(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка для присоединения проволочных выводов | 1980 |
|
SU927450A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Установка для присоединения выводов | 1980 |
|
SU941101A1 |
| Установка для присоединения проволочных выводов | 1977 |
|
SU727380A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1996 |
|
RU2115527C1 |
| ПОЛУПРОВОДНИКОВЫЙ ЛАЗЕРНЫЙ ИЗЛУЧАТЕЛЬ С ПОЛОСОЙ МОДУЛЯЦИИ В СВЧ-ДИАПАЗОНЕ | 2008 |
|
RU2421857C2 |
Сущность изобретения: установка предназначена не только для припарки проволочных выводов к полупроводниковым при борам, но и для измерения электрических параметров этих приборов с целью контроля, что стало возможно благодаря тому, что установка снабжена рабочим столом, выполняющим, кроме функции опоры для привариваемых выводов, еще и функцию измерительного электрода. При этом сварочный электрод, кроме сварки, выполняет функцию второго измерительного электрода. Совмещение операций сварки и контроля электрических параметров позволяет расширить функциональные возможности. 2 ил.
Изобретение относится к области производства полупроводниковых приборов и может быть использовано, в частности, для присоединения проволочных выводов и контроля параметров диодов в бескорпус- исполнении.
Цель изобретения - расширение функциональных возможностей.
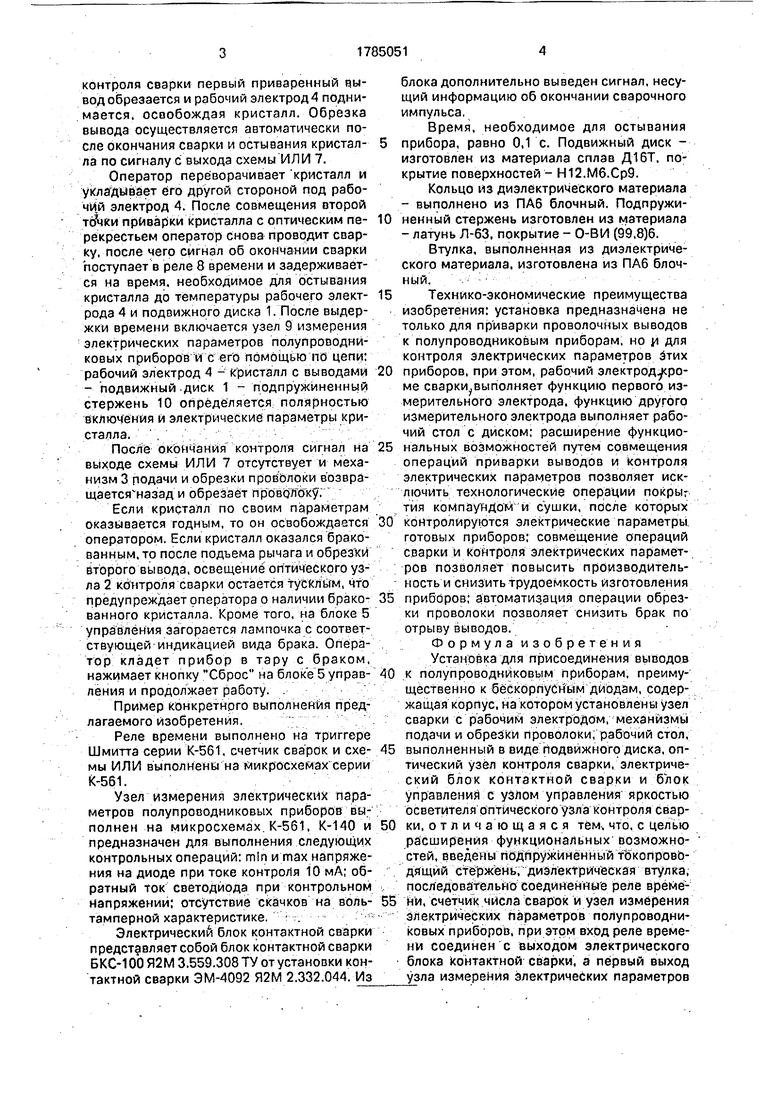
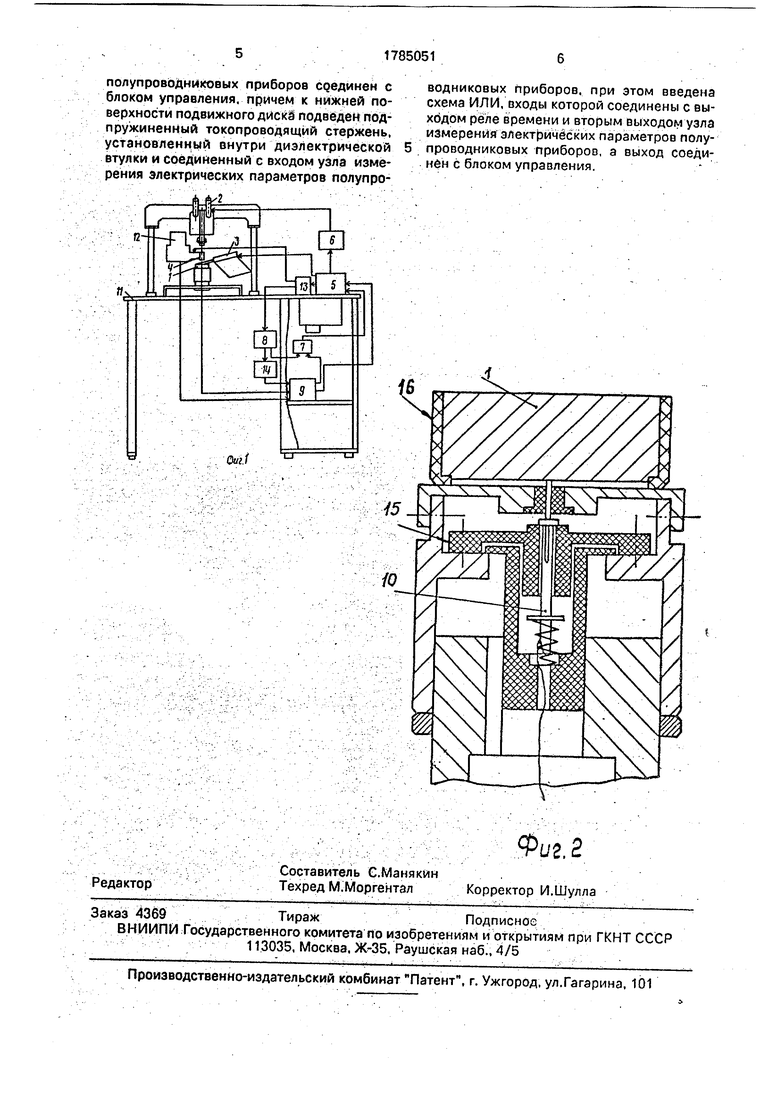
На фиг. 1 представлена схема установки рпя присоединения выводов к полупроводниковым приборам; на фиг. 2 - рабочий етол.
