(Л
00
со
ел
оо
фиг2
Изобретение относится к машиностроению и может быть использовано при финишной обработке дорожек качения деталей шарикоподшипников.
Целью изобретения является повышение , точности процесса путем предварительного совмешения центров кривизны дорожек качения и профиля инструмента с осью его качания при жестко закрепленном инструменте в держателе с последующим расПри обработке детали, базовое расстояние которой отличается от Н на величину ±Н, при поджатии инструмента и детали его профиль совмещается с профилем дорожки качения, при этом оправка 4 перемещается относительно держателя 2 на величину ± Н, 4то зафиксировано датчиком б и отсчетным устройством 7. В соответствии с величиной и знаком рассогласования положения осей качания и профиля
креплением инструмента и его самоустановки Ю инструмента производят корректировочное
в дорожке качения и корректировочных перемещений оси качания в осевом направлении.
На фиг. 1 изображено устройство для осуществления способа; на фиг. 2 - то же, вид в плане.
Доводочная головка 1, выполненная с возможностью качанния вокруг оси О, несет держатель 2 с инструментом 3 в виде абразивного бруска, установленного в оправ- ке 4, которая смонтирована с возможностью свободного перемещения вдоль оси относительно державки в предела.х 0,1 - 0,3 мм. От проворота оправка 4 предохранена штифтом 5. На держателе 2 закреплен датчик 6, контактирующий с оп- равой 4. Датчик соединен посредством проводников с отсчетным устройством 7.
Устройство настраивают таким образом, чтобы нулевое положение отсчетного устройства соответствовало положению, при котором ось качания инструмента и центр его профиля совпадали с центром профиля дорожки качения эталонного кольца 8 с базовым расстоянием от торца до оси дорожки качения, равным величине Н.
При обработке детали, базовое расстояние которой отличается от Н на величину ±Н, при поджатии инструмента и детали его профиль совмещается с профилем дорожки качения, при этом оправка 4 перемещается относительно держателя 2 на величину ± Н, 4то зафиксировано датчиком б и отсчетным устройством 7. В соответствии с величиной и знаком рассогласования положения осей качания и профиля
инструмента производят корректировочное
5
0 5
0
перемещение доводочной головки 1 до восстановления нулевого положения отсчетного устройства вручную или с помощью автоматического следящего привода.
Формула изобретения
Способ настройки станка для обработки дорожек качения колец шарикоподшипников, при котором отслеживают перемещение инструмента с помощью датчика, запоминают значение этих сигналов, сопоставляют их и формируют команду на выполнение корректировочных перемещений инструмента относительно профиля дорожки качения, отличающийся тем, что, с целью повыщения точности процесса, предварительно при жестко закрепленном инструменте совмещают центры кривизны дорожек качения и профиля инструмента с осью его качания, а затем при установке каждой последующей детали производят раскрепление инструмента и после его самоустановки в дорожке качения по показанию датчика осуществляют совмещение центров кривизны дорожки качения и профиля инструмента с осью его качания.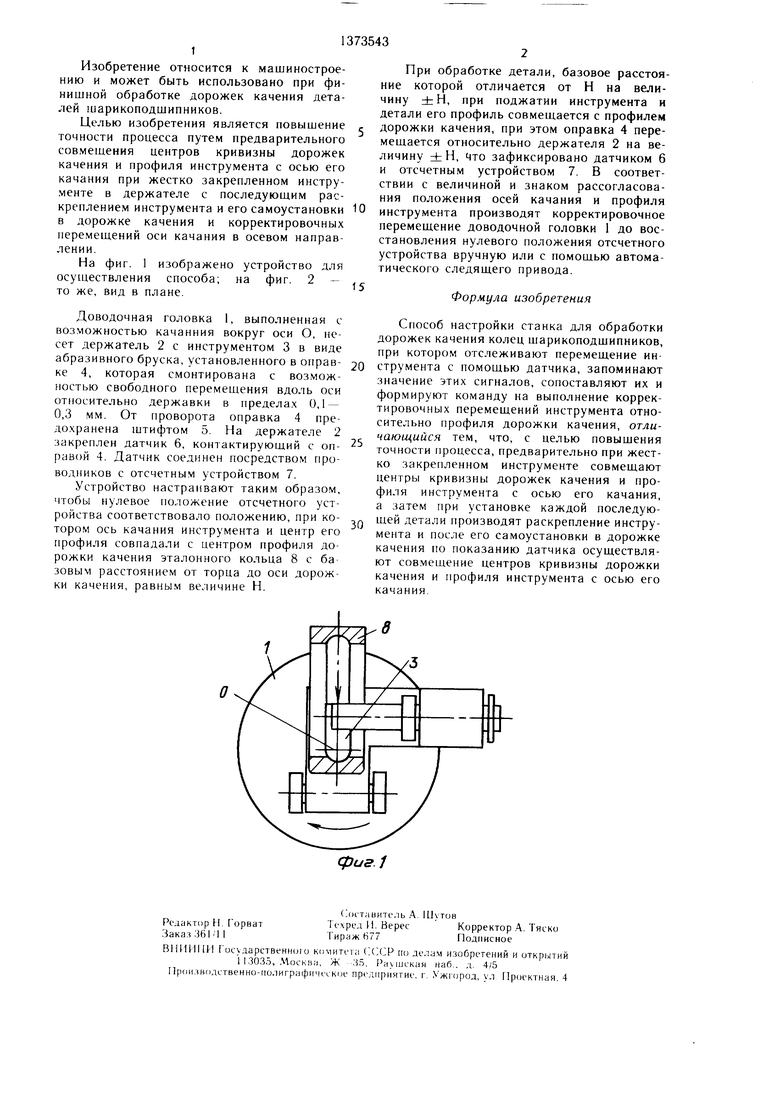
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки станка для обработки дорожек качения колец подшипников и устройство для его осуществления | 1991 |
|
SU1784447A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Способ суперфинишной обработки дорожек качения колец шарикоподшипников и устройство для его осуществления | 1989 |
|
SU1738610A1 |
| Способ совмещения оси качания инструмента с центром профиля желоба | 1978 |
|
SU753609A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| СПОСОБ КОНТРОЛЯ СМЕЩЕНИЯ ТОЧКИ КОНТАКТА ОТНОСИТЕЛЬНО НОМИНАЛЬНОГО ПОЛОЖЕНИЯ НА ДОРОЖКЕ КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ И ОДНОРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2187785C2 |
| Устройство для измерения диаметра сферы | 1990 |
|
SU1776974A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
Изобретение относится к области машиностроения и может быть использовано при финишной обработке дорожек качения деталей шарикоподшипников. Целью изобретения является повышение точности процесса. На эталонном кольце производят совмещение центров кривизны дорожки и профиля инструмента с осью его качения. При обработке детали, базовое расстояние которой отличается от Н на величину ±Н, при поджатии инструмента и детали его профиль совместится с профилем дорожки качения, при этом оправка 4 переместится относительно державки 2 на величину гЬН, что будет зафиксировано датчиком 6 и от- счетным устройством 7. В соответствии с величиной и знаком рассогласования положения осей качания и профиля инструмента производят корректировочное перемещение доводочной головки 1 до восстановления нулевого положения отсчетного устройства. 2 ил. 
| Способ совмещения оси качания инструмента с центром профиля желоба | 1978 |
|
SU753609A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
