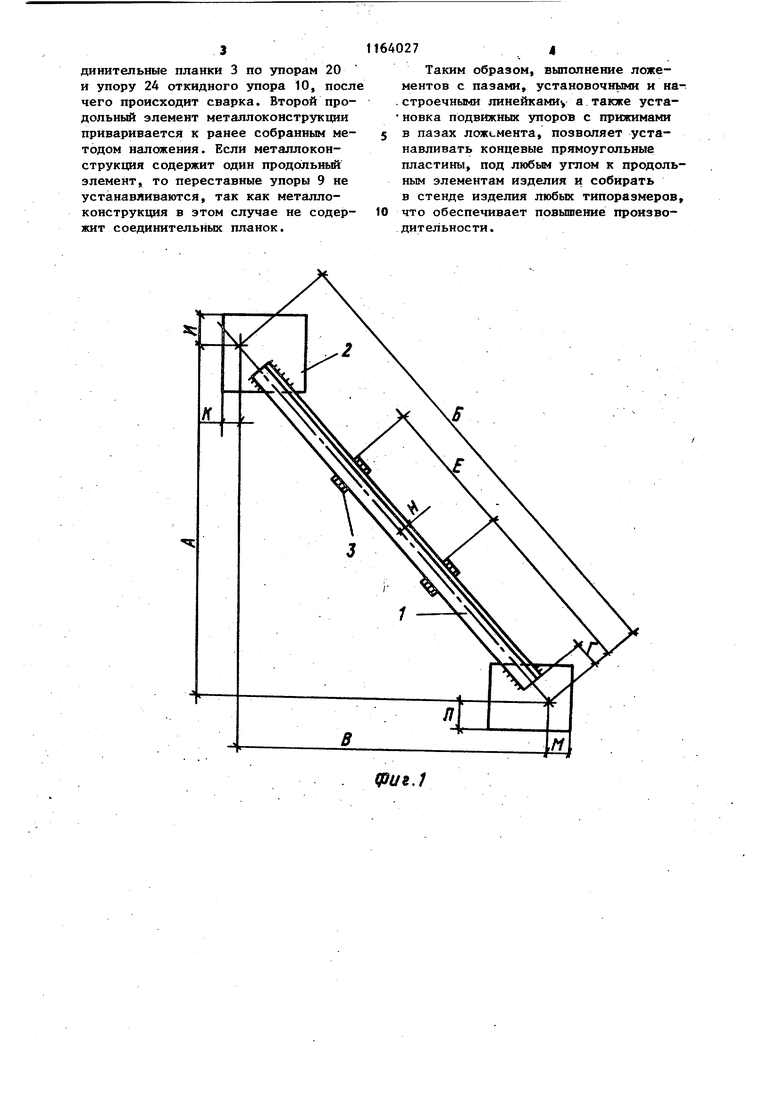
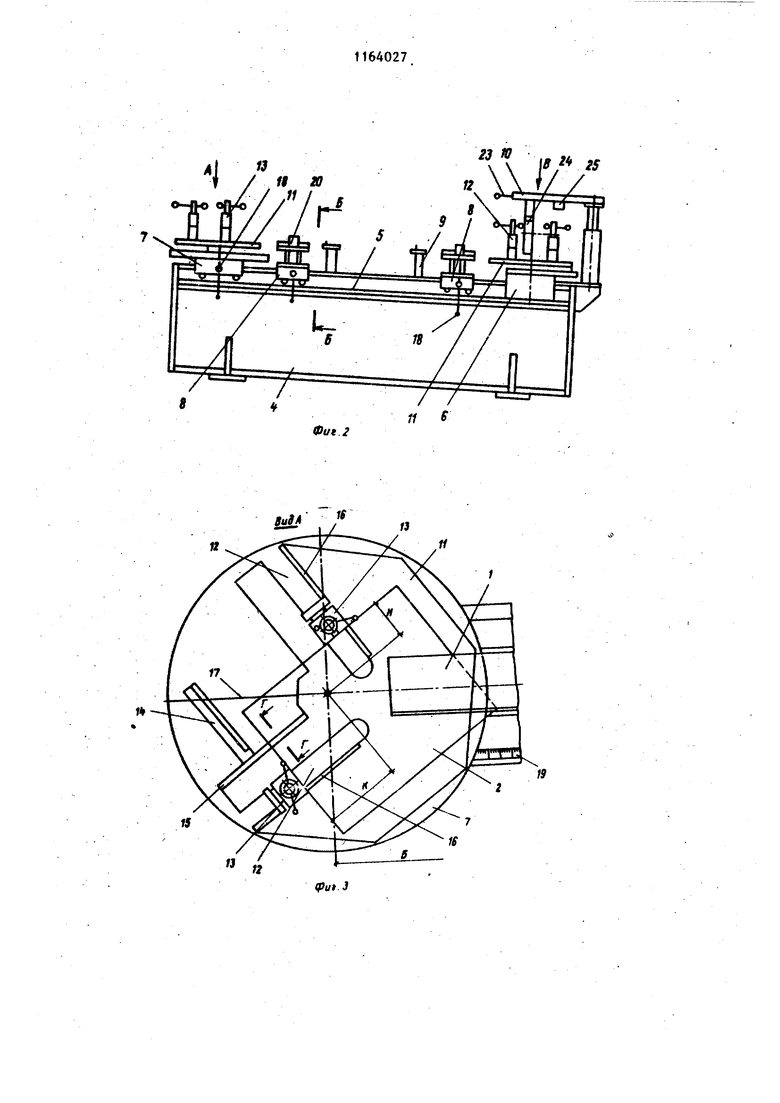
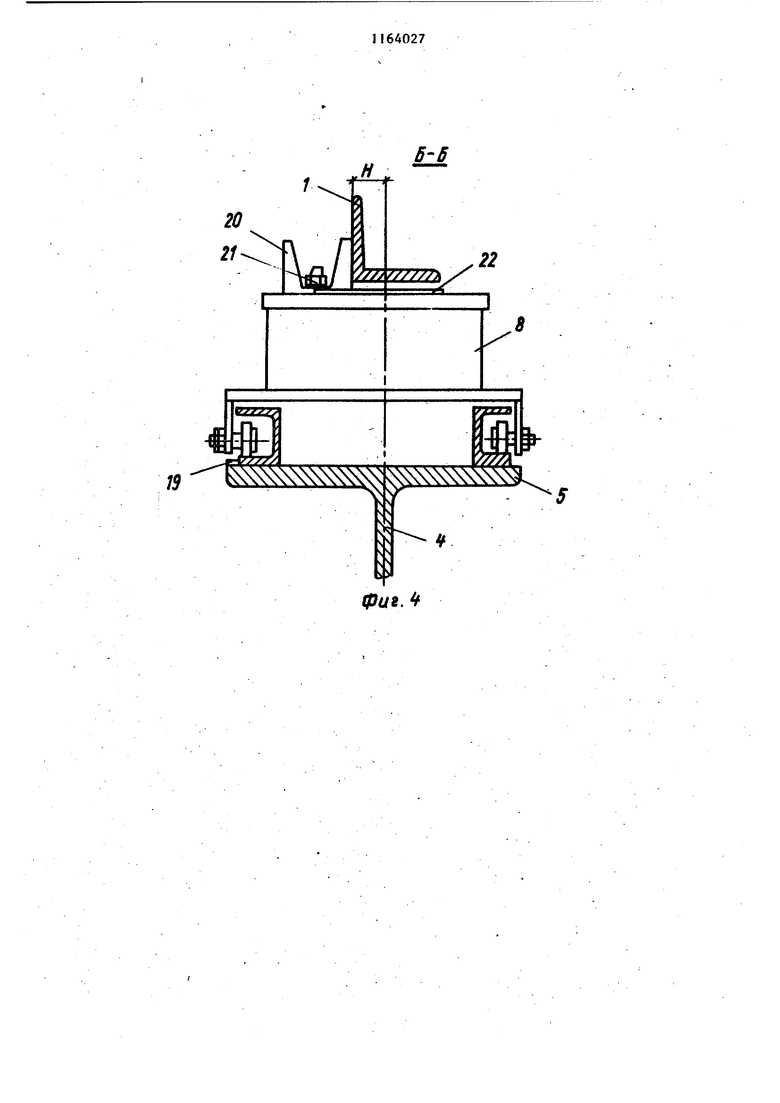
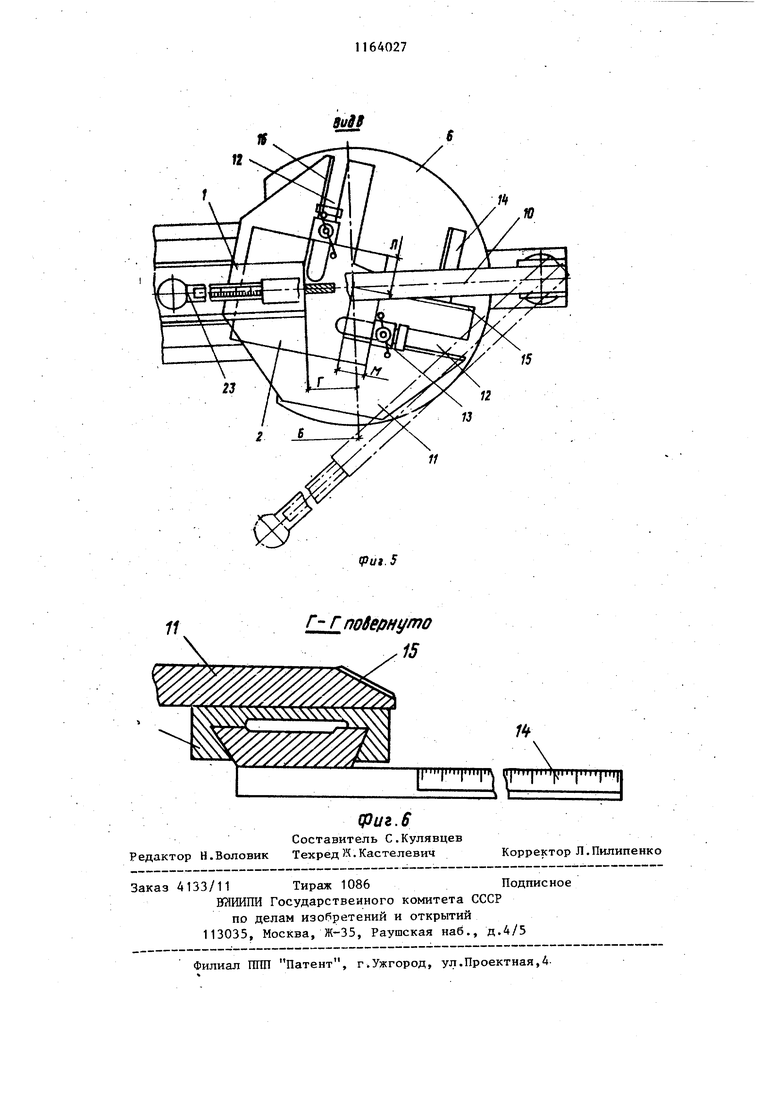
Изобретение относится к машиностроению, а именно к вспомогательному оборудованию, применяемому при строчносварочных работах, и может быть использовано дпя сборки и сварки металлоконструкций, преимущественно состоящих из продольных элементов с концевьми прямоугольными пластинами, расположенньми параллельно одна другой. Цель изобретения - повьшение производительности путем уменьшения времени на переналадку стенда с од,ного типоразмера металлоконструкции на другой. На фиг. 1 схематически изображена собираемая металлоконструкция; на фиг. 2 - стенд, обвщй вид; на фиг. 3 - вид А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 - вид Б на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 3. Стенд для сборки и сварки металлоконструкций состоящих из продольных элементов 1 и 2 и соединительных планок 3, включает смонтированные на основании 4 направляющие 5, неподвижную опору 6 и имеющие возмсжность перемещения вдоль направляющих 5 подвижные опоры 7 и 8, а также переставные упоры 9 и откидной упор 10. Неподвижная опора 6 и подвижная