в сателлиты планетарных редукторов. По предварительному расчету годовая экономическая эффективность составляет 4,8 тыс. руб.
Формула изобретения
1. Станок для установки стопорных колец и запрессовки подщипников, содержащий смонтированные на станине и кинематически связанные между собой рабочий исполнительный орган с запрессовочным пуансоном и многопозиционный поворотный стол с размещенными на нем сб4эрочными головками и конусными атулками-ориентаторами, отличающийся тем, что, с целью обеспечения возможности установки колец
одновременно с двух сторон и запрессовки подшипников в сателлиты планетарных редукторов, он снабжен опорной плитой-копиром с профилированным пазом, расположенной под поворотным столом, и смТ нтированными на столе поворотными стойками с закрепленными на них роликами, периодически входящими в профилированный паз плиты копира, а конусные втулки-ориентаторы расположены на поворотных стойках.
2. Станок по п. 1, отличающийся тем, что каждая стойка выполнена в виде направляющей втулки н расположенного в ней подпружиненного кронп тейна.
Источники ин(}юрмации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 196635, кл. В 23 Р 19/04, I9B6.
2,Авторское свидетельство СССР № 440231, КЛ: В 23 Р 19/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Копировально-фрезерный деревообрабатывающий станок | 1985 |
|
SU1289685A1 |
ipui.i
Ю
2
9иг. 2
IS
