Фиг1
вниз плита с матрицей 1, а также части центрального пуансона до крайнего нижнего положения, обеспечивая двустороннее прессование. Опускание центрального пуансона в рабочее положение фиксируется упором пресса. Затем пуансон 14 возвращается вверх. Нижний пуансон 2, поднимаясь вверх, перемещает изделие до выхода его из матрицы. Центральный пуансон также поднимается вверх. При этом упругий элемент 9 раздвигает составные части 4 и 5 центрального пуансона на максимальный зазор, который ограничивается регулятором 10, затем часть 4 поднимает часть 5 вместе с плитой 8. При выходе изделия из матрицы оно разгружается до давления прессования и освобождает центральный пуансон, нижняя часть 5 которого возвращается в нижнее крайнее положение. 1 з.п. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |
| Устройство для гидростатического прессования полых длинномерных изделий из порошков | 1990 |
|
SU1770084A1 |
| Устройство для прессования изделий из металлического порошка | 1982 |
|
SU1165530A1 |
| Пресс-форма для прессования полых изделий с буртиками на концах | 1990 |
|
SU1784458A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Пресс-форма для изготовления изделий сложной формы | 1988 |
|
SU1694343A1 |


Сущность: металлический порошок подается в камеру 16 засыпки, образованную матрицей 1, пуансоном 2 и верхней частью 4 составного центрального пуансона, которая удерживается в исходном положении ограничителем хода 12 пуансона 2, смонтированного на подвижной плите пресс-блока. Плита 8 прижимает нижнюю часть 5 центрального пуансона к верхней части 4 без зазора, упругий элемент 9 сжат. При движении пуансона 14 вниз перемещается со С VI 4 CJ О Ю О
Изобретение относится к порошковой металлургии, в частности к пресс-формам, используемым на специализированных пресс-автоматах для прессования изделий из порошков.
Цель изобретения - повышение надежности пресс-формы и качества изделий,
На фиг. 1 показана пресс-форма в исходном положении, завершение загрузки порошка; на фиг. 2 - то же, завершение процесса формования: на фиг. 3 - извлечение готового изделия; на фиг. 4 - удаление изделия.
Пресс-форма состоит из матрицы 1, в рабочем отверстии которой концентрично установлены подвижные наружный пуансон 2 и составной центральный пуансон 3, состоящий из верхней 4 и нижней 5 частей.
Матрица 1 и пуансоны 2 и 3 смонтированы на подвижных плитах 6, 7 и 8 пресс- блока. Между составными частями 4 и 5 центрального пуансона установлен упругий элемент 9, а составные части 4 и 5 соединены между собой с помощью регулятора 10 их взаимного перемещения, выполненного в виде гайки.
На верхней части 4 центрального пуансона выполнен упор 11, а на внутренней поверхности наружного пуансона 2 выполнен ограничитель хода 12 в виде уступа, взаимодействующий с упором 11, и рабочий поясок 13.
Пресс-форма снабжена также верхним пуансоном 14, смонтированным на верхней плите 15 пресса.
Пресс-форма монтируется на пресс- блоке, установленном на прессе.
Пресс-форма работает следующим образом.
Металлический порошок кассетой питателя (не показан) подается в камеру 16 засыпки, образованную матрицей 1. пуансоном 2 и верхней частью 4 составного центрального пуансона, которая удерживается в исходном положении ограничителем
12 хода пуансона 2, смонтированного на подвижной плите пресс-блока. Подвижная плита 8 пресс-блока прижимает нижнюю часть 5 составного центрального пуансона к
верхней части 4 без зазора, упругий элемент 9 сжат (фиг. 1).
Пуансон 14 движется вниз, производя уплотнение порошка, одновременно под действием сил трения перемещается вниз
плита с матрицей 1, а также верхняя 4 и нижняя 5 части составного центрального пуансона вместе с подвижной плитой 8 пресс- блока до крайнего нижнего положения, обеспечивая реализацию схемы двухстороннего прессования.
Опускание центрального пуансона в рабочее положение фиксируется упором пресса. Происходит окончательное уплотнение порошка до заданной плотности. Верхний
пуансон 14 возвращается в исходное положение (верх фиг. 2),
Нижний пуансон 2, поднимаясь вверх, перемещает отпрессованное изделие до выхода его из матрицы. Центральный пуансон
под действием прессуемого материала удерживается в изделии и также поднимается вверх. При этом упругий элемент раздвигает составные части 4 и 5 центрального пуансона на максимальный зазор, который
ограничивается регулятором 10, затем верхняя часть 4 поднимает нижнюю часть 5 вместе с подвижной плитой 8 (фиг. 3).
При выходе изделия из матрицы оно разгружается от давления прессования и освобождает центральный пуансон, нижняя часть 5 которого возвращается в нижнее крайнее положение.
Плита 8 поднимается вверх и возвращает нижнюю часть центрального пуансона в
исходное положение. Верхняя и нижняя части 4 и 5 центрального пуансона раздвинуты на максимальный зазор а.