опора 7 содержат поворотные ложемен ты 11, со смонтированными в пазах 12 подвижными упорами с прижимами 13. Ложемент 11 имеет прямоугольный вьфе вдоль одной из сторон которого снизу в направляющих размещена настроечная линейка 14. Вдоль другой стороны выреза жестко закреплена настроечная линейка 15, причем деления на линейках 14 и 15 нанесены в уменьшенном масштабе. Пазы 12, в которых перемещаются упоры с прижимами 13, выполнены параллельно сторонам прямоуголь ного выреза ложемента 11 и снабжены установочными линейками 16. На основаниях опор 6 и 7 нанесены риски 17 проходящие через ось поворота ложемента 11 по оси симметрии стенда Для предотвращения самопроизвольного поворота ложемента 11 вокруг оси предусмотрен стопор (не показан), а для предотвращения смещения подвижных опор 7 И;8 на них смонтированы фиксаторы 18. Вдоль направляющих 5 для установки на необходимый размер подвижной опоры 7 и переставных упоров 9 смонтирована линейка 19. Подвижные упоры 8 снабжены упорами 20 с фиксатором 21 и линейкой 22. Откидной упор 10 вьтолнен в виде поворотной консоли, с расположенной в ней передвижной тягой 23 с линейкой, и снабжен упором 24, шарнирно связанным с тягой 23, которая может фиксироваться