Изобретение относится к металлургии и может быть использовано, например, в чистовых калибрах косорасположенного типа при прокатке рельсов.
Целью изобретения является повышение износостойкости валков и качества готовой продукции при прокатке в чистовых, косорасположенных калибрах рельсов.
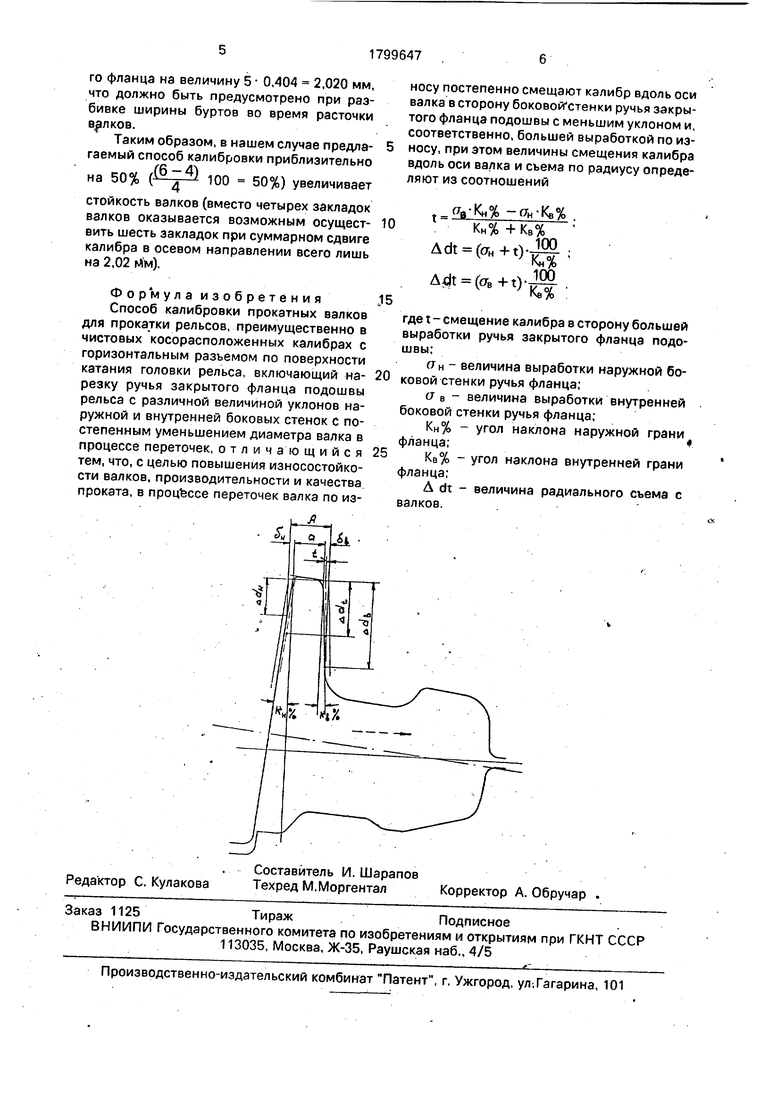
На чертеже в несколько утрированной форме показаны известный и предлагаемый способы калибровки прокатных валков для чистового калибра дуо острякового рельса с верхним закрытым и нижним открытым фланцами подошвы. Толстой сплошной линией показан калибр острякового рельса ОР50 в натуральную величину при расточке новых валков. Уклоны наружной поверхности закрытого фланца подошвы рельса к вертикали составляет Кн%, а внутренней поверхности этого фланца - Кв%. Как видим, в данном случае Кн% Кв%. Толщина верхнего основания фланца обозначена (а). Тонкой сплошной линией в утрированном виде показана выработка участка калибра образующего наружную поверхность фланца, которая обозначена (тн) и внутреннюю поверхность - обозначена (сгв).
В результате толщина малого основания фланца увеличивается до размера (А). Даже при одинаковой величине выработки (OH OB) наружной и внутренней поверхностей ввиду различного их наклона к вертикали для их восстановления при ремонте требуется различной величины радиальный съем с валков.
Так, для наружной поверхности величина съема обозначена AdH, а для внутренней - Ade. При существующем способе калибровки валков по прототипу общий съем должен быть равным съему с внутренней поверхности, т.к. AdB A dH. В этом случае необходимая величина съема с калибра по радиусу составит
Ad ae100/KB% .(1)
Предлагаемый способ показан тонкими пунктирными линиями:
СО
с
XI о ю
о
Јь XI
1. При ремонте калибр смещается вдоль осевой линии валков в сторону поверхности закрытого фланца имеющей меньшую величину уклона к вертикали. В данном случае - в сторону внутренней поверхности фланца на величину
Направление смещения показано на чертеже пунктирной стрелкой.
2. Величина выработки наружной поверхности закрытого фланца при этом по сравнению с существующим способом увеличивается и становится равной о н + т., а внутренней поверхности уменьшается, т.е.
СТв-t.
3. Величина смещения калибра гдолжйа производиться из расчета, чтобы уравнялись величины съема с наружной и внутренней поверхностей фланца. Радиальный съем с этих поверхностей в этом случае дол
жен составлять:
100 .
Кн% 100 .
