Изобретение относится к области порошковой металлургии, в частности к устройствам для изготовления изделий из металлических порошков квазиизостатиче- ским прессованием, и может быть использовано также в огнеупорной или керамической промышленности.
Известна пресс-форма для изостатиче- ского прессования керамических изделий типа капселей для промышленности огнеупоров, содержащая пустотообразователь, выполненный из эластичного материала, например, резины.
Недостатком конструкции является то, что на такой пресс-форме нельзя отпрессовать изделия с небольшим внутренним отверстием и большой высоты. Известна пресс-форма для квазиизостатического прессования керамических изделий ряда вакуумплотных изделий колец диаметром от 100 до 250 мм и высотой до 170 мм.
Недостатком данной конструкции является то, что на такой пресс-форме нельзя отпрессовать изделия с небольшим внутренним отверстием и большой высоты, а также изделия с одним или двумя буртиками снаружи.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является пресс-форма для прессования изделий из сыпучих материалов.
Пресс-форма содержит матрицу, верхний и нижний пуансоны, установленный в полости матрицы пресс-буфер, пустотообразователь.
Недостатком данной пресс-формы является также ограничение ее технологических возможностей, т.к. она не позволяет получать изделия с буртиками по концам.
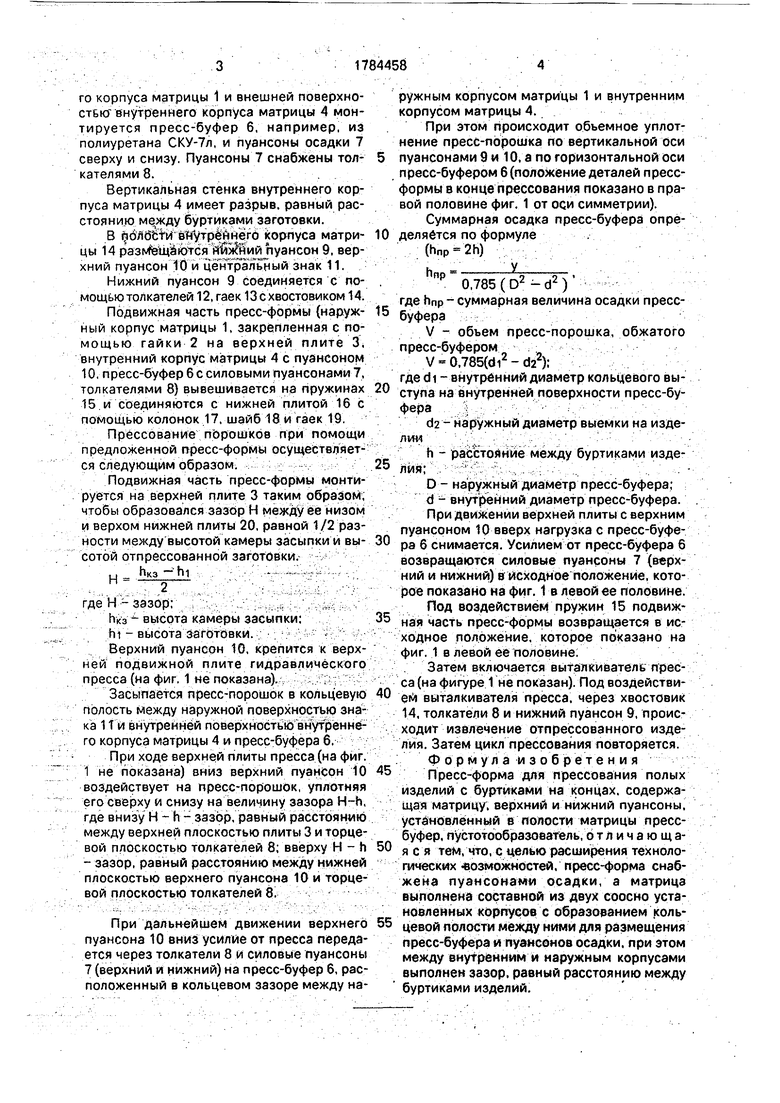
На чертеже изображена пресс-форма, причем в левой половине от оси симметрии показано положение пресс-формы до прессования, а в правой половине - после прессования.
Пресс-форма состоит из наружного корпуса матрицы 1, которая с помощью гайки 2 крепится к плите верхней З.
В наружный корпус матрицы 1 соосно с ней вставляется внутренний корпус матрицы 4 скрепляется с ней с помощью штифтов и винтов 5.
В кольцевой зазор, образовавшийся между внутренней поверхностью наружноVJ
00 4 4 СЛ
оэ
го корпуса матрицы 1 и внешней поверхностью внутреннего корпуса матрицы 4 монтируется пресс-буфер 6, например, из полиуретана СКУ-7л, и пуансоны осадки 7 сверху и снизу. Пуансоны 7 снабжены тол- кателями 8.
Вертикальная стенка внутреннего корпуса матрицы 4 имеет разрыв, равный расстоянию буртиками заготовки.
В $ofldetvi внутреннего корпуса матри- цы 14 размещаются йШйийЬуансон 9, верхний пуансон 10 и центральный знак 11.
