Изобретение относится к области прокатного производства и может быть использовано при транспортировке горячих слябов напрямую (транзитом) от слябинга или МНЛЗ к приемному рольгангу широкополосного стана.
i
Цель изобретения - уменьшение тепловых потерь слябов.
Поставленная цель достигается тем, что По способу подачи горячих слябов к широкополосному стану, включающему выдачу не- скольких слябов из печей на рольганг, размещение их по одному в каждой из зон термостатир ования, расположённых на рольганге в промежутках между печами, и передачу последующих слябов от слябинга к стану при прямой прокатке, подачу слябов, находящихся не рольганге, в смежные зоны термостатирования осуществляют одновременным поступательным перемещением всех слябов. С целью предохранения роликов рольганга от перегрева в зонах термостатирования слябы перемещают возвратно-поступательна hoдшне збны.
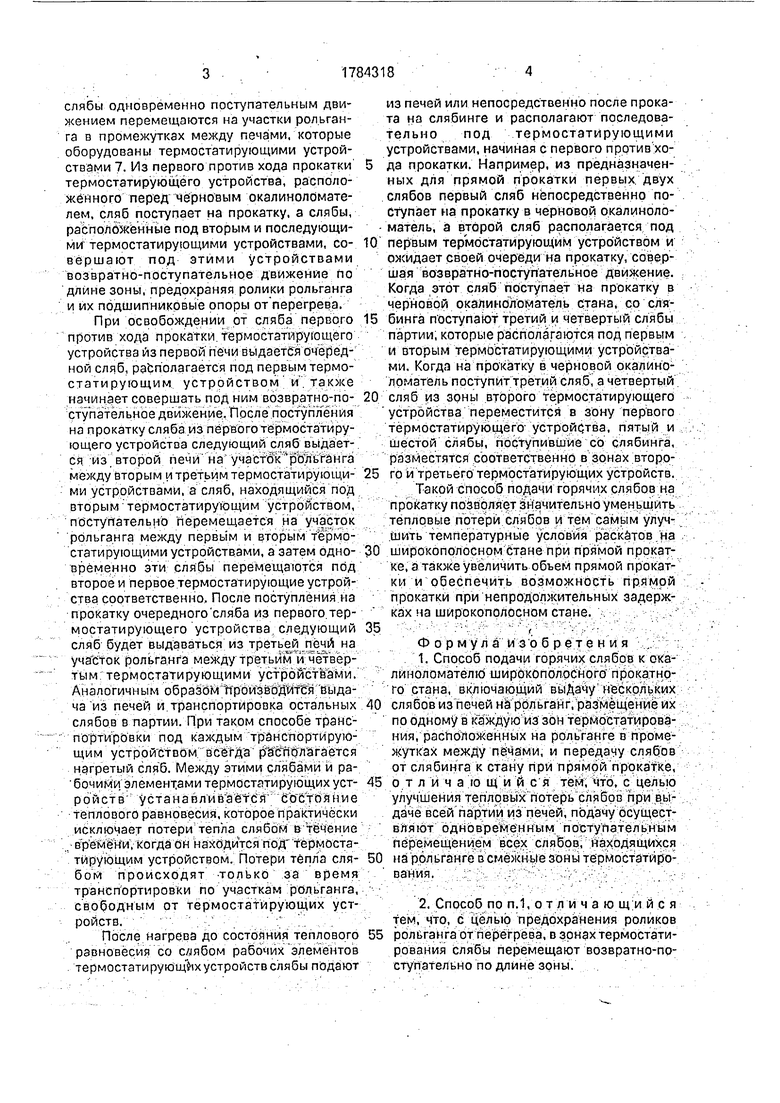
На чертеже изображена схема участка подачи слябов от слябинга к широкополосному стану при прямой прокатке и приняты следующие обозначения: 1 - клеть слябинга; 2 - ножницы слябинга; 3 - шлепперное устройство; 4 - слябы; 5 - нагревательные печи; 6 - участки рольганга, на которых перемещение сляба обеспечивается в режиме поступательного движения (направление движения показано стрелкой); 7 - участки рольганга (зоны термостатирования), на которых перемещение сляба обеспечивается в режиме возвратно-поступательного движения (направление движения показано стрелками); 8 - черновой окалиноломатель (первая клеть) широкополосного стана.