Ке%
(2)
(3)
Приравняв правые части этих выражеий получим
gH -1-1 gB -1
Кц %KB fo .
откуда,
(СТв-t).
/0
Раскрываем скобки в .правой части
ь+ -т$ъ-т&
ГЧв /О
t
Преобразуем
t4.Kn% t.M. а -а- 1 Кв% К8% Ов
t (Кв% +Кн%) Кв% г;к - Кв% О .
KB KB
откуда
Кн% Ов - Ка% ГГН КЙ%+КН%
(4)
Радиальный объем с валков при ремонте определяется по равенствам (2) и/1и
(3).
На чертеже наглядно показано, что величины съема с валков (Д dt) по предлагае- мему способу значительно меньше по сравнению с существующим способом (Adt
5
5
0
5
Adb). За счет этого возможностей по восстановлению калибров значительно больше. В качестве примера определим необходимую величину съема с валков и количество переточэк по существующему и предлагаемому способам для чистового калибра остряковых рельсов ОР50, при следующих допущениях:
1. Суммарный съем с валков по диаметру - 150 мм, или по радиусу - 75 мм.
2. Величина выработки наружной и внутренней поверхности закрытого фланца за одну закладку составляет по 1 мм.
3. Калибр наклонен в валках под углом 10%, следовательно наружная поверхность закрытого фланца наклонена под этим же углом (Кн 10%). Уклон внутренней поверхности длинного фланца составляет 1:7, что
соответствует--- 14,25%.
При наклоне калибра, равном 10%, на уклон внутренней поверхности закрытого фланца в чистовых валках остается 14,25- -10 4,25%, следовательно, Кв 4,25%.
При существующем способе калибровки съем с валков по радиусу за одну переточку согласно равенству(1) составит
A d a
100
Кв%
. л
100
4,25%
23,5мм,
Суммарное количество переточек составит п 75:23,5 3,2, что соответствует четырем закладкам валков в работу.
При предлагаемом способе калибровки: по равенству (4) определим необходимую величину смещения:калибра вдоль оси валков, в сторону внутренней поверхности закрытого фланца
. Кн%0в -Кв%. - Он 10-1 -4.25 Кв% + Ки% 4,25 + 10
-Щ, Т мм.
По равенству (2) или (3) определим необходимый съем с валков по радиусу
Ad, („-,) -0,404)Jf 0,. 4,/о
Суммарное количество переточек составит п 75:14 -5,35, что соответствует шести закладкам валков в работу, При этом за пять переточек калибр необходимо передвинуть в сторону внутренней поверхности закрытого фланца на величину 5 0,404 2,020 мм, что должно быть предусмотрено при разбивке ширины буртов во время расточки волков.
Таким образом, в нашем случае предла- гаемый способ калибровки приблизительно
(6 - 41 на 50% 0 . ; 100 50%) увеличивает
стойкость валков (вместо четырех закладок валков оказывается возможным осущест- вить шесть закладок при суммарном сдвиге калибра в осевом направлении всего лишь на 2,02 мм).
Фор мула изобретения Способ калибровки прокатных валков для прокатки рельсов, преимущественно в чистовых косорасположенных калибрах с горизонтальным разъемом по поверхности катания головки рельса, включающий на- резку ручья закрытого фланца подошвы рельса с различной величиной уклонов наружной и внутренней боковых стенок с постепенным уменьшением диаметра валка в процессе переточек, отличающийся тем, что, с целью повышения износостойкости валков, производительности и качества проката, в процессе переточек валка по износу постепенно смещают калибр вдоль оси валка в сторону боковойГстенки ручья закрытого фланца подошвы с меньшим уклоном и, соответственно, большей выработкой по износу, при этом величины смещения калибра вдоль оси валка и съема по радиусу определяют из соотношений
-Он-Кв% Кн% +КВ%
Adt (o-H + t)- A4t (rB +t)100
Кн%
100
Кв%
где t - смещение калибра в сторону большей выработки ручья закрытого фланца подошвы;
ан - величина выработки наружной боковой стенки ручья фланца;
а в - величина выработки внутренней боковой стенки ручья фланца;
Кн% - угол наклона наружной грани фланца;
Кв% - угол наклона внутренней грани фланца;
A dt - величина радиального съема с валков..
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ПРОКАТНЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ | 1999 |
|
RU2197339C2 |
| Способ калибровки прокатных валков | 1986 |
|
SU1388121A1 |
| Способ прокатки несимметричных рельсовых профилей | 1989 |
|
SU1667952A1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ КАЛИБРОВКИ ДУБЛИРУЮЩИХ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ | 2009 |
|
RU2410171C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
Использование: калибровка прокатных валков для прокатки рельсов в чистовом двухвалковом косорасположенном калибре. Сущность изобретения; при переточке калибра одновременно с уменьшением диаметра валка и соответствующим смещением калибра в сторону оси валка смещают калибр также вдоль оси валка в сторону боковой стенки ручья закрытого фланца подошвы, имеющей меньший уклон и соответственно больший износ. Величины смещения определяются по соотношениям, учитывающим величины износа и соотношения уклонов стенок.фланца. 1 ил.
| Зайцев В.А | |||
| Работа на вэльцетокарных станках | |||
| М.: Металлургиздат, 1951, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
