Изобретение относится к металлургии и может быть использовано при калибровке и последующей прокатке рельсов.
Наиболее близким к заявляемому чистовому двухвалковому калибру (прототипом) является калибр для прокатки рельсов, у которого раскрытие ручьев со стороны головки выполнено смещенным от оси рельса в сторону закрытого фланца подошвы за пределы толщины шейки рельса.
Недостатками прототипа являются:
Недостаточно качественное оформление поверхности катания головки рельса.рэзличн- нзя высота рельса на переднем и заднем концах раската; значительная величина зазора между боковой поверхностью головки и роликами рольганга у выходящей из чистового калибра полосы. При значительной длине прокатываемой полосы во время прокатки раската ближе к заднему концу на переднем конце раската головка рельса под действием силы тяжести соприкасается с роликами рольганга, т.е. полоса скручивается вокруг продольной оси.
г Целью изобретения является повышение качества рельсов за счет1 повышения точности выполнения профиля его головки, стабилизация высоты и уменьшение скручивания.
Сущность изобретения и его отличительные признаки заключаются в том, что в чистовом двухвалковом калибре для прокатки рельсов, имеющем наклонное расположение в валках, в пределе до величины угла раскрытия боковых поверхностей закрытого фланца подошвы, закрытый и открытый ручьи фланцев подошвы, криволинейную поверхность ручья головки рельса с радиусом центральной кривизны из центра, лежащего на оси рельса, и меньшими радиусами сопряжения поверхности катания головки с ее боковыми поверхностями, разъем калибра со стороны головки рельса, смещенный от оси рельса в сторону закрытого фланца подошвы, выполнен перпендикулярно прямой, проходящей через центры радиусов центральной кривизны и сопряжения с бо(Л
С
х|
с
Ць
ю чэ
СП
ковой стенкой головки, а наклон калибра к горизонтали выполнен под углом, превышающим угол между упомянутой прямой и осью рельса,
Предлагаемый чистовой двухвалковый калибр для прокатки рельсов отличается от прототипа тем, что раскрытие ручьев калибра по головке осуществлено в сторону закрытого фланца подошвы, перпендикулярно прямой, проходящей через центры радиусов центральной выпуклости и бокового закругления головки, а угол наклона калибра к горизонтали определен по зависимости
,
где р - угол раскрытия боковых поверхностей закрытого фланца подошвы;
у-угол наклона калибра к горизонтали;
а- угол наклона прямой, проходящей через центры радиусов центральной выпуклости и бокового закругления головки к оси .рельса. -.
- Поверхность же катания головки на участке шейки и прилегающих со стороны открытого и закрытого фланцев подошвы участков выполнена в соответствии с требованием стандарта.
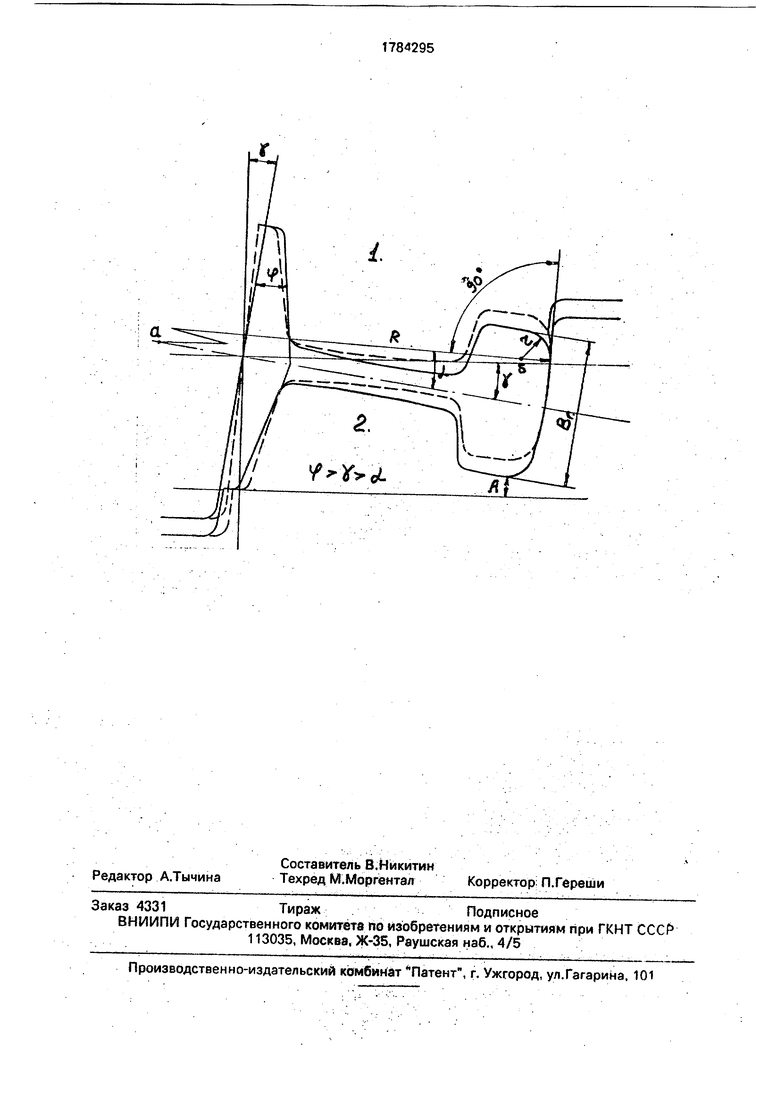
На чертеже представлен4предлагаемый чистовой двухвалковый калибр для прокатки рельсов.