в заданном положении с помощью гайки 25. Металлоконструкции собираются на стенде следующим образом. Подвижная опора 7 с помощью линейки 19 устанавливается в направляющих 5 на раз1мер Б металлоконструкщ1и и закрепляется с помощью фиксатора 18. После этого настраивается ложемент 11, для чего настроечная линейка 14 передвигается в направляющих до размера одного из катетов, например , определяемого в масштабе по построечной линейке 15, затем ложемент 11 поворачивается вокруг своей оси до тех пор, пока риска 17 не отсечет в масштабе линейке 14 размер другого катета А и в этом положении ложемент фиксируется с помощью стопора. Аналогично настраивается и ложемент 11 неподвижной опоры 6 .Передвигая в пазах 12 ложемента 11 упоры с прижимами 13 устанавливают их на размеры к. и И с помощью установочных линеек 16 и закрепляют. Аналогично настраиваются и упоры с прижимами 13 неподвижной опоры 6 на размеры Ли М . На ложементы 11 по упорам-прижимам 13 укладываются прямоугольные пластины и ими же закрепляются. Подвижные упоры 8 устанавливаются в направляющих 5 рядом с опорами 6 и 7 и закрепляются с помощью фиксаторов 18. Упоры 20 опор 8 устанавливаются с помощью линеек 22 на размер Н и крепятся фиксаторами 21. На основании 4 расставляются по размерам Д и Е переставные упоры 9 по числу соединительных планок 3 и на них раскладываются соединительные планки 3 металлог конструкции. Настройка откидного упора 10 происходит следующим образом. Тяга 23 передвигается в консоли и устанавливается на размер 7 металлоконструкции с помощью линейки, закрепленной на тяге, после чего фиксируется гайкой 25. Продольный элемент металлоконструкции укладывается на концевые прямоугольные пластины 2 и соединительные планки 3 по упорам 20 и упору 24 откидного упора 10, посл чего происходит сварка. Второй продольный элемент металлоконструкции приваривается к ранее собранным методом наложения. Если металлоконструкция содержит один продольный элемент, то переставные упоры 9 не устанавливаются, так как металлоконструкция в этом случае не содержит соединительных планок. 027.4 Таким образом, выполнение ложементов с пазами, установочными и на.строечными линейками а также установка подвижных упоров с прижимами в пазах лож1-мента, позволяет устанавливать концевые прямоугольные пластины, под любым углом к продольным элементам изделия и собирать в стенде изделия любых типоразмеров, что обеспечивает повышение производительности.
