Изобретение относится к металлургии и может быть использовано при калибровке и последующей прокатке железнодорожных рельсов или других аналогичных профилей с применением клети дуо в качестве чистовой.
При прокатке железнодорожных рельсов и других аналогичных профилей, когда в качестве чистовой клети применяется клеть дуо, чистовой калибр образован двумя ручьями, один из которых имеет закрытый фланец подошвы, другой - открытый фланец, с горизонтальным разъемом со стороны головки рельса по середине ее поверхности катания. Верхний ручей имеет закрытый фланец подошвы, а нижний - открытый, такая конструкция связана с тем, чтобы при прокатке головка профиля отстояла от поверхности роликов рольганга на меньшую величину.
К недостаткам чистового двухвалкового калибра для прокатки рельсов относя ся недостаточно качественное оформление поверхности катания головки рельса, которое осуществляется за счет свободного ушире- ния металла при прокатке, различная высота рельса на переднем и заднем концах
раската, так как прокатка переднего и заднего концов раската происходит при разных температурах, а также значительная величина зазора между боковой поверхностью головки и роликами рольганга, которая при значительной длине прокатываемой полосы может привести к скручиванию вокруг продольной оси. Уменьшить скрученность рельсов можно за счет увеличения угла наклона чистового калибра, однако уклон калибра более 10-12% не применяется, так как ухудшается оформление поверхности катания головки рельса.
Целью изобретения является повышение качества рельса за счет более точного выполнения профиля его головки и уменьшение скручивания рельса благодаря возможности увеличения угла наклона калибра в валках.
В чистовом двухвалковом калибре для прокатки рельсов, включающем наклонные ручьи с закрытым и открытым фланцами подошвы и с горизонтальным раскрытием по поверхности катания головки рельса, раскрытие ручьев со стороны головки рельса выполнено смещенным от оси рельса в сторону закрытого фланца подошвы за пред(Л
С
vj со
СА) О СП
елы толщины шейки рельса, а поверхность катания головки на участке шейки и прилегающего со стороны открытого фланца подошвы участка выполнена криволинейной в соответствии с требованиями стандарта.
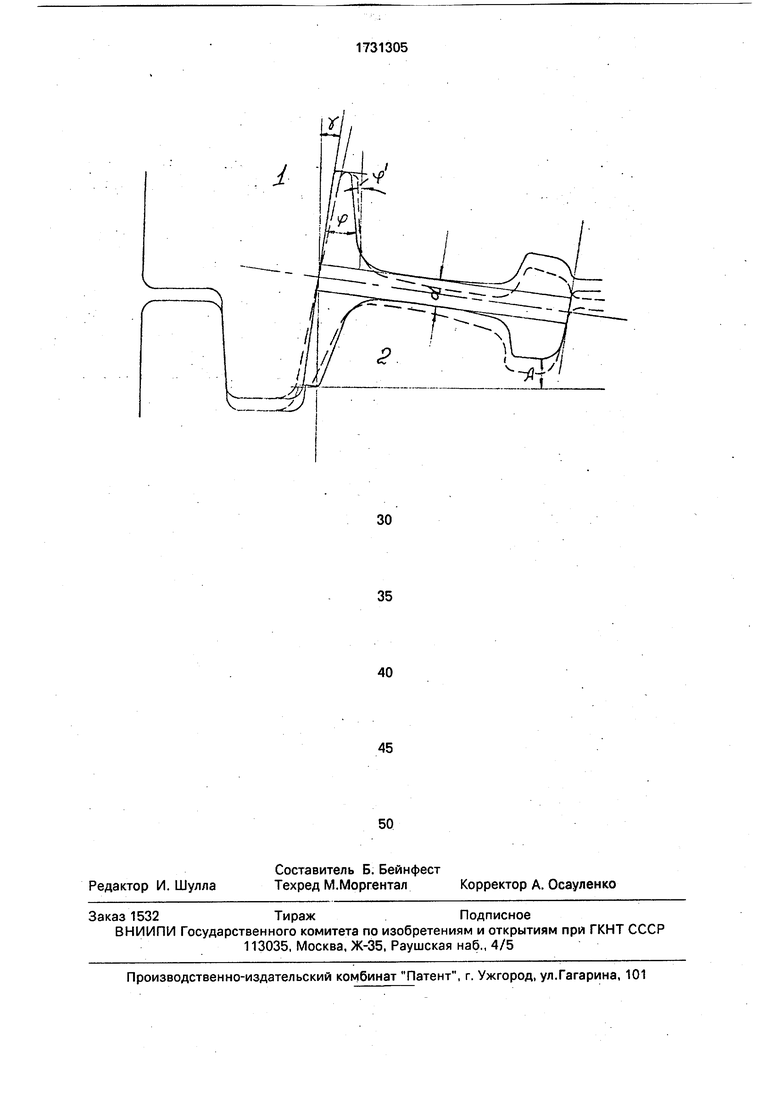
На чертеже представлен предлагаемый калибр.