Калибр образован ручьями верхнего и нижнего приводных валков (1, 2). Верхний валок 1 имеет закрытый фламец, а нижний 2 - открытый фланец подошвы. Для восприятия возникающих осевых усилий при прокатке предусмотрен опорный конус (на фиг.1 не показан). Показанный на фиг.1 калибр представляет в натуральную величину железнодорожный рельс узкой колеи типа Р24 по ГОСТ 6368-82.
Со стороны головки рельса разъем валков осуществлен в сторону закрытого фланца подошвы перпендикулярно прямой а-б, проходящей через центры радиусов центральной выпуклости и бокового закругления головки. Поверхность катания головки на участке шейки и далее в сторону прилегающих со стороны открытого и закрытого фланцев подошвы участков выполнена в соответствии с требованием стандарта.
Калибр, показанный толстыми сплошными линиями, наклонен на угол у.
Угол раскрытия граней верхнего закрытого фланца подошвы обозначен р, а угол между прямой, соединяющей центры радиусов и осью калибра, обозначен а. Головка рельса отстает от поверхности рольганга на величину А.
При значениях р 20% иа 8,15%, которые определяются расчетом при величинах мм, мм и мм, примем угол наклона калибра, используя неравенство как среднее значение между , т.е. примем у 14%. На чертеже данный случай показан толстой сплошной линией.
Изображенный же на чертеже калибр пунктиром при у 8% оказывается по данной заявке в отношении угла наклона предельным, т.к. у&а. В этом случае разъем калибра по головке почти не имеет выпуска. Величина А при этом для рельсов Р24 уменьшается Змм до А 7ммпри 8%.
Как видим из предложенной зависимости , предлагаемый чистовой калибр имеет возможность быть наклоненным и больше, чем у ,14% без видимых причин ухудшения оформления профиля, но при
этом будет уменьшаться уклон внутренней поверхности закрытого фланца подошвы.
Формула изобретения Чистовой двухвалковый калибр для прокатки рельсов, имеющий наклонное расположение в валках, в пределе до угла раскрытия боковых поверхностей закрытого фланца подошвы, закрытый и открытый ручьи фланцев подошвы, криволинейную
поверхность ручья головки рельса с радиусом центральной кривизны из центра, лежащего на оси рельса, и меньшими радиусами сопряжения поверхности катания головки с ее боковыми поверхностями, разъем калибра со стороны головки рельса, смещенный от оси рельса в сторону закрытого фланца, отличающийся тем, что, с целью повышения качества рельса путем повышения точности выполнения профиля его головки и уменьшения скручивания, разъем калибра со стороны головки выполнен перпендикулярно прямой, проходящей через центры радиусов центральной крутизны и сопряжения с боковой стенкой головки, со
стороны закрытого фланца, а наклон калибра к горизонтали выполнен под углом, превышающим угол между упомянутой прямой и осью рельса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ калибровки прокатных валков для прокатки рельсов | 1991 |
|
SU1799647A1 |
Сущность изобретения калибр имеет наклонное к горизонтали положение в валках, причем разъем по головке рельса смещен от оси рельса в сторону закрытого фланца. Направление разъема перпендикулярно прямой, проходящей через центр радиусов центральной кривизны головки и сопряжения ее с боковой стенкой со стороны закрытого фланца, а калибр наклонен с горизонтали под углом не меньшим, чем угол между указанной прямой и осью рельса Достигается большая точность профиля катающей поверхности головки рельса, снижается скручивание готового рельса на выходе из чистового калибра. 1 ил.
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