/J
/ . ti и
Фие 2
23 П
12
11 6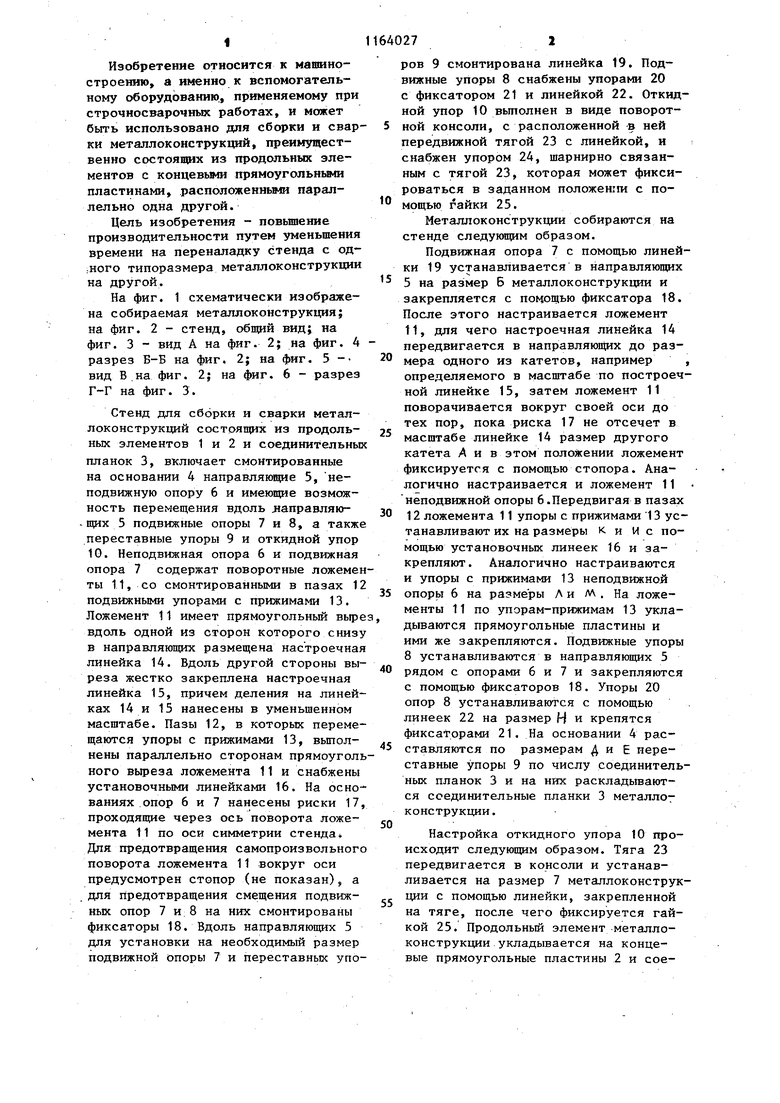
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки под сварку плоских решетчатых металлоконструкций | 1981 |
|
SU1006140A1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ПЛОСКИХ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2279958C2 |
| Стенд для сборки под сварку металлоконструкций | 1981 |
|
SU1074694A1 |
| Стенд для сборки под сварку металлоконструкций | 1986 |
|
SU1333518A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Установка для сборки под сварку решетчатых конструкций | 1981 |
|
SU959974A1 |
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
СТЕНД ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ, преимущественно состоящих из продольных элементов с концевыми прямоугольными пластинами, расположенными параллельно друг другу, содержа1ций основание с подвижными и неподвижными опорами, оснащенными поворотными ложементами, упорами и прижимами, отличающийся тем, что, с целью повьпаения производительности путем уменьшения времени на переналадку стенда с одного типоразмера металлоконструкции на другой, в каждом ложементе выполнены два взаимно перпендикулярных пазд, упоры с прижимами для прямоугольных пластин размещены в пазах, вдоль, пазов закреплены установочные линейки для упоров с прижимами,и смонтированы две настроечные линейки со шкалой уменьшенного по сравнению с установочными линейками масштаба, при этом одна из настроечных линеек жестко закреплена на ложементе параллельно одному КЗ пазов, а другая смонтирована с возможностью переме3 щения относительно первой линейки параллельно другому пазу, каждый ложе(Л мент оснащен стопором, на основании нанесена риска для настройки второй настроечной линейки, проходящая через ось поворота ложемента, а опоры для продольного элемента металлоконструкций установлены на основании параллельно указанной риске. М
. / fj
12
15
11
6-6
22
X
8
tpue.
| Устройство для сборки под сварку решетчатых ферм из труб | 1976 |
|
SU656787A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