Калибр содержит два горизонтальных приводных валка (1 и 2). Верхний валок 1 имеет закрытый фланец подошвы, а нижний валок 2 - открытый фланец. Для восприятия возникающих осевых усилий при прокатке предусмотрен опорный конус (показан в левой части чертежа). Со стороны головки рельса разъем валков смещен вверх в сторону закрытого фланца подошвы за пределы толщины шейки. Поверхность катания головки на участке шейки и далее в сторону открытого фланца подошвы выполнена криволинейной в полном соответствии со стандартом.
Калибр, показанный сплошными линиями, наклонен на угол у, равный максимально допустимому по известному, т.е. . При этом при прокатке головка отстоит от поверхности роликов рольганга на величину А, что способствует скручиванию рельса под действием веса выходящей полосы. Для рельсов Р-65 величина А составляет ,0 мм.
Предлагаемый калибр, показанный пунктирными линиями, наклонен на угол и допускает применение таких больших наклонов без видимых причин ухудшения оформления профиля. При этом для рельсов Р-65 величина А становится равной ,0 мм, что резко сокращает скрученность рельсов при прокатке. Препятствием к дальнейшему увеличению угла наклона калибра оказывается необходимость положительного значения угла наклона внутренней повер- хности закрытого фланца подошвы к вертикали р . При угле наклона этой грани к подошве, равном 25%, для Р-65 и угле
наклона у 20%угол р1 равен р р-у 5%. Такого большого угла наклона калибра (у 20%) известный калибр не допускает. Использование предлагаемого чистового двухвалкового калибра для прокатки рельсов обеспечивает улучшение качества оформления поверхности катания головки рельса и профиля в целом. Достигается это за счет того, что на большем участке своей
длины поверхность катания головки формируется не свободным уширением металла при прокатке, а непосредственным контактом с валком, улучшение оформления профиля в целом достигается за счет
стабилизации высоты рельса по длине и уменьшения ее волнообразности. Кроме того, уменьшается скрученность рельсов за счет увеличения наклона чистового рельсового калибра и приближения нижней поверхности головки выходящей из калибра полосы к уровню роликов рольганга, повышается также производительность за счет ликвидации необходимых подстроек стана при изменении температуры прокатываемых полос и расширяются возможности прокатного производства в деле получения высококачественных железнодорожных рельсов.
Формула изобретения
Чистовой двухвалковый калибр для прокатки рельсов, имеющий наклонное расположение в валках, закрытый и открытый ручьи фланцев подошвы, горизонтальный разъем калибра на криволинейной поверхности катания головки рельса, отличающийся тем, что, с целью повышения качества рельса за счет более точного выполнения профиля его головки и уменьшения скручивания рельса благодаря
возможности увеличения угла наклона калибра в валках, разъем калибра со стороны головки рельса смещен за пределы толщины шейки в сторону закрытого фланца подошвы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чистовой двухвалковый калибр для прокатки рельсов | 1991 |
|
SU1784295A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| Способ прокатки рельсов | 1988 |
|
SU1614869A1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| Способ прокатки несимметричных рельсовых профилей | 1989 |
|
SU1667952A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
Сущность изобретения: чистовой двухвалковый рельсовый калибр расположен в валках наклонно. Горизонтальный разъем калибра со стороны головки смещен в сторону закрытого фланцевого ручья подошвы за пределы шейки рельса. 1 ил.
| Чекмарев А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| -М.: Металлургия, 1971, с.453, рис.189. |