Установка для присоединения выводов к полупроводниковым приборам содержит подвижный диск 1, оптический узел 2 контроля сварки, механизма 3 подачи и обрезки проволоки, рабочий электрод 4, блок 5 управления, узел 6 управления яркостью осветителя, схему ИЛИ 7, реле 8 времени, узел 9 измерения электрических параметров полупроводниковых приборов, подпружиненный стержень 10, корпус 11, узел 12 сварки,
электрический блок 13 контактной сварки, счетчик 14 сварок, диэлектрическую втулку 15, кольцо 16 диэлектрическое.
Перед началом работы оператор насыпает кристаллы полупроводниковых приборов на подвижный диск 1, устанавливает его под оптический узел 2 контроля сварки, Проволока заправляется в механизм 3 подачи и обрезки проволоки. Оператор вращает подвижный диск 1 так, чтобы перекрестье оптического узла 2 контроля сварки совпало с первой точкой сварки выбранного кри- сталла и осуществляет подачу проволоки под рабочий электрод 4, который опускается и прижимает проволоку к кристаллу. Сварочный импульс тока подается с помощью блока 5 упраёления на рабочий электрод 4, при этом узел 6 управления яркостью осветителя оптического узла контроля сварки уменьшает яркость его освещения.
После окончания сварки и восстановления яркости осветителя оптического узла 1
VJ 00 СЛ О СЛ
контроля сварки первый приваренный чы- вод обрезается и рабочий электрод 4 поднимается, освобождая кристалл. Обрезка вывода осуществляется автоматически после окончания сварки и остывания кристалла по сигналу с выхода схемы ИЛИ 7.