Максимальный зазор а между опорными поверхностями составных частей 4 и 5
центрального пуансона принимается из
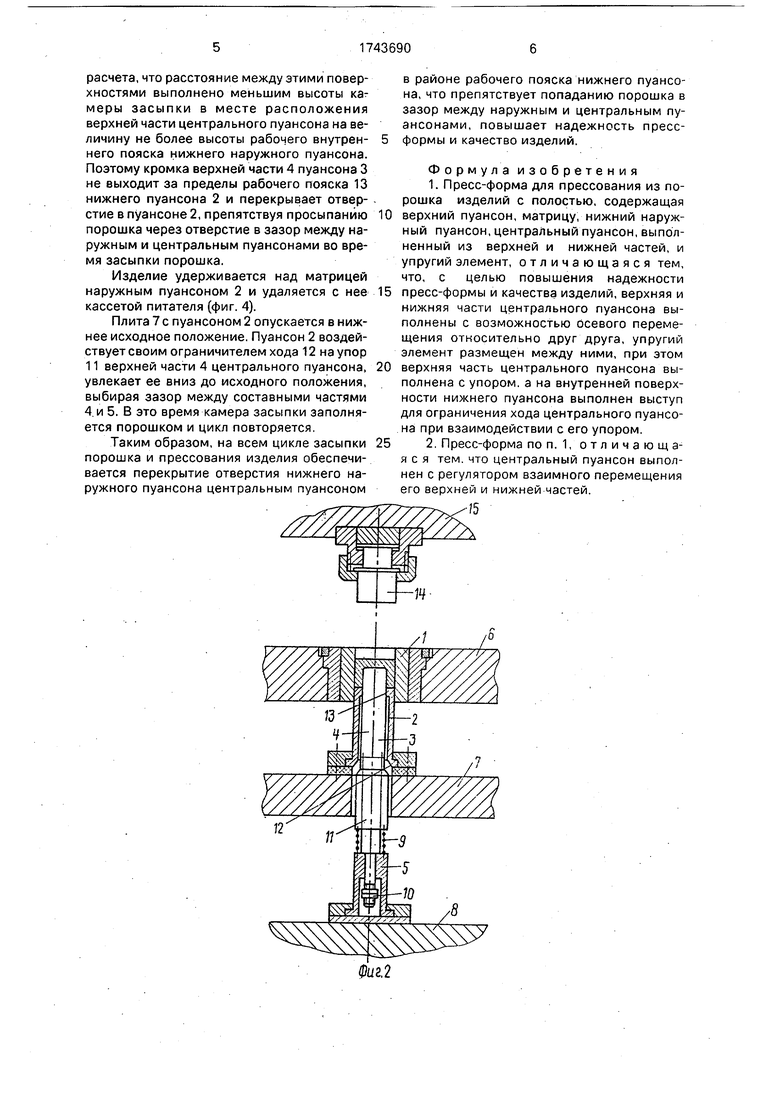
расчета, что расстояние между этими поверхностями выполнено меньшим высоты камеры засыпки в месте расположения верхней части центрального пуансона на величину не более высоты рабочего внутрен- него пояска нижнего наружного пуансона. Поэтому кромка верхней части 4 пуансона 3 не выходит за пределы рабочего пояска 13 нижнего пуансона 2 и перекрывает отверстие в пуансоне 2, препятствуя просыпанию порошка через отверстие в зазор между наружным и центральным пуансонами во время засыпки порошка.
Изделие удерживается над матрицей наружным пуансоном 2 и удаляется с нее кассетой питателя (фиг. 4).
Плита 7 с пуансоном 2 опускается в нижнее исходное положение. Пуансон 2 воздействует своим ограничителем хода 12 на упор 11 верхней части 4 центрального пуансона, увлекает ее вниз до исходного положения, выбирая зазор между составными частями 4 и 5. В это время камера засыпки заполняется порошком и цикл повторяется
Таким образом, на всем цикле засыпки порошка и прессования изделия обеспечивается перекрытие отверстия нижнего наружного пуансона центральным пуансоном
/////Y//X
Фиг.2
в районе рабочего пояска нижнего пуансона, что препятствует попаданию порошка в зазор между наружным и центральным пуансонами, повышает надежность пресс- формы и качество изделий.
Формула изобретения 1. Пресс-форма для прессования из порошка изделий с полостью, содержащая верхний пуансон, матрицу, нижний наружный пуансон, центральный пуансон, выполненный из верхней и нижней частей, и упругий элемент, отличающаяся тем, что, с целью повышения надежности пресс-формы и качества изделий, верхняя и нижняя части центрального пуансона выполнены с возможностью осевого перемещения относительно друг друга, упругий элемент размещен между ними, при этом верхняя часть центрального пуансона выполнена с упором, а на внутренней поверхности нижнего пуансона выполнен выступ для ограничения хода центрального пуансона при взаимодействии с его упором.
2 Пресс-форма по п. 1, отличающаяся тем что центральный пуансон выполнен с регулятором взаимного перемещения его верхней и нижней частей.
/5
5/
ОбЭСЬи
15
ХУчХУ
| Пресс-форма для прессования многоступенчатых изделий из порошка | 1983 |
|
SU1109260A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования изделий из металлического порошка | 1984 |
|
SU1178546A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