Слябы из всех печей выдаются на рольганг одновременно и размещаются на участках рольганга, свободных от термостатирующих устройств (участки 6 на чертеже). В следующий момент времени все
СО
X 00
ы
вяА
00
слябы одновременно поступательным движением перемещаются на участки рольганга в промежутках между печами, которые оборудованы термостатирующими устройствами 7. Из первого против хода прокатки термостатирующего устройства, расположенного перед черновым окалиноломате- лем, сляб поступает на прокатку, а слябы, расположенные под вторым и последующими термостатирующими устройствами, совершают под этими устройствами возвратно-поступательное движение по длине зоны, предохраняя ролики рольганга и их подшипниковые опоры от перегрева.
При освобождении от сляба первого против хода прокатки термостатйрующего устройства из первой печи выдается очередной сляб, располагается под первым термо- статирующим устройством и также начинает совершать под ним возвратно-поступательное движение. После поступления на прокатку сляба из первого термостатирующего устройства следующий сляб выдается из второй печи на участок рольганга между вторым и третьим термостатирующими устройствами, а сляб, находящийся под вторым термостатирующим устройством, поступательно перемещается на участок рольганга между первым и вторым термостатирующими устройствами, а затем одновременно эти слябы перемещаются под второе и первое термостатирующие устройства соответственно. После поступления на прокатку очередного сляба из первого термостатирующего устройства следующий сляб будет выдаваться из третьей печи на участок рольганга между третьим и четвертым термостатирующими устройствами. Аналогичным образом производится выдача из печей и транспортировка остальных слябов в партии. При таком способе транспортировки под каждым транспортирующим устройством всегда располагается нагретый сляб. Между этими слябами и рабочими элементами термост тирующих уст- ройств устанавливается состояние теплового равновесия, которое практически исключает потери тепла слябом в течение времеки, когда он находится под термоста- тирующим устройством. Потери тепла слябом происходят только за время транспортировки по участкам рольганга, свободным от термостатируюш,их устройств.
После нагрева до состояния теплового равновесия со сдябом рабочих элементов термостатируюифх устройств слябы подают
из печей или непосредственно после проката на слябинге и располагают последовательно под термостатирующими устройствами, начиная с первого против хода прокатки. Например, из предназначенных для прямой прокатки первых двух слябов первый сляб непосредственно поступает на прокатку в черновой окалиноло- матель, а второй сляб располагается под
первым термостатирующим устройством и ожидает своей очереди на прокатку, совершая возвратно-поступательное движение. Когда этот сляб поступает на прокатку в черновой окалиноломатель стана, со слябинга поступают третий и четвертый слябы партии, которые располагаются под первым и вторым термостатирующими устройствами. Когда на прокатку в черновой окалиноломатель поступит третий сляб, а четвертый
сляб из зоны второго термостатирующего устройства переместится в зону первого термостатирующего устройства, пятый и шестой слябы, поступившие со слябинга, разместятся соответственно в зонах второго и третьего термостатирующих устройств. Такой способ подачи горячих слябов на прокатку позволяет значительно уменьшить тепловые потери слябов и тем самым улучшить температурные условия раскатов на
широкополосном стане при прямой прокатке, а также увеличить объем прямой прокатки и обеспечить возможность прямой прокатки при непродолжительных задержках на широкополосном стане.
Формула изобретения
1,Способ подачи горячих слябов к ока- линоломателю широкополосного прокатного стана, включающий выдачу нескольких
слябов из почей на рольганг, размещение их по одному в каждую из зон термостатирова- ния, расположенных на рольганге в промежутках между печами, и передачу слябов от слябинга к стану при прямой прокатке,
отличающийся тем, что, с целью улучшения тепловых потерь слябов при выдаче всей партии из печей, подачу осуществляют одновременным поступательным перемещением всех слябов, находящихся
на рольганге в смежные зоны термостатиро- вания,
2.Способ по п.1,отличающийся тем, что, с целью предохранения роликов
рольганга от перегрева, в зонах термостати- рования слябы перемещают возвратно-поступательно по длине зоны.
Ч 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| Стан горячей прокатки полос с петлеобразованием раскатов на промежуточном рольганге | 1990 |
|
SU1776470A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Способ транспортировки слябов при прокатке транзитом | 1982 |
|
SU1031549A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
Сущность изобретения: слябы одновременно выдают из всех печей на рольганг и подают их в зоны термостатирования одновременным поступательным перемещением всех слябов. После подачи первого сляба на прокатку все оставшиеся слябы одновременно поступательно перемещают в следующую зону термостатирования; а в освободившуюся зону термостатирования подают сляб из печи или со слябинга. Находящиеся в зонах термостатирования слябы перемещают возвратно-поступательно по длине зоны. 1 з.п.ф-лы, 1 ил.
| Устройство для нагрева и транспортировки металла | 1986 |
|
SU1407604A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