Оператор переворачивает кристалл и укладывает его другой стороной под рабочий электрод 4. После совмещения второй приварки кристалла с оптическим перекрестьем оператор снова проводит сварку, после чего сигнал об окончании сварки поступает в реле 8 времени и задерживается на время, необходимое для остывания кристалла до температуры рабочего электрода 4 и подвижного диска 1. После выдержки времени включается узел 9 измерения электрических параметров полупроводниковых приборов и с его помощью по цепи: рабочий электрод 4 - кристалл с выводами - подвижный диск 1 - подпружиненный стержень 10 определяется полярностью включения и электрические параметры кристалла.
После окончания контроля сигнал на выходе схемы ИЛИ 7 отсутствует и механизм 3 подачи и обрезки проволоки возвра- щаетсяхазад и обрезает проволоку.
Если кристалл по своим параметрам оказывается годным, то он освобождается оператором. Если кристалл оказался бракованным, то после подъема рычага и обрезки второго вывода, освещение оптического узла 2 контроля сварки остается тусклым, что предупреждает оператора о наличии бракованного кристалла Кроме того, на блоке 5 управления загорается лампочка с соответствующей индикацией вида брака Оператор кладет прибор в тару с браком, нажимает кнопку Сброс на блоке 5 управления и продолжает работу.
Пример конкретного выполнения предлагаемого изобретения.
Реле времени выполнено на триггере Шмитта серии К-561, счетчик сварок и схемы ИЛИ выполнены на микросхемах серии К-561.
Узел измерения электрических параметров полупроводниковых приборов выполнен на микросхемах К-561, К-140 и предназначен для выполнения следующих контрольных операций: min и max напряжения на диоде при токе контроля 10 мА; обратный ток светодиода при контрольном напряжении: отсутствие скачков на воль- тамперной характеристике
Электрический блок контактной сварки представляет собой блок контактной сварки БКС-100 Я2М 3.559.308 ТУ от установки контактной сварки ЭМ-4092 Я2М 2.332.044. Из
блока дополнительно выведен сигнал, несущий информацию об окончании сварочного импульса
Время, необходимое для остывания 5 прибора, равно 0,1 с. Подвижный диск - изготовлен из материала сплав Д16Т. покрытие поверхностей - Н12.М6.Ср9.
Кольцо из диэлектрического материала
-выполнено из ПА6 блочный. Подпружи- 0 ненный стержень изготовлен из материала
-латунь Л-63, покрытие - 0-ВИ (99,8)6.
Втулка, выполненная из диэлектрического материала, изготовлена из ПА6 блочный.
5 Технико-экономические преимущества изобретения: установка предназначена не только для приварки проволочных выводов к полупроводниковым приборам, но yi для контроля электрических параметров Зтих
0 приборов, при этом, рабочий электродусро- ме сварки.выполняет функцию первого измерительного электрода, функцию другого измерительного электрода выполняет рабочий стол с диском; расширение функцио5 нальных возможностей путем совмещения операций приварки выводов и контроля электрических параметров позволяет исключить технологические операции покрыт тия компаундом и сушки, после которых
0 контролируются электрические параметры готовых приборов; совмещение операций сварки и контроля электрических параметров позволяет повысить производительность и снизить трудоемкость изготовления
5 приборов; автоматизация операции обрезки проволоки позволяет снизить брак по отрыву выводов.
Формула изобретения Установка для присоединения выводов
0 к полупроводниковым приборам, преимущественно к бескорпусным диодам, содержащая корпус, на котором установлены узел сварки с рабочим электродом, механизмы подачи и обрезки проволоки, рабочий стол,
5 выполненный в виде подвижного диска, оптический узел контроля сварки, электрический блок контактной сварки и блок управления с узлом управления яркостью осветителя оптического узла контроля свар0 ки, отличающаяся тем. что, с целью расширения функциональных возможностей, введены подпружиненный токопрово- дящий стержень, диэлектрическая втулка, последовательно соединенные реле време5 ни, счетчик числа сварок и узел измерения электрических параметров полупроводниковых приборов, при этом вход реле времени соединен с выходом электрического блока контактной сварки, а первый выход
узла измерения электрических параметров
полупроводниковых приборов средимен с блоком управления, причем к нижней поверхности подвижного диски подведен подпружиненный токопроводящий стержень, установленный внутри диэлектрической втулки и соединенный с входом узла измерения электрических параметров полупроводниковых приборов, при этом введена схема ИЛИ, входы которой соединены с выходом реле времени и вторым выходом узла измерения электрических параметров полупроводниковых приборов, а выход соединен с блоком управления.
15
| Модернизированная установка Кон- такт-ЗА с подачей проволоки | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