Нижний пуансон 9 соединяется с помощью толкателей 12, гаек 13 с хвостовиком 14.
Подвижная часть пресс-формы (наруж- ный корпус матрицы 1, закрепленная с помощью гайки 2 на верхней плите 3. внутренний корпус матрицы 4 с пуансоном 10, пресс-буфер 6 с силовыми пуансонами 7, толкателями 8) вывешивается на пружинах 15 и соединяются с нижней плитой 16 с помощью колонок 17, шайб 18 и гаек 19
Прессование порошков при помощи предложенной пресс-формы осуществляется следующим образом.
Подвижная часть пресс-формы монтируется на верхней плите 3 таким образом, чтобы образовался зазор Н между ее низом и верхом нижней плиты 20, равной 1/2 разности между высотой камеры засыпки и вы- сотой отпрессованной заготовки.
u Пкз - ГЦ-
Н-
где Н - зазор;
Ькз - высота камеры засыпки:
hi - высота заготовки.
Верхний пуансон 10, крепится к верхней подвижной плите гидравлического пресса (на фиг. 1 не показана).
Засыпается пресс-порошок в кольцевую полость между наружной поверхностью знака 1Т и внутренней поверхностью внутреннего корпуса матрицы 4 и пресс-буфера 6,
При ходе верхней плиты пресса (на фиг. 1 не показана) вниз верхний пуансон 10 воздействует на пресс-порошок, уплотняя его сверху и снизу на величину зазора H-h, где внизу H-h - зазор, равный расстоянию между верхней плоскостью плиты 3 и торцевой плоскостью толкателей 8; вверху Н - л - зазор, равный расстоянию между нижней плоскостью верхнего пуансона 10 и торцевой плоскостью толкателей 8.
При дальнейшем движении верхнего пуансона 10 вниз усилие от пресса передается через толкатели 8 и силовые пуансоны 7 (верхний и нижний) на пресс-буфер 6, расположенный в кольцевом зазоре между наружным корпусом матрицы 1 и внутренним корпусом матрицы 4.
При этом происходит объемное уплотнение пресс-порошка по вертикальной оси пуансонами 9 и 10. а по горизонтальной оси пресс-буфером 6(положение деталей пресс- формы в конце прессования показано в правой половине фиг. 1 от оси симметрии).
Суммарная осадка пресс-буфера определяется по формуле
(hnp - 2h)
hnp 0,785 (D2-d2) где hnp- суммарная величина осадки пресс- буфера
V - обьем пресс-порошка, обжатого пресс-буфером
V 0,785(di2 - dz2);
где di - внутренний диаметр кольцевого выступа на внутренней поверхности пресс-буфера
d2 - наружный диаметр выемки на изделий
h - расстояние между буртиками изделия;
D - наружный диаметр пресс-буфера;
d - внутренний диаметр пресс-буфера.
При движении верхней плиты с верхним пуансоном 10 вверх нагрузка с пресс-буфера б снимается. Усилием от пресс-буфера 6 возвращаются силовые пуансоны 7 (верхний и нижний) в исходное положение, которое показано на фиг. 1 в левой ее половине.
Под воздействием пружин 15 подвижная часть пресс-формы возвращается в исходное положение, которое показано на фиг. 1 в левой ее половине.
Затем включается выталкиватель пресса (на фигуре 1 не показан). Под воздействием выталкивателя пресса, через хвостовик 14, толкатели 8 и нижний пуансон 9, происходит извлечение отпрессованного изделия. Затем цикл прессования повторяется.
Формула изобретения
Пресс-форма для прессования полых изделий с буртиками на концах, содержащая матрицу, верхний и нижний пуансоны, установленный в полости матрицы пресс- буфер, пустотообразоаатель, отличающаяся тем, что, с целью расширения технологических возможностей, пресс-форма снабжена пуансонами осадки, а матрица выполнена составной из двух соосно установленных корпусов с образованием кольцевой полости между ними для размещения пресс-буфера и пуансонов осадки, при этом между внутренним и наружным корпусами выполнен зазор, равный расстоянию между буртиками изделий.
-/
/
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Пресс-форма для прессования тиглей из порошка | 1982 |
|
SU1052334A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| Пресс-форма для прессования порошковых изделий с полостью | 1988 |
|
SU1547950A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ТОНКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОГО МАТЕРИАЛА | 1996 |
|
RU2100185C1 |
| Пресс-форма для прессования из порошка изделий с полостью | 1990 |
|
SU1743690A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |
| Пресс-форма квазиизостатического прессования | 1989 |
|
SU1726254A1 |

Использование: устройство для изготовления изделий из порошков с использованием квазиизостатики. Сущность изобретения: матрица пресс-формы состоит из двух корпусов (наружного и внутреннего) трубчатого сечения, соосно установленных с образованием кольцевой полости между ними для размещения пресс-буфера и пуансонов осадки, причем между внутренним и наружным корпусами выполнен зазор, равный расстоянию между буртиками изделия. 1 ил.
| Пресс-форма для прессования изделий из сыпучих материалов | 1979 |
|
SU873573A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
